







Wydanie 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Zasady ogólne deklarowania zgodności
Do czasu zastosowania zharmonizowanej normy PN-EN 1279 "Szkło w budownictwie. Szyby zespolone izolacyjne", a w szczególności części 5 "Ocena zgodności/ Zgodność wyrobu z normą", producenci szyb zespolonych wystawiają Krajową Deklarację Zgodności na podstawie Krajowego Certyfikatu Zgodności z normą PN-B-13079, która nie podlega harmonizacji. W tym okresie obowiązuje stosowanie Systemu 1 na podstawie Rozporządzenia Ministra Infrastruktury z 11 sierpnia 2004 r. w sprawie sposobów deklarowania zgodności wyrobów budowlanych oraz sposobu znakowania ich znakiem budowlanym. Warto w tym miejscu przypomnieć, że wraz z obecnie ważną normą PN-B-13079, obowiązuje realizacja planu badań, sporządzonego według PN-ISO 2859 +AC1.
Harmonizacja nowej normy nastąpi po ustanowieniu PN-EN 1279-5 i ogłoszeniu jej w Monitorze Polskim poprzez stosowne Obwieszczenie Prezesa Polskiego Komitetu Normalizacyjnego. Deklarowanie zgodności szyb zespolonych izolacyjnych podlega przepisom Rozporządzenia Ministra Infrastruktury z 11 sierpnia 2004 r. w sprawie sposobów deklarowania zgodności, wymagań jakie powinny spełniać notyfikowane jednostki uczestniczące w ocenie zgodności, oraz sposobu oznaczania wyrobów budowlanych znakiem CE. Szyby zespolone izolacyjne będą podlegały ocenie zgodności według Systemu 1, lub 3 lub 4. Prawo do oznakowania CE przysługuje producentowi po przeprowadzeniu stosownej oceny zgodności, po 9 miesiącach od harmonizacji normy, natomiast po dalszych 12 miesiącach ocena zgodności oraz oznakowanie CE stanie się obowiązkowe. Pozytywna ocena zgodności pozwala na wystawianie EC Certyfikatu i/ lub Deklaracji zgodności, odrębnie dla określonego typu szyb zespolonych izolacyjnych pod Systemem 1, lub 3 lub 4, według zasad podanych w Załączniku ZA.2.2 normy EN 1279-5 wraz z obowiązkowym etykietowaniem oraz znakowaniem wyrobów zwanym oznakowaniem CE.
W zależności od zastosowanego systemu, ocena zgodności obejmuje zadania dla producenta i zadania akredytowanej (notyfikowanej) jednostki, upoważnionej do wystawienia Certyfikatu zgodności. Deklarację zgodności wystawia producent na podstawie Certyfikatu zgodności i/ lub przeprowadzonej oceny zgodności samodzielnie wraz ze stosowną oceną wyników Zakładowej kontroli produkcji.
Zgodność z definicją szyb zespolonych izolacyjnych
Z definicji, szyba zespolona izolacyjna składa się przynajmniej z dwóch tafli szkła, oddzielonych jedną lub kilkoma przekładkami, hermetycznie uszczelnione wzdłuż obrzeży, stabilne mechanicznie i trwałe, przy czym taflą szkła jest zarówno formatka ze szkła float jak i każda inna szyba składowa ze szkła odprężonego, hartowanego, wzmocnionego lub warstwowego oraz wszelkie ich użytkowe odmiany.
Na definicję szyby zespolonej izolacyjnej składają się łącznie:
. wskaźnik przenikania wilgoci po długotrwałym badaniu klimatycznym w standardowych warunkach starzenia (przepisowych cykli), który może wynosić średnio 0,2 (20%), a maksymalnie 0,25 (25%),
. szybkość wypływu gazu dla gazów o koncentracji ponad 15%, w tym dla powietrza, po długotrwałym badaniu klimatycznym w standardowych warunkach starzenia (przepisowych cykli) powinna być mniejsza niż 1% objętościowy na jeden rok,
. wytrzymałość uszczelnionego obrzeża po próbie starzenia w standardowych warunkach, powinna wystąpić poza określonym trójkątem naprężeń/odkształceń.
Zgodność typu szyb zespolonych izolacyjnych
Typ szyb zespolonych izolacyjnych charakteryzuje się wspólnym profilem uszczelnienia krawędzi, w którym materiały i komponenty uszczelnienia krawędzi są zgodne z przedstawieniem ich w opisie, dzięki czemu osiągane są podobne właściwości uszczelnienia krawędzi. Ponadto każdy typ szyb zespolonych izolacyjnych łączy w sobie cechy użytkowe i konstrukcyjne, które podlegają sprawdzeniu w toku badań i oceny według szczegółowego programu badań i kontroli, a w związku z tym, każdy typ wymaga odrębnego opisu, co najmniej w części normatywnej.
Ostatnia wersja normy EN 1279-5: 2005, podaje 13 charakterystyk typu szyb zespolonych izolacyjnych, które określają ich funkcje i cechy użytkowe dla budownictwa, przy czym każda charakterystyka użytkowa szyby zespolonej izolacyjnej jest związana z normami jakości dla rodzajów zastosowanego szkła.
Zgodność (z normą) jakości szkła
W poniższym zestawieniu zamieszczam aktualny wykaz norm jakości szkła, które mają zastosowanie do produkcji szyb zespolonych izolacyjnych, również w odniesieniu do szyb zespolonych wytwarzanych jeszcze w zgodności z Polską Normą PN-B-13079.
Większość przedstawionych niżej norm została już zharmonizowana z Dyrektywą Budowlaną nr 98/106/EEC, bowiem zostały ujęte w Załączniku 2 do Obwieszczenia Prezesa PKN z dnia 12 lipca 2005r, a pozostałe zostaną zharmonizowane niebawem.
Normy zharmonizowane są zaznaczone w tym wykazie w ten sposób, że wskazana część normy dotycząca oceny zgodności jest napisana pogrubionym drukiem. Oznacza to też, że za 9 miesięcy, tj w kwietniu 2006 r., producenci tych rodzajów szkieł mogą dokonywać oceny zgodności według tych norm i będą mogli stosować etykietowanie oraz oznakowanie CE.
Chcę też zwrócić uwagę, że wiele z podanych niżej norm jakości szkła została ostatnim czasie poddana nowelizacji, a zazwyczaj ostatnie części każdej z norm stanowiące ocenę zgodności zostały ustanowione przez PKN w postaci uznaniowej (U) i są dostępne tylko w wersji obcojęzycznej, stwarzając problemy interpretacyjne.
Przy każdej z wymienionych norm podaję też rok lub kolejne lata ustanowienia normy w celu wskazania tzw. ostatniego datowania wersji aby uniknąć pomyłek dotyczących powołań normatywnych i wymagań.
. PN-EN 572-1÷9:2005 (U) , szkła sodowo-wapniowo-krzemianowe; ocena zgodności,
. PN-EN 1096-1÷4:2001/4/5 (U), szkła powlekane; ocena zgodności,
. PN-EN 1748-1-1÷2:2005 (U), szkło boro-krzemianowe; ocena zgodności,
. PN-EN 1748-2-1÷2:2005 (U), tworzywo szklano-krystaliczne; ocena zgodności,
. PN-EN 1863-1÷2:2004/5 (U), termicznie wzmocnione szkło sodowo-wapniowo-krzemianowe; ocena zgodności,
. PN-EN 12150-1÷2:2002/5 (U), termicznie hartowane bezpieczne szkło sodowo-wapniowo-krzemianowe; ocena zgodności,
. PN-EN 12337-1÷2:2004/5 (U), chemicznie wzmocnione szkło sodowo-wapniowo-krzemianowe; ocena zgodności,
. PN-EN ISO 12543-1÷6:2000/A1:2005 (U), warstwowe i bezpieczne szkło warstwowe,
. PN-EN 14449:2005 (U), warstwowe i bezpieczne szkło warstwowe, ocena zgodności,
. PN-EN 13024-1÷2:2003/5 (U), termicznie hartowane szkło borokrzemianowe;
ocena zgodności,
. PN-EN 14178-1÷2:2002/5 (U), szkła z tlenków wapniowców i krzemionki; ocena zgodności,
. PN-EN 14179-1:2005 (U), termicznie hartowane, wygrzewane szkło bezpieczne sodowo-wapniowo-krzemianowe,
. PN-EN 14321-1÷2:2005 (U), hartowane bezpieczne szkło z tlenków wapniowców i krzemionki; ocena zgodności.
Zgodność konstrukcji szyb zespolonych izolacyjnych
Odmiany konstrukcji szyb zespolonych izolacyjnych, które podlegają osobnym badaniom w ramach programu badań i kontroli Zakładowej Kontroli Produkcji są przedstawione w poniższym zestawieniu.
Cztery pierwsze odmiany są powszechnie stosowane, natomiast pozostałe dwie stanowią odmiany przyszłościowe w Polsce. Litery i cyfry w nawiasie odpowiadają tablicom programu badań według normy PN-EN 1279-6. Wszystkie odmiany konstrukcyjne szyb zespolonych mogą być objęte wspólnym planem badań, określonym w tej normie, lub indywidualnie dobieranym planem w zależności od potrzeb albo uzgodnień z odbiorcą.
1. (A 2) Szyby zespolone wypełnione powietrzem, połączone szczeliwem organicznym i przekładką z pustej ramki. Odmiana podstawowa, zespolenie standardowe, powszechnie stosowane.
2. (A 3) Szyby zespolone wypełnione gazem. Odmiana o podwyższonym standardzie użytkowym, powszechnie stosowana.
3. (A 4) Szyby zespolone wypełnione powietrzem i połączone litą przekładką organiczną, lub przekładką organiczną napełnioną pochłaniaczem wilgoci. Odmiana o podwyższonym standardzie użytkowym, powszechnie stosowana.
4. (A 5) Szyby zespolone z przekładką z pustej ramki wraz z połączeniem brzegów na gorąco szczeliwem „hot-melt”. Odmiana tradycyjna, zespolenie obniżonego standardu, doraźnie i powszechnie stosowane.
5. (A 6) Szyby zespolone wypełnione powietrzem, spoinowane przekładką dystansową z taśmy metalowej pomiędzy taflami szkła oraz szczeliwem organicznym. Odmiana specjalnego przeznaczenia, obróbka krawędzi szkła metodami metalizacji.
6. (A 7) Szyby zespolone wypełnione suchym powietrzem, połączone spoiną szkła ze szkłem. Odmiana specjalnego przeznaczenia, obróbka krawędzi szkła metodami hutniczymi.
Krajowa deklaracja zgodności
Tekst deklaracji zgodności przedstawiam w celu zwrócenia uwagi na istotne dane, które należy zamieścić zgodnie z przepisami wykonawczymi prawa budowlanego.
W szczególności ważna dla producenta szyb zespolonych jest identyfikacja wyrobu w powiązaniu z programem (i planem) badań (pkt. 6 Deklaracji) według Polskiej Normy PN-B-13079 oraz wszystkich norm jakości poszczególnych tafli (formatek) szkła, zastosowanych do danego typu wyrobu, jego przeznaczenia i zakresu stosowania podanego w punkcie 4 Deklaracji. Właściwa identyfikacja wyrobu powinna zawierać nazwę i/ lub typ szyby zespolonej oraz klasę (pkt. 2 Deklaracji), zwłaszcza jeżeli klasa dotyczy bezpieczeństwa i/ lub odporności mechanicznej.
Cechy techniczne typu SZI (Identyfikacja wyrobu (typu) – 2 przykłady)
. Szyba zespolona (izolacyjna) o podwyższonych właściwościach izolacji cieplnej, która podlega wymaganiom normy PN-B-13079 wraz z KG 31/S/2005, a docelowo (po harmonizacji) wg EN 1279-5, pkt. 4. Kryteria Grupowe 31/S/2005 „Szyby zespolone izolacyjne o podwyższonych właściwościach izolacyjnych”, zostały ustanowione 12 maja 2005 r. przez Instytut Szkła i Ceramiki w celu określenia niezbędnych cech technicznych wyrobów, stanowiących już obecnie wyroby standardowe i powszechnie stosowane w Polsce.
Kryteria KG 31/S/2005 podają graniczny współczynnik U o wartości 1,5 [W/(m2K)], współczynnik emisyjności skorygowanej nie więcej niż 0,05 przy szerokości ramki dystansowej szyby zespolonej nie mniej niż 10 mm oraz przy koncentracji gazu w przestrzeni międzyszybowej nie mniej niż 85%.
. Szyba zespolona izolacyjna o właściwościach bezpiecznych i ochronnych, która podlega wymaganiom PN-B-13079 wraz z KG 31/S/2005, a także wymaganiom PN EN 12150-1, PN EN ISO 12543-2, a docelowo (po harmonizacji) także wymaganiom według normy EN 1279-5, pkt. 4.
W celu identyfikacji docelowego typu szyby zespolonej izolacyjnej podaję w poniższych przykładach numerację, wynikającą z charakterystyk, zapisanych w wymaganiach normy EN 1279-5, która niebawem stanie się polską normą. Cyfry wpisane pogrubionym drukiem oznaczają poszczególne charakterystyki i wskazują na wynikową charakterystykę typu, a w przykładzie 2 łączącą cechy techniczne szyby zespolonej o podwyższonej właściwościach izolacyjnych oraz szyby bezpiecznej i ochronnej.
Przykład 1. Typ (4.3.2.12.)
Szyba zespolona izolacyjna o podwyższonych właściwościach izolacji cieplnej Deklarowanie zgodności szyb zespolonych o podwyższonych właściwościach izolacji cieplnej wymaga od producenta obliczenia współczynnika przenikania ciepła U (wg PN EN 673), a także użycia do obliczenia wartości emisyjności powłoki e (wg PN EN 12898) oraz wartości nominalnego stężenia gazu ci (wg PN EN 1279-3).
Norma PN-B-13079 nie podlega harmonizacji więc w okresie do 31 grudnia 2006r, ocena zgodności może przebiegać tylko według Systemu 1 z udziałem Jednostki certyfikującej, która powinna wystawić Certyfikat zgodności. Krajowy certyfikat zgodności może być wystawiony na podstawie inspekcji zakładu producenta oraz zakładowej kontroli produkcji i badań próbek wg planu badań producenta.
Ocena zgodności dla szyb zespolonych o podwyższonych właściwościach izolacyjnych po harmonizacji nowej normy europejskiej i po 9 miesięcznym okresie przejściowym może przebiegać według Systemu 3, w którym wystawienie Deklaracji zgodności również dla takiego wyrobu wymaga obliczenia wcześniej współczynnika U, lecz producent lub jego przedstawiciel będzie samodzielnie uprawniony do wystawienia Deklaracji zgodności na podstawie wyników badań wyrobu w ramach zakładowej kontroli produkcji oraz wstępnego badania typu przez akredytowane (notyfikowane) laboratorium.
Przykład 2. Typ (4.3.2.8., 9., 12.)
Szyba zespolona izolacyjna o podwyższonych właściwościach izolacji cieplnej oraz o właściwościach bezpiecznych i ochronnych Deklarowanie zgodności szyb zespolonych o podwyższonych właściwościach izolacji cieplnej oraz o właściwościach szyb bezpiecznych i ochronnych wymaga także od producenta ustalenia współczynnika przenikania ciepła U, a ponadto wartości cech technicznych do zastosowań w budownictwie przy oszczędności energii oraz dla bezpieczeństwa w użytkowaniu i odporności na uderzenie, np. atak ręczny, takich jak klasa odporności (wg PN EN 356) i klasa bezpieczeństwa (wg PN EN 12600).
W okresie przejściowym i docelowo ma tutaj zastosowanie System 1, lecz certyfikat (obecnie i w okresie przejściowym - krajowy) zgodności wystawia Jednostka certyfikująca na podstawie inspekcji zakładu i wyników badań w ramach zakładowej kontroli produkcji oraz badań próbek wg planu badań producenta.
Przy zastosowaniu Systemu 1 po okresie przejściowym według normy PN hEN 1279, zadania akredytowanej jednostki są szersze, ponieważ przewidziane jest wstępne badanie typu oraz inspekcja zakładu i zakładowej kontroli produkcji oraz ciągły nadzór i ocena przez akredytowaną (notyfikowaną) Jednostkę.
Wojciech Korzynow
SZKLAREXPERT, Warszawa
www.szybexp.of.pl
| Deklaracja zgodności nr ...... 1. Producent wyrobu budowlanego: (pełna nazwa i adres zakładu produkującego wyrób) 2. Nazwa wyrobu: (nazwa, nazwa handlowa, typ, odmiana, gatunek, klasa) 3. Klasyfikacja statystyczna wyrobu budowlanego: 4. Przeznaczenie i zakres stosowania wyrobu: (zgodnie ze specyfikacją techniczną) 5. Specyfikacja techniczna: (numer, tytuł i rok ustanowienia Polskiej Normy wyrobu lub numer, tytuł i rok wydania aprobaty technicznej oraz nazwa jednostki aprobującej) 6. Deklarowane cechy techniczne typu wyrobu budowlanego: (dane niezbędne do identyfikacji typu określone w programie badań) 7. Nazwa i numer akredytowanej jednostki certyfikującej lub laboratorium oraz numer Certyfikatu lub raportu z badań typu, jeżeli taka jednostka brała udział w zastosowanym systemie oceny zgodności wyrobu budowlanego: Deklaruję z pełną odpowiedzialnością, że wyrób budowlany jest zgodny ze specyfikacją techniczną wskazaną w pkt. 5. .................................. ......................................................................... (miejsce i data wystawienia) (imię, nazwisko i podpis osoby upoważnionej) |
inne artykuły autora:
- Czy rzeczywiście alternatywa? , Wojciech Korzynow, Świat Szkła 12/2009
- Ocena zgodności typu szkła warstwowego , Wojciech Korzynow, Świat Szkła 12/2009
- Planowanie badań szyb hartowanych lub szyb zespolonych izolacyjnych. Część 3 , Wojciech Korzynow, Świat Szkła 3/2009
- Planowanie badań szyb hartowanych lub zespolonych izolacyjnych. Część 2 , Wojciech Korzynow, Świat Szkła 1/2009
- Planowanie badań szyb hartowanych lub zespolonych izolacyjnych. Część 1 , Wojciech Korzynow, Świat Szkła 12/2008
- Szkła budowlane o podwyższonej wytrzymałości , Wojciech Korzynow, Świat Szkła 11/2007
- Deklarowanie zgodności typów szkła dla budownictwa , Wojciech Korzynow, Świat Szkła 9/2007
- Wady szyb zespolonych izolacyjnych , Wojciech Korzynow , Świat Szkła 1/2007
- Badanie wytrzymałości szkła hartowanego , Wojciech Korzynow , Świat Szkła 10/2006
- Ważniejsze parametry wyrobów ze szkła, niezbędne do deklarowania zgodności z określonym przeznaczeniem , Wojciech Korzynow, Świat Szkła 6/2006
- Deklarowanie zgodności typu szyb zespolonych z zastosowaniem szkieł bezpiecznych i ochronnych , Wojciech Korzynow, Świat Szkła 2/2006
- Badania komponentów przy produkcji szyb zespolonych izolacyjnych , Wojciech Korzynow, Świat Szkła 11/2005
- Wady szkła float i szyb zespolonych , Wojciech Korzynow, Świat Szkła 5/2005
- Typy szyb zespolonych. Część 3 , Wojciech Korzynow, Świat Szkła 4/2005
- Typy szyb zespolonych. Cz. 2 , Wojciech Korzynow, Świat Szkła 2/2005
- Typy szyb zespolonych. Cz. 1 , Wojciech Korzynow, Świat Szkła 1/2005
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
PN-EN 179:1999 "Okucia budowlane. Zamknięcia awaryjne do wyjść uruchamiane klamką lub płytką naciskową. Wymagania i metody badań"
PN-EN 179:1999/A1:2002 "Okucia budowlane. Zamknięcia awaryjne do wyjść uruchamiane klamką lub płytką naciskową. Wymagania i metody badań" (Zmiana Al)
PN-EN 1125:1999 "Okucia budowlane. Zamknięcia przeciwpaniczne do wyjść uruchamiane prętem poziomym. Wymagania i metody badań"
PN-EN 112S:1999/A1:2002 "Okucia budowlane. Zamknięcia przeciwpaniczne do wyjść uruchamiane prętem poziomym. Wymagania i metody badań" (Zmiana Al)
PN-EN 1154:1999 "Okucia budowlane. Zamykacze drzwiowe z regulacją przebiegu zamykania. Wymagania i metody badań"
PN-EN 1154:1999/A1:2004 "Okucia budowlane. Zamykacze drzwiowe z regulacją przebiegu zamykania. Wymagania i metody badań" (Zmiana Al)
PN-EN 1155:1999 "Okucia budowlane. Przytrzymywacze elektryczne otwarcia drzwi rozwieranych i wahadłowych. Wymagania i metody badań"
PN-EN 1155:1999/A1:2004 "Okucia budowlane. Przytrzymywacze elektryczne otwarcia drzwi rozwieranych i wahadłowych. Wymagania i metody badań" (Zmiana Al)
PN-EN 1158:1999 "Okucia budowlane. Regulatory kolejności zamykania skrzydeł drzwiowych. Wymagania i metody badań"
PN-EN 1158:1999/A1:2004 "Okucia budowlane. Regulatory kolejności zamykania skrzydeł drzwiowych. Wymagania i metody badań" (Zmiana Al)
PN-EN 1303:2005 (U) "Okucia budowlane. Wkładki bębenkowe do zamków. Wymagania i metody badań"
PN-EN 1527:2000 "Okucia budowlane. Okucia do drzwi przesuwnych i drzwi składanych. Wymagania i metody badań"
PN-EN 1670:2000 "Okucia budowlane. Odporność na korozję. Wymagania i metody badań"
PN-EN 1906:2003 "Okucia budowlane. Klamki i gałki drzwiowe wraz z tarczami. Wymagania i metody badań"
PN-EN 1935:2003 "Okucia budowlane. Zawiasy jednoosiowe. Wymagania i metody badań"
PN-EN 1935:2003/AC:2005 "Okucia budowlane. Zawiasy jednoosiowe. Wymagania i metody badań"
PN-EN 12051:2002 "Okucia budowlane. Zasuwy drzwiowe i okienne. Wymagania i metody badań"
PN-EN 12209:2005 "Okucia budowlane. Zamki. Zamki mechaniczne wraz z zaczepami. Wymagania i metody badań"
PN-EN 12320:2002 "Okucia budowlane. Kłódki wraz z osprzętem. Wymagania i metody badań"
PN-EN 12365-1:2004 (U) "Okucia budowlane. Uszczelki i taśmy uszczelniające do drzwi, okien, żaluzji i ścian osłonowych. Część 1: Wymagania eksploatacyjne i klasyfikacja"
PN-EN 12365-2:2004 (U) "Okucia budowlane. Uszczelki i taśmy uszczelniające do drzwi, okien, żaluzji i ścian osłonowych. Część 2: Liniowa siła zamykająca. Metody badań"
PN-EN 12365-3:2004 (U) "Okucia budowlane. Uszczelki i taśmy uszczelniające do drzwi, okien, żaluzji i ścian osłonowych. Część 3: Oznaczenie powrotu poodkształceniowego. Metoda badania"
PN-EN 12365-4:2004 (U) "Okucia budowlane. Uszczelki i taśmy uszczelniające do drzwi, okien, żaluzji i ścian osłonowych. Część 4: Oznaczenie odkształcenia trwałego po starzeniu. Metoda badania"
PN-75/B-9400O "Okucia budowlane. Podział" ? PN-71/B-94012 "Okucia budowlane. Zakrętki i zasuwnice. Klucze bezpiórowe"
PN-84/B-94019 "Okucia budowlane. Klameczki z tarczami"
PN-B-94025-1:1996 "Okucia budowlane. Zakrętki. Określenia, podział i oznaczenie"
PN-B-94025-2:1997 "Okucia budowlane. Zakrętki. Ogólne wymagania i badania"
PN-B-94025-3:1997 "Okucia budowlane. Zakrętki. Zakrętki wpuszczane z orzechem"
PN-B-94025-4:1998 "Okucia budowlane. Zakrętki. Zakrętki wierzchnie z klameczką"
PN-B-94025-5:1996 "Okucia budowlane. Zakrętki. Zakrętki wpuszczane z klameczką"
PN-71/B-94040 "Okucia budowlane. Narożniki płaskie"
PN-91/B-94050.01 "Okucia budowlane. Zawiasy czopowe. Terminologia i podział"
PN-81/B-94058 "Okucia budowlane. Zawiasy wahadłowe"
PN-74/B-94070 "Okucia budowlane. Zamykacze drzwiowe sprężynowe. Określenia i podział"
PN-B-94090:1996 "Okucia budowlane. Kratka wentylacyjna drzwiowa z tworzywa sztucznego"
PN-B-94091:1997 "Okucia budowlane. Kratka wentylacyjna drzwiowa metalowa"
PN-69/B-94100 "Okucia budowlane. Zatrzaski wierzchnie zapadkowe. Wymagania i badania"
PN-83/B-94101 "Okucia budowlane. Złącza śrubowe wpuszczane"
PN-B-94109:1997 "Okucia budowlane. Listwy osłaniające szyby"
PN-72/B-94200 "Okucia budowlane. Zasuwnice. Określenia i podział"
PN-72/B-94201 "Okucia budowlane. Zasuwnice, Ogólne wymagania i badania"
PN-74/B-94211 "Okucia budowlane. Zasuwnice wierzchnie suwakowo-zakrętkowe czołowe"
PN-74/B-94212 "Okucia budowlane. Zasuwnice wpuszczane suwakowo-zakrętkowe czołowe"
PN-77/B-94213 "Okucia budowlane. Zasuwnice wierzchnie wrotowe suwakowe. Wymagania i badania"
PN-92/B-94398 "Okucia budowlane. Zamki. Funkcje"
PN-88/B-94399 "Okucia budowlane. Zamki wpuszczane. Terminologia, klasyfikacja i oznaczenia"
PN-92/B-94402 "Okucia budowlane. Zamki drzwiowe wpuszczane. Klasa O"
PN-93/B-94403 "Okucia budowlane. Zamki drzwiowe wpuszczane. Klasa T"
PN-91/B-94405 "Okucia budowlane. Zamki drzwiowe wpuszczane WC. Klasa O"
PN-92/B-94406 "Okucia budowlane. Zamki drzwiowe wpuszczane. Klasa A"
PN-B-94411:1996 "Okucia budowlane. Wymiary części chwytowych klamek"
PN-93/B-94412 "Okucia budowlane. Uchwyty gałkowe drzwiowe z tarczami. Klasa A"
PN-91/B-94413 "Okucia budowlane. Tarcze drzwiowe. Klasa O"
PN-91/B-94414 "Okucia budowlane. Tarcze drzwiowe. Klasa A"
PN-93/B-94415 "Okucia budowlane. Tarcze drzwiowe WC. Klasa O"
PN-B-94416:1994 "Okucia budowlane. Tarcze drzwiowe. Klasa T"
PN-B-94417:1994 "Okucia budowlane. Tarcze drzwiowe. Klasa C"
PN-B-94419:1996 "Okucia budowlane. Tarcze drzwiowe. Klasa B"
PN-B-94420:1997 "Okucia budowlane. Tarcze drzwiowe WC. Klasa B"
PN-B-94421:1996 "Okucia budowlane. Wymiary części chwytowych gałek obrotowych"
PN-B-94422:1996 "Okucia budowlane. Kwadratowe trzpienie i otwory. Wymiary przekrojów poprzecznych, tolerancje i pasowania"
PN-B-94423:1998 "Okucia budowlane. Klamki, klameczki, gałki, uchwyty i tarcze. Tulejki łożyskowe, podkładki i nakrętki kołpakowe"
PN-B-94430:1997 "Okucia budowlane. Klamki, gałki, uchwyty i tarcze. Zestawy"
PN-88/B-94440 "Okucia budowlane. Klucze okrągłe do zamków"
PN-73/B-94441 "Okucia budowlane i meblowe. Klucze płaskie zamknięć bębenkowych"
PN-79/B-944S0.01 "Okucia budowlane. Zamki wierzchnie bębenkowe. Określenia i podział"
PN-74/B-94461.01 "Okucia budowlane. Wkładki bębenkowe profilowe. Określenia i podział"
PN-83/B-94461.03 "Okucia budowlane. Wkładki bębenkowe profilowe. Wkładki jednostronne"
PN-84/B-94461.04 "Okucia budowlane. Wkładki bębenkowe profilowe. Wkładki dwustronne"
PN-75/B-94461.05 "Okucia budowlane. Wkładki bębenkowe profilowe. Wkładki dwustronne z gałką"
PN-B-94461-6:1994 "Okucia budowlane. Wkładki bębenkowe profilowe. Wytyczne stosowania"
PN-78/B-94461.07 "Okucia budowlane. Wkładki bębenkowe profilowe. Układy centralnego otwierania"
Opracowała: Irena Jesmanowicz
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Liberalne przepisy budowlane wspierają trend, aby budować coraz taniej kosztem bezpieczeństwa. Jednak gdy w wyniku pożaru powstanie szkoda, szuka się winnych. Jeżeli ochrona przeciwpożarowa okaże się niewystarczająca ze względu na wadliwy projekt lub wady w wykonaniu, inwestorzy i projektanci mogą być pociągnięci do odpowiedzialności.
 |
| Fot. 1. Powstające mocne zadymienie i wzrost temperatury spowodowane brakiem urządzeń odprowadzających dym i ciepło utrudniały bezpośrednią wewnętrzną akcję zwalczania ogniska pożaru |
W Niemczech ochronie przeciwpożarowej przypisuje się wystarczająco dużą rangę. Wiele ustaw, zarządzeń i norm reguluje podejmowanie stosownych działań budowlanych i technicznych. W wytycznych dotyczących budownictwa przemysłowego określa się np., jakie pomieszczenia w jakich okolicznościach muszą być wyposażone w urządzenia odprowadzające dym. Dokładne dane dotyczące pomiaru i zabudowy urządzeń odprowadzających dym zgodnie z ogólnie uznanymi zasadami technicznymi zawiera norma DIN 18232. Jednak w budownictwie przemysłowym i specjalnym można zaobserwować pewien trend, który grozi podważeniem istniejących, sprawdzonych standardów bezpieczeństwa. Inwestorzy oraz wykonawcy coraz bardziej oszczędzają na zapobiegawczej ochronie przeciwpożarowej, aby rzekomo budować możliwie tanio. Doświadczenia Matthiasa Könne z urzędu nadzoru budowlanego w Dusseldorfie wykazują, że rosnące potrzeby redukcji kosztów i skrócenia czasu budowy prowadzą m.in. do tego, że prace budowlane w zakresie budowlanej ochrony przeciwpożarowej coraz częściej prowadzone są niewłaściwie.
Ustawodawca popiera ten trend poprzez liberalizację prawa budowlanego. Postępowania w sprawie wydawania zezwoleń np. są upraszczane w celu podniesienia konkurencyjności i redukcji kosztów. Tak więc w większości krajów związkowych zgodnie z nowym prawem budowlanym często nie istnieje żadna przyjęta metoda kontroli, według której urzędy nadzoru budowlanego sprawdzałyby projekty ochrony przeciwpożarowej w przypadkach indywidualnych projektów budowlanych. Tym samym zanika nie tylko poczucie powszechnej odpowiedzialności, jak również projektanci nie mają żadnych wskazówek, czy projektowane urządzenia ochrony przeciwpożarowej spełniają wymagania przepisów prawnych.
Duża swoboda działania dla projektantów
Ponadto przepisy prawa budowlanego wyraźnie przewidują możliwość odstępstwa od obowiązujących zarządzeń, norm i przyjętych zasad technicznych. Projekt musi tylko zgodnie z przepisami budowlanymi gwarantować, że spełnia ogólne wymagania dotyczące odparcia zagrożeń w zakresie bezpieczeństwa i porządku publicznego. Zgodnie z nimi należy budować i użytkować takie budynki, w których nie dojdzie w miarę możliwości do powstania pożaru a ludzie wskutek niego nie ucierpią. Tak więc przy tworzeniu projektów ochrony przeciwpożarowej projektant ma dużą swobodę działania. Może on sięgnąć po sprawdzone rozwiązania zgodne z normą lub też zaproponować niekonwencjonalne rozwiązania jednostkowe.
Rozwiązania jednostkowe są tańsze ze względu na ograniczenie do niezbędnego minimum ochrony przeciwpożarowej w zakresie wykonania budowlanego oraz zastosowanie urządzeń technicznych, różnice w kosztach ogólnych mogą wynosić ponad 100%. Nic więc dziwnego, że inwestorzy budowlani wskutek zagrożenia rosnącą konkurencją zwracają się do rzeczoznawców z zakresu ochrony przeciwpożarowej, którzy proponują rozwiązania minimalne, przyczyniające się do minimalizacji kosztów.
Skutki: Prawo budowlane ulega erozji, gdyż coraz częściej realizowane są nie zalecane w rozporządzeniach i normach środki ochrony przeciwpożarowej, lecz rzekomo korzystniejsze ekonomicznie rozwiązania indywidualne.
Problem: Fakt, czy projekt ochrony przeciwpożarowej różniący się od sprawdzonych rozwiązań spełnia założenia zabezpieczenia przeciwpożarowego, można sprawdzić dopiero w przypadku wybuchu pożaru. Rozwiązania zalecane przez normę są natomiast poniekąd już sprawdzone.
Odpowiedzialność spoczywa na projektancie
Obecnie tańsza ochrona przeciwpożarowa niekoniecznie oznacza równocześnie gorszą ochronę przeciwpożarową. W przypadku pożaru liczy się jedynie to, czy projekt ochrony przeciwpożarowej okaże się projektem zabezpieczającym przed ogniem a zamontowane zgodnie z nim urządzenia budowlane i techniczne ochrony przeciwpożarowej okażą się skuteczne. Jeżeli natomiast dojdzie do powstania szkód materialnych względnie osobowych, często droga sądowa jest nieunikniona. Doświadczenia pani doktor Juliany Hild, prawniczki z kancelarii specjalizującej się w sprawach o odpowiedzialność, wskazują, że z reguły przyczyny pożaru można wyjaśnić w postępowaniu sądowym tylko w oparciu o opinię rzeczoznawcy. Jeśli wynika z niej, że projekt ochrony przeciwpożarowej lub jego realizacja budowlana nie były wystarczające, projektanci, kierownicy budów względnie wykonawcy mogą być obciążeni odpowiedzialnością za powstałe szkody.
Dla przykładu projektant projektu ochrony przeciwpożarowej musi uwzględnić przewidziane w dyrektywie budowlanej oraz w normie DIN 18232-3 (Budowlana ochrona przeciwpożarowa w budownictwie przemysłowym: urządzenia do odprowadzania dymu i ciepła) minimalne wymagania dotyczące utrzymania zadymienia i ciepła za pomocą naturalnych wyciągów dymowych, takie jak wysokość strefy bezdymnej czy aerodynamicznie czynne powierzchnie odprowadzające dym. Jeśli tego nie uczyni, domniemanie wg. dr Hilf przede wszystkim przemawia za tym, że nie zastosował się ani do przepisów nadzoru budowlanego, ani też do ogólnie przyjętych zasad technicznych dotyczących ochrony przeciwpożarowej. Ciężar dowodu, że wszystko zostało zrobione, aby spełnić ogólne wymagania dotyczące odparcia zagrożeń w zakresie bezpieczeństwa i porządku publicznego zgodnie z normami budowlanymi i odpowiednimi przepisami budowlanymi, leży po stronie projektanta. Może on dostarczyć dowodu w postaci udokumentowanego projektu ochrony przeciwpożarowej przedłożonego architektowi lub inwestorowi, względnie opinii rzeczoznawcy w zakresie ochrony przeciwpożarowej. Jeśli nie jest w stanie tego zrobić, musi liczyć się z konsekwencjami prawnymi: w zakresie prawa cywilnego z roszczeniem gwarancyjnym zleceniodawcy, w zakresie prawa karnego z oskarżeniem z tytułu popełnienia przestępstwa, jak np. zagrożenie budowlane i ewentualnie nawet nieumyślne uszkodzenie ciała czy nieumyślne zabójstwo. To samo dotyczy kierowników budów czy wykonawców, jeżeli podczas realizacji projektu ochrony przeciwpożarowej nie przestrzegali odpowiednich przepisów budowlanych i przyczyna pożaru leży np. po stronie wad budowlanych. Oszczędności w ochronie przeciwpożarowej czy też wady w realizacji mogą również i dla zaangażowanych przedsiębiorstw okazać się kosztowne.
Jak mówi Andreas Pflugradt, kierownik działu ochrony przeciwpożarowej w towarzystwie ubezpieczającym obiekty przemysłowe, przerwy w produkcji wskutek szkód urządzeń produkcyjnych spowodowanych przez pożar prowadzą nie tylko do problemów z dostawami i utraty klientów, ale w przypadkach skrajnych również do nadmiernego zadłużenia i niewypłacalności mimo ubezpieczenia od ognia i przerwy w produkcji. Analiza statystyczna zgłoszeń szkód wyrządzonych przez pożar wykonana na zlecenie Zrzeszenia Branżowego FVLR wykazuje, że ponad 1/3 wszystkich pożarów przemysłowych prowadzi do szkód o wartości ponad 500 000 €. Badania długoterminowe przedsiębiorstw w USA wykazują, że ponad 70% firm dotkniętych dużym pożarem najpóźniej w trzecim roku po pożarze znika z rynku. Ubezpieczyciele przemysłowi, wzywają swych klientów i kadry odpowiedzialne za bezpieczeństwo, aby za pomocą odpowiednich środków ochrony przeciwpożarowej zmniejszać zarówno prawdopodobieństwo wystąpienia pożaru, jak i jego ewentualne skutki i zmniejszać ryzyko do granic możliwych do poniesienia zarówno dla przedsiębiorstwa jak i dla ubezpieczyciela.
 |
| Fot. 2. Ekonomiczne i efektywne rozwiązanie oddymiania: kopuły i pasma świetlne ze zintegrowanymi urządzeniami do odprowadzania dymu i ciepła (RWA) |
W przypadku generalnej odmowy przez firmę wprowadzenia odpowiednich do wielkości ryzyka środków bezpieczeństwa, jest wątpliwe, czy ryzyko w ogóle jest możliwe do ubezpieczenia. To, jakie środki muszą być podjęte – np. dodatkowe wyciągi dymowe czy instalacje tryskaczowe, względnie wzniesienie ściany przeciwpożarowej – wynika z indywidualnej zabudowy architektonicznej i sposobu jej użytkowania. Ubezpieczyciele wykonują analizy w zakresie rodzaju ryzyka, słabych punktów i utraty dochodów i mogą w ten sposób dobrze ocenić ryzyko, które ma być przedmiotem ubezpieczenia.
Ubezpieczyciel przemysłowy stwierdza na podstawie obserwacji, że nawet w przypadku dużych przedsięwzięć budowlanych nie sporządza się kompleksowych projektów ochrony przeciwpożarowej, lecz stosuje się rozwiązania ściśle określonych problemów. I tak dla przykładu w ramach projektowania budynku określana jest jego odporność na pożar, bez uwzględniania późniejszego celu przeznaczenia budynku.
Duże znaczenie ma jednak to, co i jak będzie produkowane w budynku, aby w przypadku pożaru można było zastosować odpowiednie środki ratownicze i gaśnicze. Z tego względu należy tworzyć kompleksowe projekty ochrony przeciwpożarowej, uwzględniające wszystkie aspekty produkcyjne i oprócz ochrony osób również uwzględniające odpowiednią ochronę rzeczy.
Thomas Fr. Hegger
Glaswelt 11/2005
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
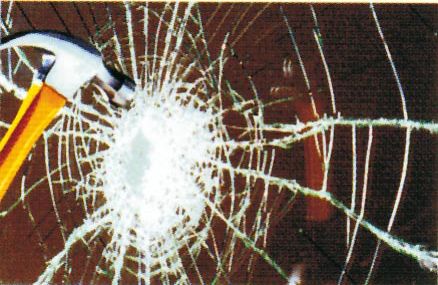
Termin "kuloodporność" dla wyrobów odpornych na przestrzał z broni palnej jest o tyle ważny, aby go nie używać w przypadku szyb odpornych na przebicie i rozbicie. Otóż jedną z metod badania szyb odpornych na przebicie i rozbicie jest wielokrotny zrzut kuli stalowej o średnicy 100 mm (4,11 kg) z odpowiedniej wysokości, zależnej od klasy szyby.
W praktyce szyby kuloodporne charakteryzują się znacznie większą wytrzymałością niż szyby odporne na przebicie i rozbicie.
Wyroby kuloodporne scharakteryzowane są w następujących normach:
PN-EN 1522 Okna, drzwi, żaluzje i zasłony. Kuloodporność. Wymagania i klasyfikacja,
PN-EN 1523 Okna, drzwi, żaluzje i zasłony. Kuloodporność. Metody badań,
PN-EN 1063 Szyby. Kuloodporność. Wymagania i klasyfikacja. Metody badań.
Powyższe normy mają zastosowanie przy ataku strzelaniem, z użyciem ręcznej broni palnej, w tym z karabinów i broni myśliwskiej, do okien, drzwi, żaluzji i zasłon, szyb, łącznie z ich ramami i wypełnieniami, użytkowane wewnątrz i na zewnątrz budynków. W celu dokonania klasyfikacji w zakresie kuloodporności żaluzje i zasłony powinny być badane oddzielnie, a nie łącznie z oknami i drzwiami.
Norma PN-EN 1522 dotyczy tylko postępowania w odniesieniu do ram okien, drzwi, żaluzji i zasłon, ich wypełnień i połączeń między wypełnieniami i ramami.
Norma PN-EN 1523 określa procedurę badawczą pozwalającą na klasyfikację kuloodporności okien, drzwi, żaluzji i zasłon (wraz z ich wypełnieniami).
Jeżeli okna i drzwi poddane są działaniu specyficznych warunków klimatycznych, muszą być one poddane specyficznym warunkom badań.
Norma PN-EN 1523 nie ma zastosowania do badań wypełnień ze szkła. W odniesieniu do badania wypełnień szklanych powołuje się PN-EN 1063. Nie podaje też żadnych informacji o zachowaniu się ramy poddanej innym typom naprężeń. Nie daje również informacji o kuloodporności połączeń między ramą a ścianą, lub innymi otaczającymi elementami.
Natomiast zaleca się aby wszystkie połączenia między ścianą a drzwiami, oknem, żaluzją lub zasłoną miały co najmniej taką samą kuloodporność jaką mają drzwi, okna, żaluzje lub zasłony.
W dokumentach normatywnych stosowane są następujące definicje:
| Perforacja | Przebijanie próbki przez pocisk lub fragmenty pocisku, i/lub utworzenie otworu od strony atakowanej do strony tylnej. Dla stwierdzenia perforacji rozważane są następujące przypadki: a) przechodzenie pocisku przez próbkę lub dowolną z jej części; b) pęknięcie tylnej powierzchni próbki wywołane pociskiem lub jego częścią, nawet w przypadku gdy pocisk został w sposób widoczny zatrzymany z tyłu próbki; c) utworzenie otworu przelotowego w próbce, nawet w przypadku gdy potem otwór zamknął się znowu. Jeżeli żadne z wymienionych kryteriów nie zostało stwierdzone, perforacja nie wystąpiła. |
| Próbka do badań | Próbka wyrobu przygotowana do badań |
| Powierzchnia atakowana |
Powierzchnia badanego okna, drzwi, żaluzji lub zasłony będąca powierzchnią ataku. Odpowiada ona tej powierzchni zainstalowanego wypełnienia, która jest przeznaczona do spełnienia tej samej funkcji. |
| Odległość między punktami celowania |
Odległość między środkami dwóch punktów na powierzchni próbki będących punktami ataku. |
| Prędkość pocisku | Prędkość pocisku mierzona w odległości 2,5 m od atakowanej powierzchni próbki, od jej czoła. |
| Odległość strzelania | Odległość między wylotem lufy broni palnej i atakowaną powierzchnią próbki. |
| Folia kontrolna | Arkusz folii umieszczonej za próbką w celu wykrycia odłamków wyrzucanych z tylnej strony próbki po uderzeniu pocisku i kreślenia ryzyka zranienia tymi odłamkami . |
| Skrzynka do gromadzenia odłamków |
Pojemnik do zbierania odłamków wyrzucanych z tylnej powierzchni próbki oraz fragmentów pocisków przechodzących przez próbkę, umieszczony pomiędzy próbką i folią kontrolną |
| Obecność lub nieobecność odłamków |
Obecność odłamków, określana jako „S”, stwierdzana jest w przypadku, gdy nie występuje perforacja próbki przez pocisk lub dowolną z jego części, lecz występuje perforacja folii kontrolnej spowodowana odłamkami, które zostały wyrzucane z tylnej powierzchni próbki. Nieobecność odłamków, określana jako „NS”, stwierdzana jest we wszystkich przypadkach, gdy nie występuje perforacja folii kontrolnej. |
| Dokumentacja | Obowiązkowy komplet dokumentów, który ma być dostarczany do laboratorium wraz z próbką do badań. |
Klasyfikacja wyrobów kuloodpornych
Klasyfikacja wyrobów kuloodpornych jest formą umowną i odnosi się do wybranych rodzajów broni oraz amunicji do niej stosowanej.
Pierwsza klasyfikacja wyrobów kuloodpornych opracowana została w 1993 r. i ujęta została w Wymaganiach Technicznych opracowanych przez Instytut Mechaniki Precyzyjnej, Instytut Techniki Budowlanej oraz Instytut Szkła i Ceramiki Oddział w Krakowie przy udziale Komendy Głównej Policji. Klasyfikacja ta odnosiła się wyłącznie do broni występującej na rynku polskim, z zastosowaniem amunicji posiadajacej właściwe cechy (tam gdzie występowały) odpowiedniej przebijalności, np. pociski z rdzeniem stalowym. Klasyfikację przedstawiono w tabeli 1.
| Tabela 1 |
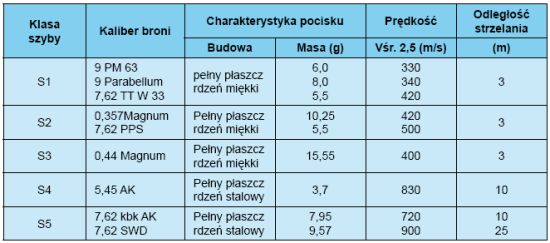 |
Klasyfikacja ta miała zastosowanie w przypadku szyb, natomiast z czasem zastosowano ją do innych wyrobów, a przede wszystkim do okien i drzwi. Szyby ponadto podzielono na dwie grupy: bezodpryskowe i odpryskowe.
Podział ten związany jest z występowaniem, bądź nie, odprysków po strzale z drugiej strony szyby. Podział ten jest bardzo istotny ze względu na zastosowanie. Wiadomo, że szyby bezodpryskowe są znacznie droższe od odpryskowych i w przypadkach kiedy odpryski nie mają znaczenia, nieuzasadnione ekonomicznie jest stosowanie szyb bezodpryskoowych.
Symbolika użyta dla klasyfikacji wynika ze słowa „strzał” i dlatego zastosowano literę „S”. Szyby bezodpryskowe dodatkowo znaczone są Literą „B” a odpryskowe literą „O”. Przykładowo szyby np. w klasie „3” są oznaczone „S3B” lub S3O”. W przypadkach kiedy w oznaczeniu brak jest litery „B” lub „O” mamy do czynienia z przegrodą inną niż szyba.
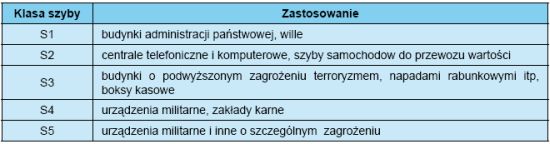
Obecnie powyższa klasyfikacja ma znaczenie historyczne ale w rzeczywistości wiele jest obiektów, które wyposażone są w wyroby sklasyfikowane według tej klasyfikacji i dlatego długo będziemy mieli z nią do czynienia. Przykładowe zastosowanie wyrobów klasyfikowanych według powyższej klasyfikacji przedstawia tabela 2.
| Tabela 2 |
 |
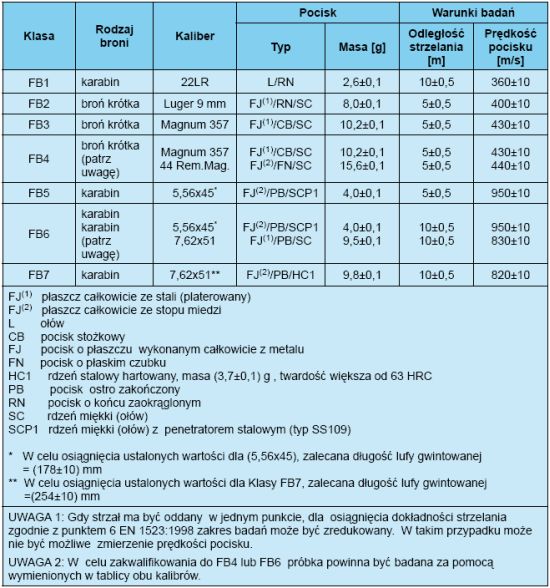
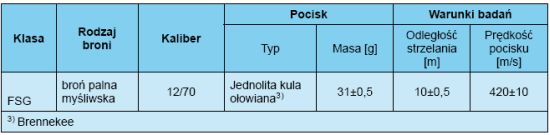
Obecnie wyroby klasyfikuje się w oparciu o wymagania zawarte w normie PN-EN 1522 dla okien, drzwi, żaluzje i zasłon oraz w normi PN-EN 1063 dla szyb. Klasyfikacje te zawarte są w tabelach obok.
Klasy FB1 do FB7 z tabeli 3 lub klasy BR1 do BR7 z tabeli 5 podane są w kolejności wzrastającej odporności na perforację.
Klasa FB1 lub BR1 oznacza najniższą kuloodporność, a klasa FB7 lub BR7 – najwyższą kuloodporność, np.: FB4 lub BR4 spełnia jednocześnie wymagania FB3, FB2, FB1 lub BR3, BR2, BR1 i tam gdzie jest to konieczne, dla potwierdzenia tego, jednostka przeprowadzająca badania przeprowadza dodatkowe badania w zakresie klas niższych.
Próbki, które nie spełniają wymagań Klasy FB1 lub BR1 nie mogą być określane jako kuloodporne.
Wyniki badań powinny być klasyfikowane przez dodanie przyrostka „S” lub „NS” w zależności od tego, czy występują lub czy nie występują odpryski.
PRZYKŁAD: FB1(S) lub BR1(S), FB1(NS) lub BR1(NS), itd.
Wszelkie wypełnienia szklane w wyrobach powinny być wykonane ze szkła kuloodpornego przyporządkowanego odpowiedniej klasie PN-EN 1063 zgodnie z tabelami 5 i 6. Wyroby mogą zawierać szkło odpowiedniej lub wyższej klasy, musi to być uwzględnione w składanej deklaracji.
Po przeprowadzeniu badań zgodnie z PN-EN 1523 skrzydła drzwiowe i/lub jakiekolwiek otwieralne skrzydła okienne, żaluzje i zasłony powinny pozostać w położeniu zamkniętym, niezależnie od tego, czy mechanizmy otwierające są jeszcze zdolne do działania i nie powinno być możliwe uzyskanie dostępu od strony atakowanej do żadnego elementu tego mechanizmu, pozostającego w stanie zdolności do funkcjonowania. Podczas badań nie jest wymagane zachowanie innych właściwości, takich jak przepuszczalność powietrza, wodoszczelność, odporność na napór wiatru i inne.
Odporność na perforację przy strzelaniu z broni z zastosowaniem amunicji wymienionej w tabelach 3, 4, 5 i 6 powinna być klasyfikowana z uwzględnieniem występowania lub nie występowania odprysków.
W celu uzyskania danej klasy kuloodporności, próbka podczas badań zgodnie z PN-EN 1523 lub PN-EN 1063, przy użyciu amunicji właściwej dla tej klasy jaką podano w tabelach 3, 4, 5 i 6 nie powinna wykazywać żadnej perforacji.
W celu uzyskania klas FB4 (BR4) lub FB6 (BR6) próbki powinny być badane przy użyciu amunicji obu wskazanych kalibrów.
W tabelach 3, 4, 5 i 6 przedstawiona jest najbardziej powszechnie używana amunicja dostępna na rynku europejskim.
| Tabela 3. Klasyfikacja i wymagania dla badań z użyciem z broni palnej krótkiej i karabinowej wg PN-EN 1522 |
 |
| Tabela 4. Klasyfikacja i wymagania przy badaniu z użyciem broni myśliwskiej wg PN-EN 1522 |
 |
| Tabela 5. Klasyfikacja i wymagania dla badań z użyciem z broni palnej krótkiej i karabinowej wg PN-EN 1063 |
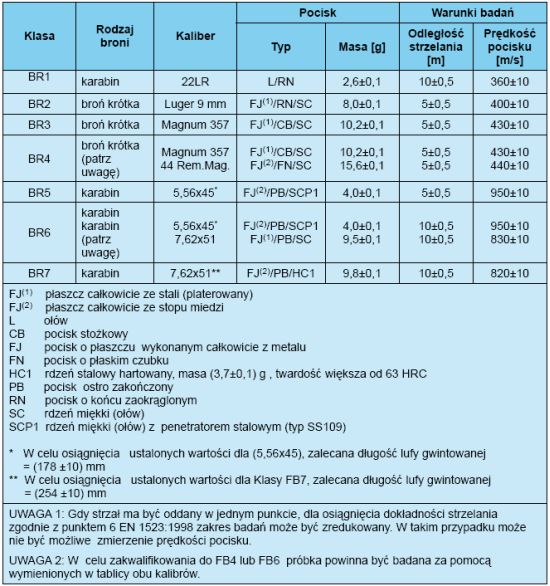 |
| Tabela 6. Klasyfikacja i wymagania przy badaniu z użyciem broni myśliwskiej wg PN-EN 1063 |
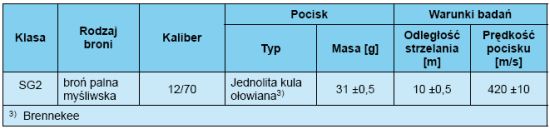 |
Z tego względu do badań zostały stworzone podstawy klasyfikacji kuloodporności a w normie europejskiej zostały wybrane typy i kalibry amunicji.
Poszczególne kraje mogą być zagrożone użyciem amunicji innych typów i kalibrów i z tego względu mogą wymagać przeprowadzenia badań inną amunicją niż podaną w powyższych tabelach, np. tabela 1.
W tabeli 8 zestawiono niektóre typy i kalibry takiej amunicji wraz z kryteriami interpretowania wyników badań.
| Tabela 7. Klasy szyb stosowane w wyrobach |
 |
| Tabela 8. Klasyfikacja i wymagania kuloodporności – przy strzelaniu z broni palnej krótkiej i karabinowej |
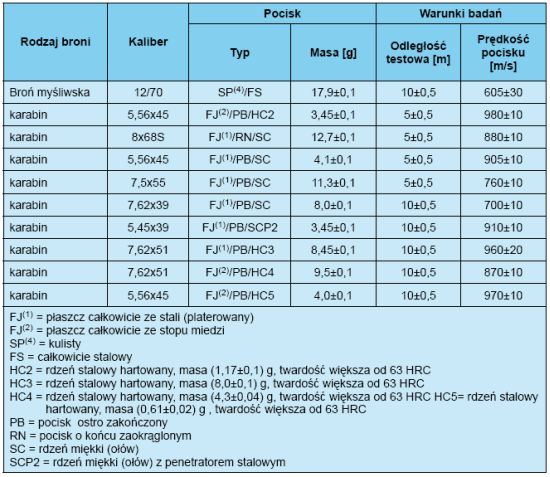 |
Każde z badań powinno być przeprowadzone zgodnie z PN-EN 1523 lub PN-EN 1063, lecz nie jest dozwolona klasyfikacja według norm europejskich.
Zaleca się, aby porównywać wyniki takich badań z klasami odporności od FB1 (BR1) do FB7 (BR7) i FSG (SG2).
Wojciech Dąbrowski
Instytut Mechaniki Precyzyjnej
Ciąg dalszy artykułu w następnym numerze
artykuły tego autora:
- Szyby zespolone w zastosowaniach specjalnych , Wojciech Dąbrowski, Świat Szkła 2/2008
- Okna, drzwi, żaluzje, zasłony i inne zamknięcia kuloodporne, Część 2 , Wojciech Dąbrowski, Świat Szkła 3/2006
- Okna, drzwi, żaluzje, zasłony i inne zamknięcia kuloodporne, Część 1 , Wojciech Dąbrowski, Świat Szkła 2/2006
patrz też:
- Okna i drzwi o podwyższonej odporności na włamanie w świetle norm europejskich , Jan Matraś, Świat Szkła 3/2006
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Współczesny projekt architektoniczny kładzie większy nacisk na oświetlenie pomieszczeń światłem dziennym i nowoczesne kształty dużych struktur szkła. Jest kilka kluczowych firm, które najbardziej wpływają na ten rozwój i pociągają za sobą innych, dzięki czemu zwiększa się dostępność bezpiecznego szkła stosowanego w architekturze. Inwestorzy budowlani pragną tworzyć warunki optymalne dla użytkowników budynków przez wykorzystanie wszystkich zalet jakie dają oświetlenie światłem dziennym i nowe produkty ze szkła. Architekci pragną tworzyć jeszcze bardziej unikalne fasady, mające ekscytujące kształty i możliwe do zaakceptowania koszty.
Użytkownicy budynków zauważyli pozytywne efekty wynikające z naturalnego światła, kontroli energii i przeźroczystości (lepszy kontakt z innymi ludźmi i otoczeniem) zarówno dla komfortu pracowników, jak również dla ich zwiększonej wydajności pracy.
 |
 |
| Różnica w wyglądzie fasady giętej i podzielonej na odcinki jest szczególnie widoczna przy szkle refleksyjnym |
Duże wymiary elementów szklanych stosowane w architekturze stawiają wysokie wymagania w całym łańcuchu produkcji, transportu i montażu. Rozmiar i powłoki uszlachetniające same w sobie wymagają zaawansowanych technik przetwarzania dla zapewnienia wysokiej jakości i odpowiedniej wydajności linii produkcyjnej. Wysokie koszty obróbki związane z dużymi wymiarami pozostawiają mały margines błędu dla wadliwej produkcji. Widoczna ze wszystkich stron fasada, w której zaprojektowano połączenie zakrzywionych kształtów i płaskich powierzchni, wymaga nowych rozwiązań dla wykonania unikalnych struktur. Na szczęście są obecnie dostępne technologie i linie produkcyjne, zdolne do wykonania skomplikowanych elementów szklanych. Fakt, że technologia potrzebna do transportu i gięcia szkła o dużych rozmiarach i z nowoczesnymi powłokami funkcyjnymi jest dostępna i wypróbowana na rynku wywołał nowe zwiększone wymagania wobec firm zajmujących się obróbką szkła, które musiały spełnić.
Wyzwania w hartowaniu szkła
Kluczowe wyzwania dla prawidłowego wygięcia i hartowania elementów szklanych zwykle wynikają z ich różnorodnych rozmiarów, grubości i promieni gięcia, a także różnych typów stosowanego szkła (z powłokami lub bez). Nowe technologie gięcia i hartowania bez użycia form spowodowało, że stosowanie szkła z zakrzywionymi kształtami weszło na wyższy poziom, na którym prawie wszystko jest możliwe. Wygięte różnorodnie kształty nie są jedyną odpowiedzią na zapotrzebowanie dla unikalnej architektury szkła, gdyż techniczne ograniczenia, wcześniej narzucone przez przemysłową seryjną produkcję, zostały zniesione przez nową technologię i nowe rozwiązania techniczne urządzeń.
Dążenie do delikatnego wyglądu
Użycie wielkich paneli szklanych, które jest przyjętym powszechnie trendem, pozwala zapewnić dostarczenie optymalnej ilości światła dziennego do wnętrza budynku. Obecna technologia hartowania szkła płaskiego umożliwia otrzymanie hartowanego szkła w rozmiarach "jumbo" czyli arkusze 3x7 m. Wielkie hartowane panele ze szkła faktycznie przeniosły projekty fasad budynków na nowych poziom.
Rosnąca popularność architektury z wykorzystaniem szkła spowodowała jednak falę krytyki przeciw wielopiętrowym szklanym blokom, które mogą czasami wydać się trochę przytłaczające.
Projektanci odpowiedzieli na te zarzuty przez tworzenie kombinacji zakrzywionych kształtów w fasadzie, a nawet w oknach, by osiągnąć bardziej przyjazny wygląd. Poprzednio jedynym sposobem by tworzyć zakrzywioną ścianę ze szkła było instalowanie płaskich płyt w podzielonej na odcinki krzywiźnie.
Ta metoda tworzyła rodzaj zakrzywionej fasady szkła – ale z narożnikami i bardzo widocznymi ramami. Z powodu specyfiki technologii produkcji szkła ma ono zawsze optyczne zniekształcenia: wady powstałe na linii produkcyjnej szkła float, odciski wałków, nierówną powierzchnia.
Jest to widoczne szczególnie przy odbitych na fasadzie obrazach obiektów sąsiadujących. Przez zastosowanie giętego szkła – nawet niewielkiej ilości – jest możliwe łatwe usunięcie niepożądanych zjawisk zniekształcania obrazów odbitych. Jeśli krzywizna jest mała w porównaniu do rozmiarów budynku możliwe jest zastosowanie płaskiej głównej konstrukcji, a więc żadne kosztowne zmiany nie są wymagane w głównym projekcie.
 |
| Obszar fasady o małej krzywiźnie – podzielona na odcinki, obszar o dużej krzywiźnie – zastosowanie szkła giętego |
Bez przymusu stosowania form
Wcześniejsze techniki gięcia i hartowania szkła wymagały używania szablonów i są nadal jeszcze użyteczne w pewnych rozwiązaniach. Ulepszona technologia zapewnia wydajny i charakteryzujący się niskimi kosztami proces gięcia i hartowania tafli szkła o dowolnej wielkości. Umiejętność gięcia i hartowania dużych tafli szkła, z wyeliminowaniem potrzeby posługiwania się szablonami daje w rezultacie tafle o pięknej krzywiźnie bez zniekształceń. Otrzymywane w ten sposób nowe kształty mogą być tworzone ze wszystkich typów szkła, takich jak Low-E (niskoemisyjne, miękkopowłokowe), stosowane w szybach zespolonych, szkle laminowanym składającym się z szyb hartowanych lub wzmacnianych termicznie. To zapewniło nowe możliwości dla konstruowania dużych, oszczędzających energię i prawdziwie zakrzywionych fasad. Architekci obecnie mają dostęp do dużej ilości możliwych rozwiązań kiedy projektują fasadę z giętym szkłem. Przykładowo szkło o różnej grubości, o różnym promieniu gięcia i z różnymi rozmiarami, daje całkiem odmienne rozwiązania.
Technologia gięcia i hartowania szkła daje możliwość wykonania tafli wygiętej w kształcie: „U”, „J”, „V” i „S” – są to podstawowe możliwości wykorzystywane na fasadach, oknach, drzwiach i szklanych sufitach.
 |
| Promień, krzywizna i rozmiary tafli szkła są wzajemnie zależne |
Wyzwania nowej technologii
Odpowiedni sposób ogrzewania szkła i jego dokładna regulacja jest kluczem do prawidłowego przebiegu procesu hartowania szkła. Nierównomierne podgrzewanie szkła może być spowodowane wieloma przyczynami – wynikającymi głównie z powodu nieodpowiedniej (niewystarczającej) kontroli systemu grzewczego, złym ustawieniem parametrów oraz innych błędów technicznych. Zrównoważony i kontrolowany proces ogrzewania jest podstawą do przetwarzania, popularnych obecnie, rodzajów szkła pokrytych powłokami. Kiedy pojawiają się różnice temperatury w czasie nagrzewania szkła, powstają obszary gdzie szkło osiągnęło zbyt niską temperaturę, co powoduje ryzyko pęknięcia podczas fazy schładzania. Przegrzanie może nie mieć złego wpływu na szkło, ale właściwości optyczne i zgodność kształtu zostaną utracone. W procesie gięcia i hartowania szkła, ważna jest subtelna i precyzyjna kontrola parametrów gięcia podczas podgrzewania i schładzania szkła.
Natychmiast po wyjściu z pieca szkło zaczyna stygnąć. Jedynym sposobem zrównoważenia tego procesu jest jego podgrzewanie. Ta faza jest potencjalnie okresem, gdzie mogą powstać optyczne zniekształcenia i gdzie właściwie postępując można ich uniknąć. Gięcie musi być wykonane bardzo szybko i dokładnie, by zacząć schładzanie przed spadkiem temperatury poniżej krytycznej wartości potrzebnej do zahartowania szkła.
Błędy popełnione w tym procesie są później bardzo widoczne. Kombinacja podgrzewania przez promieniowanie i konwekcję jest wykorzystywana we współczesnych piecach do gięcia i hartowania szkła. Z powodu różnych rodzajów szkła, które będą znajdowały się w piecu (na przykład szkło z powłokami, tafle o różnych wymiarach i kształtach), system ogrzewania musi zapewnić sterowanie temperaturą w piecu nie tylko w kierunku poprzecznym ale również podłużnym. Aby wyeliminować możliwe błędy „ludzkiej” obsługi pieca wprowadzono automatyczne czujniki temperatury, powiązane z głównym układem sterowania temperaturą w piecu, aby zapewnić równomierne jej rozłożenie w piecu.
Gdy szkło jest odpowiednio ogrzane, następuje gięcie szkła i wytworzenie odpowiedniej krzywizny, po czym następuje proces szybkiego schładzania szkła. Dokładność kontroli urządzeń gra główną rolę w zapewnianiu wymaganych własności i powtarzalności kształtów kolejnych wyrobów, która jest szczególnie ważna w wypadku szkła laminowanego, złożonego m.in. z ułożonych warstwowo tafli szkła.
Laminowanie szkła giętego i wzmacnianego termicznie
Niektóre zastosowania giętego szkła wymagają dodatkowego zapewnienia im ochrony przed atakiem, czy redukcji poziomu hałasu – wtedy zachodzi potrzeba użycia szkła laminowanego. W tym przypadku stosuje się szkło laminowane, złożone z warstw giętych tafli szkła, połączonych przekładkami, np. z folii PVB.
Piece do gięcia i hartowania szkła przy zastosowaniu innej procedury sterowania ogrzewaniem i chłodzeniem pozwalają na produkcję szkła wzmocnionego termicznie. Szkło to ma dwukrotnie większą wytrzymałość od szkła zwykłego (odprężonego), ale sposób pękania jest podobny do szkła zwykłego i szkło po pęknięciu pozostaje w ramie (a nie rozpada się na drobne kawałki jak szkło hartowane).
Koncepcja gięcia szkła bez użycia form
Brak elastycznej i taniej technologii było głównym problemem w przetwarzaniu giętych i hartowanych paneli ze szkła większych rozmiarów, np. formatu „jumbo”. Gięcie i hartowanie było uważane za kosztowny i skomplikowany proces, wymagający stosowania drogich form i specjalistycznego oprzyrządowania. Wysokie koszty uzyskiwania mniejszych formatów wzrastały jeszcze bardziej przy przetwarzaniu szkła architektonicznego dużych rozmiarów.
Nowa technologia jest bezpośrednią odpowiedzią na tę sytuację. Największe obecnie przemysłowe linie hartownicze pozwalają również na wydajną produkcję paneli szklanych o niezwykłych, zakrzywionych kształtach, do stosowania na fasadach, o maksymalnych wymiarach szkła 2400x4200 mm i z minimalnym promieniem gięcia 1500 mm. Urządzenia takie wyposażone są w trzy różne sekcje do gięcia szkła i jedną do otrzymywania płaskiego szkła hartowanego.

Nowe możliwości projektowe
Koncepcja „zero narzędzi” oznacza, że oprócz elementów stanowiących wyposażenie pieca do hartowania i gięcia nie są potrzebne żadne dodatkowe formy i narzędzia. Szkło o różnych kształtach, wymiarach i grubościach może być przetworzone na wydajnych liniach produkcyjnych z minimalnymi czasami międzyoperacyjnymi. To jest cecha, która umożliwia łatwe przetwarzanie różnych tafli szkła z umiarkowanymi kosztami.
W praktyce, czas zmiany międzyoperacyjnej może być obniżony do kilku minut i jest związany z czasem, jaki zabierze operatorowi wpisanie nowego programu gięcia do pamięci komputera. Dostępność wszechstronnych systemów gięcia i hartowania szkła otwiera nowe horyzonty dla konstruowania ciekawych budynków i oferuje projektantom wolną rękę w stosowaniu giętych i hartowanych wyrobów szklanych w przystępnej cenie, bez ograniczania wizualnych efektów fasady budynku.
Firmy przetwarzające szkło, szczególnie w Europie i na Bliskim Wschodzie, szybko zaadoptowały tę nową technologię i zaoferowały wykonywanie nowych produktów.
Mauri Saksala
Tamglass
Artykuł pochodzi z materiałów konferencji
Glass Processsing Days 2005
Następne spotkania
GLASS PROCESSING DAYS 2006, Chiny, Pekin, 23-24 kwiecień 2006
GLASS PROCESSING DAYS 2007, Finlandia, Tempere, 15-18 czerwiec 2007
www.glassfiles.com
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Szkło budowlane kojarzone jest przede wszystkim z płaskimi powierzchniami fasad, ścianek działowych, jak i elementów mebli. Ma ono również całkiem inne oblicze, w którym uzyskuje "trzeci wymiar". W procesie gięcia szkłu nadawana jest nowa jakość funkcjonalna i estetyczna.


Press-Glas oferuje szyby pojedyncze i zespolone, gięte cylindrycznie na bazie szkła float i szkła barwionego w masie na kolor niebieski, zielony, szary i brązowy. Aby zwiększyć atrakcyjność produktu i rozszerzyć możliwości zastosowania, szkło gięte może zostać pokryte sitodrukiem wg wzorów standardowych lub projektów indywidualnych.
Możliwości gięcia szkła oferowane przez Press-Glas przedstawia załączona tabela.
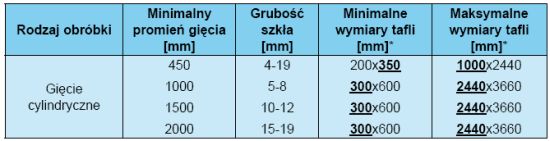
* Podane wymiary dotyczą szkła płaskiego przeznaczonego do gięcia.
Pogrubienie oraz podkreślenie wskazuje bok szkła, który może zostać poddany gięciu.
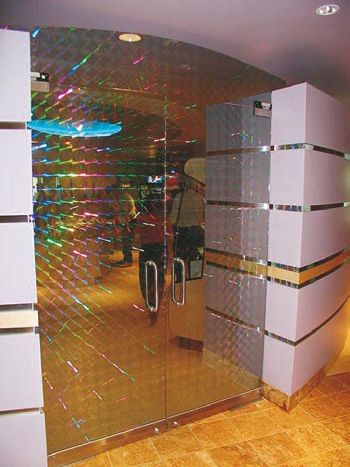
Szkło gięte oferowane przez Press-Glas znajduje zastosowanie w konstrukcjach budowlanych:
. szkleniu fasad budynków, witryn i świetlików,
. wypełnieniach balustrad i balkonów,
. wypełnieniach elementów bocznych schodów szklanych,
. systemach ścianek działowych ramowych i całoszklanych, wyposażeniu i wystroju wnętrz:
. elementach mebli,
. regałach szklanych,
. kabinach prysznicowych, urządzeniach wyposażenia gospodarstwa domowego:
. lodówkach i zamrażarkach itp.,
. regałach szklanych,
. elementach kuchenek i piekarników.
W celu uzyskania szczegółowych ofert handlowych zapraszamy do kontaktu z pracownikami działu sprzedaży w zakładach Press-Glas.
www.press-glas.com
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
 |
| Fot. 1. Widok naprężenia szczątkowego w niecce umywalki w postaci jasnego względnie ciemnego zacienienia widocznego przy oświetleniu |
 |
| Fot. 2. Widok przebiegu pęknięcia w niecce umywalki począwszy od otworu odpływowego |
 |
| Fot. 3. Widok otworu odpływowego z dołu wraz z miejscem powstania pęknięcia z nieuszkodzonym brzegiem otworu odpływowego |
W przypadku umywalki chodzi o kwadratową płytę szklaną o grubości 19 mm o wymiarach zewnętrznych 60x60 cm. W środku utworzono za pomocą metody gięcia termicznego nieckę o średnicy górnego brzegu 40 cm.
Niecka posiada w swoim najgłębszym miejscu centralnie położony wywiercony otwór o średnicy 4,5 cm, służący do zamontowania armatury odprowadzającej wodę. Na górnej krawędzi otwór ten posiada fazę o kącie nachylenia 45o, której zewnętrzna średnica wynosi 7 cm. Dolna krawędź otworu jest lekko sfazowana.
Patrząc z góry, od prawej krawędzi otworu biegnie rysa, która prowadzi do góry aż pod krawędź wygięcia a następnie biegnie w prawo, wokół krawędzi wygięcia. U źródła pęknięcia na krawędzi otworu nie ma żadnych uszkodzeń. W odległości około 5 cm od źródła tej rysy powstała w okresie późniejszym druga rysa. Ze względu na to, że krawędź otworu w miejscu powstania pęknięcia szkła nie wykazuje żadnych uszkodzeń, które mogłyby być przyczyną pęknięcia szkła, przyczyny upatruje się w naprężeniach termicznych, które mogły pozostać w szkle w wyniku procesu termicznej obróbki przy kształtowaniu z płyty szklanej niecki umywalki oraz następującego po nim procesu schładzania.
Dokonano próby uwidocznienia tego rodzaju naprężeń szczątkowych za pomocą źródła światła ze specjalnej lampy oraz dwóch folii polaryzacyjnych. Stwierdzono, że naprężenia szczątkowe w niecce umywalki istnieją, chociaż w efekcie pęknięcia umywalki właściwie naprężenia powinny być zniwelowane.
Wyjaśnienia
Proces produkcji umywalki szklanej przebiega w następujący sposób: najpierw podgrzewana jest płaska powierzchnia płyty umywalki do momentu zmięknienia a następnie za pomocą specjalnego narzędzia kształtowana jest niecka umywalki. Jeśli następnie schładzanie nie będzie następować równomiernie i/lub nastąpi zbyt szybko, w szkle mogą pozostać naprężenia szczątkowe, które – jeśli są zbyt duże – podczas używania umywalki prowadzą do pęknięć szkła. Ze względu na to, że w miejscu powstania pęknięcia nie ma żadnych uszkodzeń, które mogłyby być przyczyną pęknięcia szkła, jako przyczynę pęknięcia brano pod uwagę również naprężenia termiczne. Naprężenia termiczne w szkle można zobaczyć przy użyciu światła polaryzowanego.
Proces fizyczny można w prosty sposób opisać następująco: Światło drga wokół swej osi rozchodzenia się we wszystkich płaszczyznach.
Tzw. folie polaryzacyjne przepuszczają światło tylko w jednej płaszczyźnie. Jeżeli dwie takie folie położymy jedną na drugiej w taki sposób, że jedna folia przepuszcza światło drgające tylko poziomo a druga światło drgające tylko pionowo, to przez folie nie powinno przejść żadne światło. Jeśli jednak między tymi foliami znajduje się płyta szklana, która posiada naprężenia, to naprężenia te zmieniają płaszczyzny drgań światła i po przejściu przez folie są widoczne w formie jasnych lub ciemnych plamek.
Odpowiedź na postawione pytanie
Można powiedzieć z prawdopodobieństwem graniczącym z pewnością, że pęknięcie długości 12 do 15 cm powstałe w umywalce szklanej firmy Bad&Glas spowodowane zostało wadą materiału lub wadą produkcyjną w postaci naprężeń szczątkowych pozostałych w szkle. Przyczyną było niedostateczne dopilnowanie przebiegu schładzenia w procesie produkcji.
Wolf-Dietrich Chmieleck
Glaswelt 12/2005
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Szyby laminowane powstają przy użyciu folii PVB w specjalnych liniach wyposażonych w autoklaw. Koszt takiej linii znacznie przekracza 500 000 euro i jest dostępny tylko dla większych firm. Spajać można szyby także za pomocą żywicowania, jednak technologia ta jest dosyć trudna, uciążliwa i mało wydajna.
Możliwe jest jednak za jej pomocą spajanie szyb o nierównej powierzchni i wprowadzanie elementów dekoracyjnych pomiędzy szyby. W ostatnim czasie pojawił się na rynku nowy sposób spajania szkła łączący zalety obydwu powyższych technologii.
Targi w Mediolanie 2005 potwierdziły rozwój technologii oferowanej przez szereg firm.

Na targach BUDMA 2006 polska firma EPO pokazała piec do laminowania EPL-24 w bardzo atrakcyjnej cenie, co spotkało się z dużym zainteresowaniem ze strony producentów szkła.
Jest to technologia łącząca w sobie technologię PVB z technologią żywicowania, a urządzenia używane do produkcji są znacznie tańsze od linii do PVB.
 |
 |
 |
| Rys. 3 |
Proces technologiczny
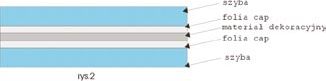
Proces technologiczny oparty jest na folii CAP - folii, która podczas procesu technologicznego żeluje i wypełnia wszystkie nierówności podobnie jak żywica.
Szyby zespalane są w specjalnym piecu wyposażonym w kieszenie próżniowe. W procesie odbywającym się w temperaturze ok 150oC niezbędna jest kontrola krzywej temperaturowo-czasowej oraz krzywej narastania próżni. Parametry procesu są kontrolowane przez specjalizowane regulatory PID.
Folia umieszczana jest pomiędzy szybami (rys. 1) lub jeżeli produkujemy szkło z dodatkową przekładką dekoracyjną używamy dwóch folii i materiału dekoracyjnego ułożonego pomiędzy nimi (rys. 2).
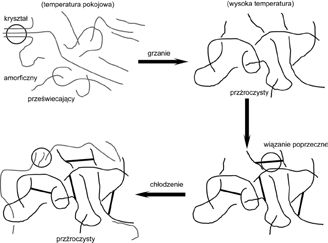
W procesie podgrzewania następuje żelowanie folii a następnie utwardzenie oraz związanie jej z taflami szkła. Proces powstawania wiązań poprzecznych podczas utwardzania ilustruje rys. 3.
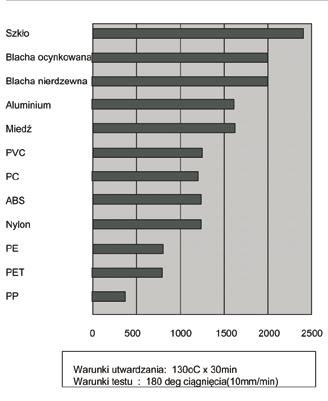
Właściwości folii CAP
CAP jest bazującym na polimerze termoutwardzalną folią służącą jako spoiwo do laminowania szkła. CAP jest przed podgrzaniem dwustronnie przeświecalną folią, która staje się przeźroczysta w procesie utwardzania. Własności pozostają stabilne nawet pod wpływem zmiennych warunków otoczenia.
CAP staję się coraz bardziej rozpowszechnionym spoiwem do laminowania szkła, szczególnie nadaje się do produkcji szyb bezpiecznych, antywłamaniowych, modułów fotogalwanicznych oraz szerokiego zakresu produktów optycznych ze względu na znakomite przyleganie do szkła, własności optyczne oraz inne unikalne własności.

Podstawowe zalety folii CAP:
1. Wysoka przeźroczystość (91 %)
2. Dobra i stabilna siła przylegania do różnorodnych materiałów poczynając od szkła poprzez metale do folii plastikowych takich jak PET
3. Z apewnia znakomitą odporność na ciepło, wilgoć, promienie UV i inne oraz zapewnia wysoką niezawodność w długim czasie użytkowania przy zmiennych warunkach otoczenia występujących w zastosowaniach zewnętrznych.
4. CAP, która jest materiałem hydrofobowym posiada trójwymiarowe wiązania poprzeczne i nie zawiera żadnych zmiękczaczy.
5. Łatwa w użyciu i przechowywaniu. Folie można składować w normalnych warunkach (w temperaturze pokojowej)
6. Na siłę przylegania folii CAP nie wpływa ani wilgotność ani zawartość wody w folii.
7. Proces próżniowego laminowania może odbywa się w specjalnych piecach o wiele tańszych niż linie do laminowania PVB.
8. Wysoka odporność na uderzenia w szerokim zakresie temperatur.
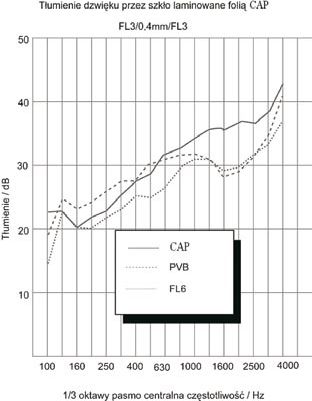
9. Dobre zdolności tłumienia dźwięku, szczególnie lepiej niż PVB na wyższe częstotliwości dźwięku.
10. W stanie stopienia charakteryzuje się wysoką płynnością znacznie ułatwiającą proces laminowania szkła.
Można laminować szkło hartowane, wzorzyste, fusingowe, piaskowane, gięte i inne (ozdobne). Możliwe jest laminowanie pomiędzy taflami szkła siatek, folii, tkanin, papieru, laminatów i innych.
 |
 |
Zastosowanie
Dzięki folii CAP możliwe jest wyprodukowanie szyb dekoracyjnych o właściwościach szyb bezpiecznych lub antywłamaniowych.
Technologia pozwala zalaminować w trwały sposób pomiędzy dwie płaszczyzny szkła ogromny wybór materiałów dekoracyjnych takich ja folie z wydrukami solwentowymi, folie holograficzne, tiule syntetyczne, siatki metalowe i z tworzyw sztucznych, folie imitujące marmur, kamień lub drewno, elementy grzewcze szyb, świecące diody LED, folie polaryzujące się pod wpływem napięcia, papiery ozdobne, ryżowe oraz ogromną ilość innych materiałów będących kreacją projektantów.

Według przeprowadzonych prób szyby w tej technologii będą spełniać normy PN/EN-12600 (klasa bezpieczeństwa) oraz PN/EN-356 (odporność na włamanie) oraz PN/EN-12543 (na szkło warstwowe) Badanie wg tej ostatniej normy pozwala na uzyskanie znaku B i certyfikatu CE.
Szyby dekoracyjne produkowane przy użyciu folii CAP znajdują zastosowanie w budownictwie, wyposażeniu wnętrz, produkcji mebli szklanych, meblarstwie, produkcji drzwi szklanych, produkcji szyb do drzwi drewnianych i innych.
|
Tab. 1 Właściwości fizyczno-chemiczne |
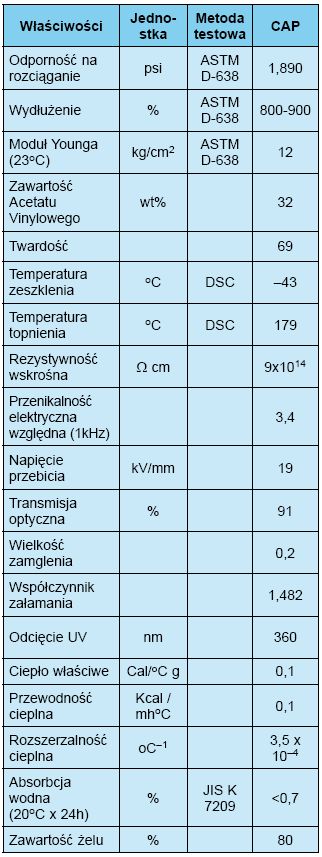 |
|
Tab. 2 Porównanie testów folii CAP i folii PVB |
 |
Przechowywanie
Zaleca się użycie CAP w ciągu sześciu miesięcy od daty dostawy co znacznie przewyższa czas składowania folii PVB.
Przechowywanie w temperaturach zbliżonych do zera nie wykazało wpływu na jakość wyrobów z czego wynika, że nie potrzeba specjalnych warunków do przechowywania folii CAP.
patrz też:
- Szyby antywłamaniowe – czy istnieją? , Świat Szkła - portal
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
W niniejszym opracowaniu przedstawiono wyniki testów porównawczych ścinania uzyskane w toku przeprowadzonych badań obejmujących próbki szkła laminowanego zawierającego przekładki wykonane z różnych rodzajów folii poliwinylobutyralowej (PVB) oraz z kopolimeru etylenu z octanem winylu (EVA). Próby ścinania wykonano w oparciu o wykorzystanie niewielkich próbek o kształcie cylindrycznym wykonanych technologią wiercenia rdzeniowego. Nośność szkła laminowanego badano w różnych temperaturach i dla różnych okresów czasu oddziaływania obciążenia.
Przeprowadzone badania miały na celu porównanie własności różnego rodzaju materiałów stosowanych w szkle laminowanym w charakterze przekładek i określenie ich charakterystyki strukturalnej. Materiały te wykonuje się z tworzyw termoplastycznych i określa ogólnym mianem "termoplastów", albowiem ich własności mechaniczne wykazują silną zależność zarówno od temperatury i czasu, jak i od rodzaju obciążenia. W celu uwzględnienia tych zależności warunki przeprowadzania prób były zmieniane w toku badań.
Przeprowadzone doświadczenia miały charakter wyłącznie prób krótkotrwałych. Z uwagi na potrzebę określenia własności retardacji1 i relaksacji2 nie przeprowadzono jeszcze badań długotrwałych, mających na celu określenie wpływu wielkości i rozkładu obciążenia na własności omawianych tu materiałów. Opublikowane w niniejszym opracowaniu wyniki odnoszą się do standardowych przekładek wykonanych z folii PVB oraz z folii EVA o zawartości kopolimeru octanu winylu (VAC) wynoszącej 32%.
Własności mechaniczne tworzyw sztucznych
Poddane obciążeniom (które wywołuje w nich pewien stan naprężenia) tworzywa sztuczne mogą wykazywać własności sprężyste, plastyczne lub lepkosprężyste. Własności mechaniczne tych materiałów są zawsze uzależnione od temperatury; w praktyce oznacza to uzależnienie od temperatury wielkości charakteryzujących sprężyste zachowanie się tych materiałów (np. moduł Younga E, moduł sprężystości postaciowej G).
W wypadku tworzyw sztucznych opisane ściśle prawem Hooke'a sprężyste zachowanie się materiału może mieć miejsce tylko wówczas, gdy tworzywa te są poddane jedynie nieznacznemu obciążeniu trwającemu bardzo krótko. Materiały odznaczające się własnościami ściśle sprężystymi - jak na przykład metal o temperaturze pokojowej - wykazują liniową zależność pomiędzy naprężeniem i odkształceniem.
Odkształcenia plastyczne tworzyw sztucznych pozostają nawet po zmniejszeniu (lub usunięciu) obciążenia (reakcja nieodwracalna w odróżnieniu od odkształceń sprężystych, w których ciało powraca do pierwotnego kształtu po ustaniu obciążenia). Reakcję taką można jednakże zaobserwować wyłącznie po przekroczeniu granicy plastyczności, tzn. w zakresie naprężeń wykraczających poza zakres sprężysty i/lub lepkosprężysty. Tworzywa sztuczne zaczynają wówczas "płynąć" (stan plastyczności) zaś powstałe wtedy odkształcenia mają trwały charakter.

Lepkosprężystość - które to pojęcie oznacza występowanie odkształceń opóźnionych, lecz ciągle jeszcze całkowicie odwracalnych (czyli sprężystych) - ma istotne znaczenie wówczas, gdy zachodzi konieczność scharakteryzowania tworzyw sztucznych. Lepkosprężyste własności tych materiałów są również uzależnione od prędkości i czasu. Lepkosprężystość jest konsekwencją procesów relaksacji naprężeń, które z kolei mają swe źródło w zdolności długich cząsteczek o budowie łańcuchowej, stanowiących "budulec" tworzyw sztucznych, do przystosowywania się do powstałego w nich nowego stanu równowagi.
Relaksacja polega na zmniejszaniu się występujących w materiale jego naprężeń wewnętrznych do wielkości odpowiadającej nowemu stanowi równowagi, jaki wytworzył się w materiale poddanym stałemu rozciąganiu. Charakterystyczną cechą materiałów lepkosprężystych jest to, że im wyższa jest temperatura takiego materiału, tym szybciej może dojść do zmniejszenia się naprężeń.
Lepkosprężystość tworzyw sztucznych może mieć charakter albo liniowy albo też nieliniowy.
Reakcja materiału posiadającego takie własności zanika asymptotycznie i dlatego nie może być całkowicie wyeliminowana. W zasadzie odkształcenie materiału jest zawsze pewną funkcją pełnej historii stanu naprężenia i na odwrót. Zasada superpozycji Boltzmanna ma zastosowanie do materiałów odznaczających się lepkosprężystością liniową.
Jeżeli – oprócz zależności jego własności od temperatury i czasu – dany materiał jest ponadto lepkosprężysty nieliniowo, to w takim wypadku zanika proporcjonalność pomiędzy odkształceniami oraz obciążeniem; w praktyce oznacza to, że odkształcenia materiału będą wzrastać nieproporcjonalnie do obciążenia.
Własności odznaczających się wyższą wytrzymałością udarową materiałów o budowie częściowo krystalicznej – zwłaszcza wówczas, gdy wykorzystywane są one w temperaturach przekraczających temperaturę zeszklenia – są w istotnym stopniu uzależnione od wielkości obciążenia i to nawet wówczas, gdy wywołane nim odkształcenia są całkiem niewielkie.
Niemniej jednak tworzywa sztuczne są materiałami odznaczającymi się opóźnioną reakcją (retardacją) oraz własnościami sprężystymi – przynajmniej przed osiągnięciem przez naprężenia granicy plastyczności. Ich odkształcenia są ciągle odwracalne, lecz przestaje obowiązywać zasada superpozycji Boltzmanna. [2], [6], [7], [11]
Folia poliwinylobutyralowa (PVB)
PVB jest polimerem winylowym, który – w tej grupie związków chemicznych – można sklasyfikować jako związek należący do polioctanów winylu (PVAC). Zgodnie natomiast z klasyfikacją fizyczną, poliwinylobutyral stanowi jeden z termoplastów bezpostaciowych (amorficznych). Własności mechanotermiczne termoplastów amorficznych obrazuje rysunek 1.
PVB jest żywicą, mającą postać ciała stałego, rozpuszczalną w rozpuszczalnikach organicznych lecz nie w węglowodorach i odporną na działanie kwasów oraz alkaliów. Nadaje się ona do wykorzystania w charakterze przekładek stosowanych w szkle laminowanym. Dobra przyczepność tej żywicy uzyskiwana jest dzięki obecności w niej wolnych grup hydroksylowych w ilości wynoszącej 20%. Siła przyczepności rozwijana pomiędzy szkłem i materiałem przekładki jest wynikiem tworzenia się wiązań wodorowych.
Aby poprawić sztywność i własności sprężyste, folię PVB modyfikuje się poprzez dodawanie do niej plastyfikatorów i modyfikatorów. Plastyfikatory wywierają wpływ na takie własności, jak zdolność przylegania, sprężystość i zdolność pochłaniania wody. Typowymi modyfikatorami są środki blokujące promieniowanie ultrafioletowe oraz pigmenty.
Do folii PVB stosowanej w charakterze przekładek w szkle laminowanym wykorzystywanym w budownictwie dodaje się relatywnie duże ilości plastyfikatorów, co ma na celu zapewnienie jej wymaganej ciągliwości oraz odpowiedniego maksymalnego wydłużenia względnego nawet w niskich temperaturach.
Wartość temperatury zeszklenia (Tg)3 takich przekładek zawiera się w przedziale pomiędzy 12oC oraz 16oC i zależy od zawartości plastyfikatorów. W wypadku termoplastów amorficznych – jak np. folia PVB – spadek temperatury zeszklenia powoduje znaczny wzrost sztywności oraz spadek sprężystości. Z punktu widzenia własności użytkowych charakterystycznych dla przekładek PVB stosowanych w szkle laminowanym korzystny przedział temperatur leży z zakresie pomiędzy 20oC i 60oC.
Folia PVB jest materiałem preferowanym w produkcji bezpiecznego szkła laminowanego. Bezpieczne szkło laminowane jest zazwyczaj wytwarzane ze szkła oraz przekładek PVB w trakcie dwustopniowego procesu autoklawizacji. Wspomniane powszechne zastosowanie przekładek z folii PVB w bezpiecznym szkle laminowanym wynika z mechanicznych własności tej folii oraz bardzo wysokiej odporności na rozerwanie złącza PVB/szkło w wypadku rozbicia szyby. W temperaturze wynoszącej 23oC folia PVB może osiągnąć zarówno wytrzymałość na rozdarcie przekraczającą 20 MPa, jak i maksymalne wydłużenie względne występujące w momencie rozerwania przekraczające wartość 250%.
Najważniejsze własności folii PVB, to: wysoka przezroczystość oraz wytrzymałość na rozdarcie, korzystna z użytkowego punktu widzenia wartość maksymalnego wydłużenia względnego, wysoka wytrzymałość na rozerwanie, możliwość regulacji siły przyczepności do szkła oraz wysoka odporność na wpływ zarówno promieniowania ultrafioletowego, jak i temperatury. Wodochłonność folii PVB stanowi własność która może powodować pogorszenie się jakości złącza wytwarzanego pomiędzy tą folią i szkłem.
Przekładki przetestowane w ramach przeprowadzonych badań doświadczalnych stanowiły standardowe przekładki PVB stosowane w produkcji szkła płaskiego. Przebadane przekładki foliowe stanowią materiał lepkosprężysty nieliniowo i wykazują własności silnie uzależnione od temperatury i czasu – które to cechy są charakterystyczne dla tworzyw termoplastycznych.
Jeśli chodzi o ten rodzaj przekładek PVB, istnieje cały szereg doświadczeń służących badaniu sztywności na ścinanie. Uzyskane wyniki badań przekładek wykonanych z folii PVB będą służyć jako dane odniesienia oraz jako dane wykorzystywane do porównań z wynikami uzyskanymi w toku badań innego rodzaju materiałów. [1], [3], [4], [5], [6], [9], [10]
Kopolimer etylenu z octanem winylu (EVA)
W grupie polimerów EVA należy do związków określanych mianem poliolefin. Natomiast zgodnie z klasyfikacją fizyczną EVA jest jednym z termoplastów wytwarzanych w procesie kopolimeryzacji etylenu i octanu winylu. Można go wytwarzać z tych dwóch monomerów w dowolnych ich proporcjach.
W zależności od swojego składu chemicznego, kopolimer ten może wykazywać własności zmienne w szerokim zakresie: od własności charakterystycznych dla ciał o budowie częściowo krystalicznej i termoplastów do własności charakterystycznych dla ciał amorficznych i kauczukopodobnych. Z tego też względu niemożliwe jest określenie ogólnej charakterystyki tego materiału. Zwiększenie udziału octanu winylu powoduje wzrost wytrzymałości na rozdarcie i zwiększenie maksymalnego wydłużenia względnego, lecz zarazem powoduje spadek temperatury topnienia.
Wykorzystane do szeregu doświadczeń przekładki EVA zawierały 32% octanu winylu, która to zawartość zapewnia już uzyskanie korzystnych własności mechanicznych. Zgodnie z kartą danych charakterystycznych tego wyrobu jego temperatura zeszklenia (Tg) wynosi -43oC. Niemniej jednak dostępne na rynku przekładki mogą wykazywać zawartość octanu winylu przekraczającą 40%. W takim wypadku stopień rozgałęzienia struktury wytwarzanych kopolimerów etylenu z octanem winylu ulegnie zwiększeniu, zaś wytwarzane w tych warunkach tworzywa będą mieć charakter kauczukowych sprężystych tworzyw termoplastycznych, zwanych również termoplastycznymi elastomerami (posiadającymi budowę sieciową podobną do sita o szerokich oczkach). Na rysunku 2 przedstawiono zmiany własności tworzywa w zależności od zawartości octanu winylu.
Folie EVA są częstokroć wykorzystywane w charakterze przekładek w branży produktów wykorzystujących energię słoneczną. W tym wypadku – jak również w wypadku zastosowania kopolimerów etylenu z octanem winylu w charakterze przekładek wykorzystywanych w produkcji szkła laminowanego – stosowane są zmodyfikowane folie EVA. Tego rodzaju przekładki określane są mianem „topliwej folii adhezyjnej” i odznaczają się wytrzymałością na rozdarcie rzędu 10 MPa do 25 MPa, maksymalnym wydłużeniem względnym występującym w momencie zerwania przekraczającym wartość 500% oraz znakomitą kohezją i dobrymi własnościami adhezyjnymi.
Folie takie są w szczególności wykorzystywane w celu wykonania hermetycznej obudowy modułów baterii słonecznych, bowiem przechodzenie w stan ciekły folii w trakcie procesu łączenia pozwala na usunięcie „od ręki” istniejących nierówności. Ta własność jest szczególnie ważna w wypadku krystalicznych ogniw słonecznych, które są osadzane pomiędzy dwoma warstwami materiału kompozytowego.
Do zjawiska sieciowania struktury wewnętrznej folii EVA dochodzi podczas procesu laminowania. Dzięki swojej strukturze chemicznej kopolimery etylenu z octanem winylu można z łatwością łączyć chemicznie albo też fizycznie. W trakcie procesu sieciowania głównie wchodzące w skład łańcuchów molekularnych cząsteczki octanu winylu łączą się chemicznie wzajemnie ze sobą. Jednocześnie tworzy się sieć przestrzenna. Molekuły łańcuchowe są związane w sieci silniej lub słabiej w zależności od stopnia usieciowienia.
W praktyce – w zależności od stanu usieciowienia – jedynie części molekuł są wiązane wewnątrz sieci. Dlatego też oczka sieci przestrzennej mogą być albo małe albo duże – w zależności od gęstości usieciowienia. Dzięki sieciowaniu można w znacznym stopniu poprawić istotne własności materiału – takie, jak wytrzymałość na rozdarcie, pełzanie lub też odporność chemiczna; można również osiągnąć znacznie wyższy poziom tych własności w porównaniu do tego, jaki mogą zapewnić nieusieciowione folie EVA.
Szkło laminowane wytwarzane jest w wyniku łączenia się ze sobą folii EVA oraz szkła w procesie laminowania próżniowego. Zazwyczaj urządzenia do laminowania są wyposażone w układy nagrzewania i chłodzenia, tak więc zarówno procesy nagrzewania i sieciowanie folii EVA a także proces chłodzenia przebiegają w tym samym urządzeniu. Proces taki ma charakter laminowania jednostopniowego. Umieszczona w pokrywie laminatora elastyczna membrana tworzy osobną komorę, która w trakcie wentylacji umożliwia utrzymanie wymaganego ciśnienia oddziaływującego na laminat.
W zależności od rodzaju stosowanej folii temperatura w trakcie procesu laminowania próżniowego waha się pomiędzy 140oC i 155oC. Czas trwania procesu laminowania również uzależniony jest od rodzaju folii. Tzw. „normalne sieciowanie” folii EVA trwa od 40 do 45 minut podczas gdy zorientowane na określony cel „sieciowanie szybkie” folii wymaga jedynie około 8 do 10 minut. Wymiary laminatora próżniowego również stanowią ograniczenie formatów laminowanego szkła zawierającego przekładki EVA; są one zazwyczaj dostosowane do standardowych wymiarów modułów baterii słonecznych.
Kopolimery etylenu mogą być wrażliwe na czynniki atmosferyczne, szczególnie na wchodzące w widma promieniowania słonecznego promieniowanie ultrafioletowe, pozostające z kolei pod wpływem tlenu atmosferycznego. Wrażliwość ta może w konsekwencji doprowadzić do pogorszenia się własności użytkowych, np. może nastąpić spadek adhezyjności oraz wartości maksymalnego wydłużenia względnego, a nawet może dojść do zmiany zabarwienia. Dlatego też do współcześnie produkowanych przekładek EVA wprowadza się stabilizatory, pozwalające na osiągnięcie długotrwałej wytrzymałości na takie czynniki zewnętrzne. [2], [5], [6].
Urządzenia i procedury stosowane w toku wykonywania badań
Próbki przeznaczone do badań zostały wykonane w postaci cylindrycznych rdzeni wywierconych ze szkła laminowanego przy pomocy wiertła tulejowego. Średnica wywierconych próbek rdzeniowych wynosiła 23 mm. Użyte do wykonania próbek płyty szkła laminowanego miały nominalną grubość 8 mm każda. Przekładki PVB wykonano z folii o grubości wynoszącej 1,52 mm; natomiast przekładki EVA wykonano z folii o grubości 1,60 mm.
Do wykonania badań zastosowano urządzenie badawcze przeznaczone do wykonywania prób ścinania technologicznego; urządzenie to zostało zaprojektowane przez Instytut Konstrukcji Lekkich i Projektowania Koncepcyjnego Uniwersytetu w Stuttgarcie i zostało zaadoptowane do zróżnicowanych wymiarów próbek. Schemat urządzenia badawczego przedstawiono niżej na rysunku 3.
Badane próbki szkła zostały zamocowane w uchwytach urządzenia badawczego w taki sposób, aby możliwe było wywołanie naprężeń tylko tnących, którym nie towarzyszy obecność momentu skręcającego lub gnącego. Mierzono zarówno przemieszczenie dwóch zewnętrznych „okładzin” szklanych umieszczonych jedna pod drugą, jak i siłę wymaganą do wywołania tych przemieszczeń.
Przemieszczenia zmierzono w formie pomiaru bezpośredniego przeprowadzonego przy wykorzystaniu urządzenia badawczego oraz tzw. „detektora pęknięć” stosowanego w normalnych warunkach do pomiarów zmian szerokości powierzchni, na których pojawiły się pęknięcia. Zastosowano również przetwornik przemieszczeń służący do kontroli przemieszczeń samego urządzenia badawczego.
Badania prowadzono przy stałej prędkości odkształcania do momentu osiągnięcia przez odkształcenie kątowe wartości 1,0. Następnie próbki poddano odciążaniu przy zachowaniu takiej samej prędkości spadku odkształcenia. Przeprowadzane testy uznawano za zakończone wtedy, jeżeli podczas odciążania wartość siły oddziaływującej na próbkę spadła do wartości 0 N, albo też, jeżeli badane próbki uległy uszkodzeniu. W celu zwrócenia szczególnej uwagi na zależność mechanicznych własności folii od czasu, badania były przeprowadzane przy różnych prędkościach odkształcania próbek.
Prędkości przyrostu/spadku odkształceń zostały dostosowane do grubości folii; odniesiono je również do odkształcenia kątowego. Badania przeprowadzono przy różnych prędkościach odkształcania (0,01 1/min; 0,1 1/min; 1,0 1/min). Z uwagi na potrzebę uwzględnienia wpływu temperatury na własności folii, badania przeprowadzano w komorze klimatycznej przy pięciu różnych wartościach temperatur panujących w tej komorze (-25oC, 0oC, 25oC, 50oC, 75oC). [10], [11]
Wyniki badań
Przeprowadzone badania wykazały zależność własności badanych materiałów od temperatury i czasu, a w konsekwencji – że zachowanie się tych materiałów jest typowe dla termoplastów. Wyniki badań odnoszących się do folii PVB przedstawiono na rysunkach 4 oraz 5, natomiast wyniki badań odnoszących się do folii EVA przedstawiono na rysunkach 6 i 7. Z jednej strony uzyskane wyniki badań przedstawiono w zależności od zmieniających się temperatur i przy stałej prędkości 0,1 1/min; z drugiej natomiast – przedstawiono je dla zmieniających się prędkości i przy stałej temperaturze wynoszącej 25oC.
Jeśli chodzi o wyniki badań odnoszących się do folii PVB zostały one przedstawione na rysunkach 4 oraz 5 i można je porównać z wynikami już przeprowadzonych badań (np. [10]) zarówno pod względem jakościowym, jak i ilościowym. Własności materiału w zakresie temperatur powyżej punktu zeszklenia wyraźnie wskazują na zależność temperaturową. Wraz ze wzrostem temperatury spadały czasy relaksacji, a naprężenia tnące ulegały zmniejszeniu. Niższe temperatury (-25oC, 0oC, 10oC) leżały – w wypadku folii PVB – w zakresie poniżej punktu zeszklenia. Przy temperaturach 10oC i 25oC wyraźnie widać – czego zresztą oczekiwano – gwałtowny wzrost sztywności folii PVB przy jednoczesnym zmniejszaniu się jej sprężystości.
Oczywiste różnice występujące w przedziale pomiędzy 10oC oraz 25oC wymagają dodatkowego zróżnicowania badań uzależnionych od temperatury, przynajmniej jeśli chodzi o przekładki z folii PVB. Zależność własności mechanicznych od prędkości wykazano w toku przeprowadzonych badań. Na skutek wielokrotnego powtarzania procesu relaksacji naprężeń, naprężenia tnące występujące w trakcie testów prowadzonych przy wyższych prędkościach przekraczają wartości naprężeń tnących zmierzonych podczas prób wykonywanych przy niższych prędkościach.
Wyniki badań obejmujących przekładki wykonane z folii EVA przedstawiono na rysunkach 6 oraz 7. Uzyskane w toku badań krzywe charakteryzujące folię EVA odznaczają się wyraźnie nieliniowym kształtem. Można zaobserwować zależności temperaturowe charakteryzujące folie EVA. Stopniowy wzrost naprężeń i odkształceń następował przy zachowaniu stałych przyrostów. Nie zauważono nagłego usztywnienia się folii, albowiem temperatura zeszklenia folii EVA wynosi -43oC i jest niższa od temperatur zastosowanych w toku wykonywania badań. Można natomiast również zauważyć zależność zachowania się folii EVA od prędkości wzrostu lub spadku wielkości obciążeń.
Konieczne jednakże jest przedstawienie pewnych uwag dotyczących testów obejmujących folię EVA, albowiem z badań tych można wyciągnąć jedynie kilka wniosków dotyczących własności mechanicznych przekładek wykonanych z tejże folii. Wyniki te zostały uzyskane w konsekwencji badań folii EVA wytworzonej na bazie kopolimeru octanu winylu (VAC) o zawartości wynoszącej 32% i nie można ich przenieść na przekładki z folii wytworzonej na bazie kopolimeru etylenu z octanem winylu o innej zawartości tego ostatniego.
W celu zapewnienia miarodajnego procesu laminowania próżniowego konieczne jest przeprowadzenie innych badań, albowiem sieciowanie folii EVA następuje wyłącznie w trakcie tego właśnie procesu. Zaprezentowane w niniejszym opracowaniu wyniki badań nie mogą dać żadnych informacji dotyczących tego problemu, bowiem wszystkie próbki objęte badaniami pochodziły z jednej i tej samej tafli szkła laminowanego.
Jeśli chodzi o wzajemne współzależności istniejące pomiędzy sieciowaniem folii EVA oraz jej mechanicznymi własnościami nie można sformułować żadnych wniosków ani twierdzeń. Porównanie wyników badań, jakimi objęto omówione tu dwa rodzaje folii: PVB oraz EVA, przynosi dość zaskakujące spostrzeżenie. Otóż w zakresie temperatur powyżej 25oC wytrzymałość na ścinanie próbki folii EVA jest zdecydowanie wyższa, aniżeli wytrzymałość na ścinanie próbki folii PVB. Dopiero wówczas, gdy temperatura folii PVB spadła poniżej progu zeszklenia, można było zauważyć jej wyraźne usztywnienie się. Wyniki badań wykazały, że w temperaturze wynoszącej 10oC i mniej folia PVB wykazuje lepszą sztywność na ścinanie.
Podsumowanie
Folia PVB jest materiałem najczęściej stosowanym na przekładki w szkle laminowanym stosowanym w branży budowlanej oraz w szybach samochodowych. Fakt ten usprawiedliwiają znakomite własności mechaniczne, jakie materiał ten wykazuje w normalnych warunkach eksploatacyjnych, a także bardzo dobre własności związane z bezpieczeństwem wyrobu – jak na przykład zachowanie się szyby wykonanej z bezpiecznego szkła laminowanego z przekładką z folii PVB po rozbiciu takiej szyby. W niektórych szczególnych zastosowaniach w charakterze przekładek stanowiących element szkła laminowanego wykorzystuje się również materiały inne niż standardowa folia PVB. Przedmiotem opisanych w niniejszych opracowaniu badań było porównanie różnych materiałów.
Wyniki badań, które objęły próbki szkła laminowanego zawierającego przekładkę wykonaną z folii PVB można wykorzystać w charakterze danych odniesienia służących do oceny innego rodzaju materiałów. Własności, jakie wykazuje folia PVB są uzależnione od temperatury i czasu. W zakresie temperatur zbliżonych do temperatury zeszklenia można zaobserwować usztywnienie się folii.
Wyniki badań uzyskanych w toku badań obejmujących przekładki z folii EVA wykazują, że mechaniczne własności tej folii można porównać z analogicznymi własnościami, jakie wykazuje folia PVB. Zachowanie się przekładek wykonanych z folii EVA wykazuje również silne uzależnienie od temperatury i czasu. Dane eksperymentalne charakteryzujące wytrzymałość na ścinanie są ciągle niekompletne, toteż badania będą nadal kontynuowane i ukierunkowane na określenie charakterystycznych własności materiałowych folii EVA poddanej działaniu naprężeń ścinających.
W tych wypadkach, w których folia EVA wykorzystywana jest w charakterze przekładki, konieczne będzie wykonanie badań uzupełniających polegających na określeniu zachowania się szyby wykonanej ze szkła laminowanego w razie jej rozbicia a także oznaczeniu nośności takiej szyby po jej rozbiciu.
W wypadku przekładek wykonanych z folii EVA wymagane jest przeprowadzenie odrębnych badań, bowiem własności tej folii są głównie uzależnione od jej usieciowienia oraz jej składu chemicznego (zawartości kopolimeru octanu winylu (VAC)). Oceniając rzecz z punktu widzenia dzisiejszego stanu techniki zastosowanie folii EVA będzie ograniczone do zespołów baterii słonecznych co wynika z konieczności prowadzenia procesu laminowania w laminatorach próżniowych, które z kolei narzucają ograniczenia związane z wymiarami laminowanego w ten sposób szkła.
Niestety w momencie oddawania niniejszego opracowania do druku nie znano mogących stanowić uzupełnienie tegoż opracowania wyników badań innych materiałów wykorzystywanych w charakterze przekładek (np. folia akustyczna PVB, poliuretan termoplastyczny (TPU) oraz żywica lana).
Autorzy pragną złożyć szczególne podziękowania firmom Saint-Gobain oraz Flachglas Radeburg GmbH w Radeburgu, a także Solarwatt, Solar-Systeme GmbH w Dreźnie za udzieloną pomoc związaną z uzyskaniem materiałów wymaganych do wykonania szeregu badań, jak również gorące podziękowania firmie Saint-Gobain Recherche w Aubervilliers za dostarczenie
wywierconych próbek rdzeniowych.
Prof. dr inż. Bernhard Weller
mgr inż. Jan Wünsch
mgr inż. Kristinia Härth
Politechnika Drezdeńska, Instytut Konstrukcji Budynków
Artykuł pochodzi z materiałów konferencji Glass Processing Days 2005
Bibliografia
[1] Bohmann: Numeryczna metoda obliczania szyb wykonanych ze szkła laminowanego; praca doktorska; cykl broszur poświęconych konstrukcjom stalowym – RWTH Aachen, zeszyt 43; Aachen: 1999.
[2] Domininghaus: Tworzywa sztuczne i ich własności, wyd. V; Berlin Heidelberg: Wydawnictwo Springer-Verlag, 1998.
[3] Gräf: Badanie zachowania się bezpiecznego szkła laminowanego podpartego liniowo i punktowo; praca doktorska; Politechnika Monachijska, Monachium: 2003.
[4] Kutterere: Płyty ze szkła laminowanego – rozwiązania przybliżone uwzględniające ścinanie złącza oraz oddziaływanie membrany; praca doktorska; Uniwersytet w Stuttgarcie; Stuttgart 2003.
[5] Maniatis, Albrecht: Zastosowanie szkła laminowanego z elementami fotoelektrycznymi; Glass Processing Days, 18 czerwca 2003, str. 433 – 436; Tampere 2003.
[6] Oberbach: Poświęcona tworzywom sztucznym broszura Kunststoff Taschenbuch, Saechtling, wyd. XXVII; Monachium-Wiedeń: Wydawnictwo Carl Hanser Verlag, 1998.
[7] Retting: Mechanika tworzyw sztucznych; Monachium-Wiedeń; Wydawnictwo Carl Hanser Verlag, 1991.
[9] Schuler: Wpływ zachowania się folii poliwinylobutyralowej na nośność bezpiecznego szkła laminowanego w zależności od temperatury i obciążenia; praca doktorska; Politechnika Monachijska; Monachium: 2003.
[10] Sobek, Kutterer, Messmer: Reologiczne własności folii PVB w złączu poddanym ścinaniu; sprawozdanie z badań; Uniwesytet w Stuttgarcie; Instytut Lekkich Dźwigarów Powierzchniowych, Stuttgart: 1998.
[11] Weng: Mechaniczne własności termoplastów, definicje i opis materiałów; praca doktorska; RWTH, Aachen; Aachen:1988.
Następne spotkania
GLASS PROCESSING DAYS 2006, Chiny, Pekin, 23-24 kwiecień 2006
GLASS PROCESSING DAYS 2007, Finlandia, Tempere, 15-18 czerwiec 2007
www.glassfiles.com
Przypisy
1 zjawisko opóźnienia reakcji materiału na bodziec zewnętrzny, np. opóźnienie wytworzenia się w materiale stanu naprężenia i powstania jego odkształceń w stosunku do chwili zadziałania obciążenia.
2 zjawisko powolnego samoistnego spadku naprężeń wewnętrznych w ciele odkształconym powiązane z powstawaniem nowego stanu równowagi wywołanego obciążeniem.
3 Tg (temperatura zeszklenia) – temperatura, przy której podczas chłodzenia cieczy traci ona ruchliwość (jej lepkość osiąga pewną umowną wartość) i staje się ciałem stałym.
Rys. 1. Mechaniczne i termiczne własności termoplastów amorficznych [6]
Rys. 2. Zależność charakterystycznych własności EVA od zawartości VAC (kopolimeru octanu winylu) [2]
Rys. 3. Urządzenie badawcze razem z próbką
Rys. 4. Charakterystyki naprężenie/odkształcenie; wyniki szeregu badań folii PVB, w zależności od temperatury
Rys. 5. Charakterystyki naprężenie/odkształcenie; wyniki szeregu badań folii PVB, w zależności szybkości odkształcania
Rys. 6. Charakterystyki naprężenie/odkształcenie; wyniki szeregu badań folii EVA, w zależności od temperatury
Rys. 7. Charakterystyki naprężenie/odkształcenie; wyniki szeregu badań folii EVA, w zależności prędkości odkształcania
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Okna lamelowe, jako specjalna wersja okien obrotowych, znajdują zastosowanie w budynkach, gdzie bardzo ważne jest połączenie optymalnej wentylacji, eleganckiego wyglądu wraz z wysokim stopniem ochrony przed zmiennymi warunkami pogodowymi. Okna żaluzjowe stosuje się w budynkach przemysłowych, biurowych, obiektach sportowych. Należą do nowatorskich rozwiązań architektonicznych i cieszą się rosnącą popularnością.

Konstrukcja lameli umożliwia uzyskanie szerokiej powierzchni otwarcia (otwarcie ok. 90°), co sprawia, że okna lamelowe, wyposażone w siłowniki elektryczne i sterowane certyfikowanymi centralami, mogą być efektywnie wykorzystywane w budynkach jako element systemów oddymiania.
Dzięki centralom sterującym możliwe jest również zapewnienie optymalnych warunków naturalnej wentylacji pomieszczeń.
Firma D+H może zaproponować siłowniki typu LA 31, LA 81 oraz LAH 20 jako zdalne sterowanie do okien żaluzjowych.
Dzięki odpowiedniej konstrukcji zapewniają one stabilizację podczas pracy w każdej sytuacji montażowej i mogą być stosowane także w trudnych warunkach. Zastosowanie wysokiej jakości materiałów i sprawdzonego, precyzyjnie wykonanego mechanizmu zapewnia długą żywotność i niezawodną eksploatację.
Napędy do okien żaluzjowych, w zależności od przeznaczenia, mogą być wykonane na napięcie 24 V lub 230 V.
Charakterystyka napędów żaluzjowych LA/LAH:
. optymalne przewietrzanie dzięki sterowaniu przy pomocy central z rozbudowaną automatyką pogodową,
. do wykorzystania jako klapy oddymiające,
. funkcje: zamykanie – otwieranie oraz funkcja blokady okien,
. siła: 300-800 N,
. niewielki pobór prądu,
. elektroniczny wyłącznik krańcowy i bezpieczeństwa,
. wysoki stopień ochrony, IP 65,
. zakres pracy: –5 – +74oC,
. odporność ogniowa (30 min/300oC) sprawdzona wg DIN 18232,
. przebadane na 10 000 cykli pracy przy obciążeniu znamionowym,
. możliwość doprowadzenia przewodu zasilającego z prawej lub lewej strony obudowy,
. obudowa: aluminium, anodyzowane srebrem,
. powłoka lakiernicza we wszystkich kolorach wg RAL,
. indywidualne długości zębatki oraz zmiany wymiarów konstrukcyjnych, w zależności od typu lameli,
. hermetyczna jednostka napędowa z możliwością dodatkowego uszczelnienia wodoodpornego (opcja „W”),
. sygnalizacja „otwarte-zamknięte” przy opcji „SA”-„SZ”,
. dostępne inne opcje dodatkowe.
Magdalena Mazur
www.dhpolska.pl
Przekrój okna żaluzjowego z napędem elektrycznym LAH
System oddymiania i naturalnej wentylacji z oknami żaluzjowymi Hahn S9 wyposażonymi w napędy D+H typ LA, Biurowiec Doppel XX, Hamburg, Niemcy
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Firma ADLER S.A. wprowadziła właśnie na rynek nowy system kontroli dostępu oparty na opatentowanej technologii małego rygla elektromagnetycznego. Ten prosty (wystarczy włożyć kartę elektryczną do czytnika), a zarazem skuteczny system może być instalowany zarówno w gablotach i kasach sklepowych, jak i w drzwiach, oknach czy okiennicach.

Klienci mogą wybrać spośród wielu typów kart identyfikujących: karty stykowe Dallas, karty zbliżeniowe, identyfikatory na podczerwień, identyfikatory odcisków palców, etc.
Ten opatentowany po sześciu latach udoskonalania systemu rygiel zapewnia potrójną ochronę:
. gwarantuje właściwe zamkniecie rygla,
. weryfikuje pozycję zamkniętą wbudowaną w rygiel,
. stale sprawdza zamknięcie każdego rygla – w razie próby wyłamania rygla włącza się automatycznie alarm, a wiadomość o tym, którego rygla on dotyczy i gdzie się on znajduje, jest przekazywana do centrali.
Także w wypadku rutynowego otwierania i zamykania informacja ta zostaje przekazana do systemu centralnego.
Rożne stopnie zabezpieczenia
Typy zabezpieczeń są dostosowane do potrzeb użytkowników:
. przyporządkowują karty identyfikujące określonej osobie,
. określają poziomy dostępu do każdej karty indywidualnie, ze wskazaniem miejsca, daty i czasu jej autoryzowanego użycia,
. uruchamiają alarm wstępny w razie przekroczenia czasu normalnego otwierania gabloty,
. uruchamiają alarm wraz z możliwością teletransmisji w razie otwierania zamka przez osobę nieuprawnioną lub w razie zbyt długiego otwierania,
. uniemożliwiają otwieranie w tym samym czasie większej liczby rygli niż jest to dozwolone.
Zgubiona lub skradziona karta może być natychmiast zablokowana. Tak samo zadziała system w razie np. próby włamania się do sklepu. W takim wypadku następuje natychmiastowa blokada gablot.
Sercem systemu jest zminiaturyzowany rygiel elektromagnetyczny, który może być zainstalowany w każdym nowym bądź już istniejącym systemie: w ramie okna, w drzwiach przesuwnych, w ośnieżnicy. Dzięki małym rozmiarom można go bardzo łatwo ukryć, więc można go zastosować nawet w najbardziej wyszukanych projektach aranżacji wnętrz.
Dzięki zastosowaniu zamkniętego obiegu system jest praktycznie nienaruszalny. W jego najbardziej wyszukanym wydaniu wykorzystano najnowsze osiągnięcia z dziedziny zabezpieczeń informatycznych.
Prosta instalacja
Zainstalowanie tego systemu, od wersji najprostszej do najbardziej wyszukanej pozostaje nieskomplikowane i dostępne dla wszystkich. Także z podłączaniem i okablowaniem systemu nie powinno być żadnych problemów, ponieważ jest on wyposażony w specjalne wtyki uniemożliwiające podłączenie jednej funkcji zamiast innej.
Aż osiem rygli może być podłączonych w czasie rzeczywistym do tego samego czytnika kontrolnego wraz z przyporządkowanymi czytnikami kart, kluczami elektronicznymi i innymi czytnikami, syrenami alarmowymi i czytnikami obejścia systemu.
ADLER
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
W poprzednim, styczniowym numerze miesięcznika "Świat Szkła" zamieszczono krótką informację autorstwa pań Zuzanny Reda oraz Moniki Monastyrskiej pt. Kuchnia i łazienka. Artykuł ciekawy, bo dotyczący tak uciążliwego problemu zaparowania szyb - chociaż w notatce nie napisano wprost, że chodzi o wykraplanie się pary wodnej na zewnętrznej powierzchni szyby zespolonej, od strony pomieszczenia.
- Szczegóły
- Kategoria: Wydanie 2/2006
Nowa klapa dymowa dwuskrzydłowa jest rozwiązaniem proponowanym przez UNIMA-tech jako alternatywa dla obiektów przemysłowych i handlowych, gdzie oczekiwane jest przez inwestora zmniejszenie kosztów, przy zachowaniu wszelkich parametrów bezpieczeństwa pożarowego.

Dwuskrzydłowe klapy dymowe przeznaczone są do odprowadzania dymu, ciepła i substancji toksycznych, powstających w czasie pożaru oraz do doświetlania światłem dziennym pomieszczeń w budynkach jednokondygnacyjnych lub położonych na najwyższych kondygnacjach.
Dzięki odpowiedniej konstrukcji klapy można było osiągnąć (dla klapy o wymiarach 200x300 cm) bardzo dobry wynik w badaniach aerodynamicznych Acz=4,38 m2.
Klapa posiada stabilną konstrukcję, a dzięki zastosowaniu wypełnienia z poliwęglanu komorowego i jego własnościom – odporność na uderzenia 200-krotnie wyższą niż szkło, doskonałą izolacyjność do 1,4 W/m2K, lekkość i trwałość.
Klapy dymowe dwuskrzydłowe U-M mogą być wyposażone dodatkowo w funkcję przewietrzania z napędem pneumatycznym lub elektrycznym 24 V DC lub 230 V AC.
W funkcji alarmowego otwarcia klapy te posiadają dodatkową zaletę: skrzydło (pokrywa) dzieli się na 2 części i w myśl obowiązującej normy PN-EN-02877-2 Instalacje grawitacyjne do odprowadzania dymu i ciepła. Wymagania i metody badania dla klap dymowych, skrzydła te nie muszą otwierać się do kąta >140o a tylko do 90o. Dzięki temu w ekstremalnych warunkach, jakie mogą występować na dachu (silne podmuchy wiatru, zalegający śnieg itp.) klapa otwiera się bardziej bezpiecznie.
Klapy typu U-M dostępne są w szerokim asortymencie wymiarowym.
k.g.
patrz też:
- Specjalność: oddymianie , Robert Sienkiewicz, Świat Szkła 4/2010
- Okna w oddymianiu grawitacyjnym, Tadeusz Michałowski, Świat Szkła 1/2010
- Przekrycia dachowe i naświetla z tworzyw sztucznych , Andrzej Kolbrecki, Bartłomiej Papis, Kamil Perzyna, Świat Szkła 4/2009
- Bezpiecznie w czasie pożaru , Jan Kubalewski UNIMA-TECH, Świat Szkła 2/2009
- Atria i pasaże handlowe a ochrona przeciwpożarowa. Część 2, Paweł Królikowski, Świat Szkła 10/2008
- Atria i pasaże handlowe a ochrona przeciwpożarowa. Część 1, Paweł Królikowski, Świat Szkła 9/2008
- Okna żaluzjowe – idealna wentylacja i oddymianie, Tadeusz Michałowski, Świat Szkła 4/2008
- Zastosowanie świetlików dachowych i okien fasadowych jako urządzeń oddymiających, Piotr Głąbski, Świat Szkła 6/2007
- Systemy sterowania elementami elewacji obiektów, Jan Kubalewski UNIMA, Świat Szkła 6/2007
- Nowe reguły w ochronie przeciwpożarowej, Tadeusz Michałowski, Świat Szkła 11/2006
- Okna lamelowe , Tadeusz Michałowski, Świat Szkła 1/2006
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Zasłony zewnętrzne są wyrobami budowlanymi, instalowanymi od strony zewnętrznej, w celu zapewnienia dodatkowego zakrycia i/lub ochrony otworu okiennego lub drzwiowego budynku. Definicja ta wynika z normy PN-EN 12216:2004 Żaluzje, zasłony wewnętrzne, zasłony zewnętrzne. Terminologia, słownik i definicje. Podkreślić jednak należy, że zasłony zewnętrzne są stosowane dodatkowo do otworu zamkniętego, tzn. wyposażonego już w okno lub drzwi. W skład wyodrębnionej grupy wyrobów otworowych, określonych jako osłony zewnętrzne, wchodzą różnego rodzaju markizy, moskitiery oraz osłony przeciwsłoneczne poziome i pionowe. Wymagania, jakie powinny spełniać te wyroby, jak i metody badań oraz zagadnienia oceny zgodności określa norma PN-EN 13561:2005 (U) Zasłony zewnętrzne. Wymagania eksploatacyjne łącznie z bezpieczeństwem.
Markizy
Terminem "markizy", zgodnie z powyżej przedstawionymi normami określa się zasłony wykonane z tkanin umieszczanych na zewnątrz, powyżej lub w obrębie otworów, głównie okiennych, w budynkach. Zasłony te mogą być rozciągane w płaszczyźnie pionowej lub skośnej i wciągane lub cofnięte poprzez zwijanie oraz unieruchamiane. Markizy mają za zadanie ochronę wnętrz budynków, werand i ogrodów zimowych oraz tarasów i balkonów przed promieniowaniem słonecznym. Ograniczają więc nagrzanie i naświetlenie budynków itp. oraz, dodatkowo, chronią przed niekorzystnymi warunkami atmosferycznymi np. deszczem.
Markizy jako elementy wystroju plastycznego elewacji mogą także podkreślać architektoniczne walory obiektu.
Podstawowym elementem markiz jest kurtyna wykonana z tkanin odpornych na działanie słońca i czynników atmosferycznych. Pozostałe części składowe wykonane są głównie ze stopów aluminium lub ocynkowanej stali oraz tworzyw sztucznych. Do obsługi markiz stosowane są napędy ręczne lub elektryczne. Markizy z napędem elektrycznym mogą być wyposażone w systemy elektroniczne, umożliwiające zdalne sterowanie pilotem lub czujnikami pogodowymi oraz specjalnymi programami komputerowymi.
Wspomniana powyżej norma dzieli markizy na następujące typy:
1. markizy z ramionami składanymi,
2. markizy z ramionami odchylanymi,
3. markizy z ramionami nożycowymi,
4. markizy z ramionami wodzonymi,
5. markizy koszowe,
6. markizy pionowe,
7. markizy fasadowe,
8. markizolety,
9. markizy werandowe,
10. markizy do okien dachowych.
Rys. 1.

Ogólnie stwierdzić można, że markizy wymienione w pozycjach 1 do 5 stosowane są głównie na tarasach i balkonach oraz jako osłony okien sklepowych i lokali gastronomicznych, natomiast wyszczególnione w pozycjach 6 do 8 ochraniają okna budynków użyteczności publicznej oraz mieszkalnych i zamieszkania zbiorowego. Markizy te coraz częściej montowane są w nowoczesnych budynkach, więc szerzej przedstawiono je w niniejszym artykule.
Markiza pionowa
To zasłona, w której kurtyna wykonana z tkaniny nawija się na wałek umieszczony w kasecie ,mocowanej przy pomocy wieszaków w otworze okiennym lub do ściany zewnętrznej budynku. Kurtyna przymocowana jest do listwy dolnej, która przesuwa się pionowo w prowadnicy linkowej lub szynowej. Listwa, wyposażona w czopy, przemieszcza się w dół pod własnym ciężarem. Przykład takiej markizy przedstawiono na rysunku 1.
Markiza fasadowa
To zasłona, w której tkanina kurtyny nawija się na wałek nawojowy umieszczony pomiędzy dwoma prowadnicami szynowymi mocowanymi do ściany przy pomocy wsporników. Wałek nawojowy przykryty jest osłoną w formie skrzynki mocowanej do prowadnic. Koniec tkaniny przytwierdzony jest do rury opadowej, wyposażonej w rolki obrotowe ułatwiające przesuwanie w prowadnicach szynowych pionowych lub pionowo-skośnie-pionowych. Rura opadowa posiada odpowiednie obciążenie, pozwalające na uzyskanie optymalnego naprężenia kurtyny.
Na rysunku 2 przedstawiono markizę fasadową z prowadnicami pionowymi oraz fragment z prowadnicą pionowo-skośnie-pionową.
Markizoleta
Jest to odmiana markizy fasadowej wyposażonej dodatkowo w urządzenie wysięgnikowe, na którym zamocowana jest rura kierująca. Umożliwia to odchylenie tkaniny kurtyny od płaszczyzny pionowej elewacji pod dowolnym kątem.
Przykładową markizę przedstawiono na rysunku 3.
Podstawowe elementy przedstawionej grupy markiz wykonywane są z blach lub kształtowników ze stopów aluminium, w gatunkach wg PN-EN 573-3:1998, które posiadają umowną granicę wytrzymałości na rozciąganie R 0,2 w wysokości co najmniej 160 N/mm2.
Dla zapewnienia bezpiecznej, wieloletniej eksploatacji bez śladów korozji oraz ze względów estetycznych, części składowe markiz pokryte są powłokami ochronnymi w postaci farby proszkowej lub powłokami tlenkowymi.
Zasadniczą częścią wszystkich markiz jest kurtyna wykonana z odpowiednich tkanin.
Najczęściej spotyka się tkaniny o następujących nazwach i krótkiej charakterystyce:
. acryl – wykonana w 100% z przędzy akrylowej, odpornej na wpływy atmosferyczne, ale przepuszczającej powietrze. Tkanina ta podlega impregnowaniu, przez co jest szybkoschnąca i wodoodporna oraz niebutwiejąca i niebrudząca,
. screen – wykonana z włókna szklanego pokrytego PVC, przepuszczająca powietrze i światło. Tkanina jest wzmocniona na krawędziach poprzez przeprowadzenie odpowiedniego procesu termoplastycznego,
. soltis – wykonana z poliestru wysokoodpornego na rozrywanie oraz promieniowanie ultrafioletowe. Powierzchnia tkaniny pokryta jest lakierem akrylowym o właściwościach niebrudzących i właściwej odporności ogniowej.
Właściwości fizyko-mechaniczne powyższych tkanin przedstawiono w tablicy 1.
Zakres stosowania
Zalecenie stosowania markiz wynika m.in. z przepisów:
. wytycznych EU 90/270/EWG w sprawie ochrony przeciwsłonecznej,
. postanowień rozporządzenia Ministra Pracy i Polityki Socjalnej z dnia 26.09.1997 r. w sprawie ogólnych przepisów bezpieczeństwa i higieny pracy, gdzie w §24.3 stwierdza się, że okna powinny być wyposażone w odpowiednie urządzenie, eliminujące nadmierne operowanie promieni słonecznych padających na stanowiska pracy.
Omawiane markizy pionowe stosowane są głównie w pojedynczych oknach o maksymalnej powierzchni około 8 m2, gdzie istnieje możliwość osobnego mocowania skrzynki i prowadnic. Można je także stosować grupowo, łącząc markizy pionowe do łącznej powierzchni około 20 m2.
Markizy fasadowe mogą być także stosowane do pojedynczych okien, lecz o większej powierzchni tj. około 12 m2.
Rozwiązanie konstrukcyjne markiz fasadowych pozwala na stosowanie w oknach, gdzie nie ma możliwości osobnego mocowania skrzynki, ponieważ ich konstrukcja jest samonośna i pozwala na montaż do prowadnic z wzmocnionymi wspornikami. Markizy te stosowane są także grupowo i mogą osłaniać całe powierzchnie fasad o łącznej powierzchni do około 35 m2.
Na rysunku 4 przedstawiono przykładowe markizy pionowe grupowe z napędem elektrycznym.
Warunki stosowania i wbudowania Bardzo ważnym zagadnieniem w eksploatacji markiz jest uzyskanie prawidłowych warunków wbudowania i poprawne zastosowanie. W związku z tym, wykonawca powinien w odpowiednim czasie sprawdzić na budowanym obiekcie wymiary otworów, do których mają być wbudowane markizy i porównać z dokumentacją techniczną opracowaną dla tych okien.
Osadzenie markiz powinno odbywać się na odpowiednio przygotowanych powierzchniach elewacyjnych lub wnękach – gładkie ściany, zachowane piony i poziomy płaszczyzn wyznaczających otwór.
Podłoże, do którego mają być mocowane prowadnice i skrzynki markizy powinny mieć odpowiednią wytrzymałość, nie mniejszą niż cegła pełna wypalana z gliny klasy 12 wg PN-B-12050:1996 lub beton zwykły klasy C12/15 wg PN EN 206-1:2003. Jednocześnie kategorycznie zabronione jest mocowanie elementów markiz do okładzin budynków z blachy, drewna lub tworzyw sztucznych, obróbek blacharskich, dociepleń itp. Do mocowania stosować należy kołki rozporowe (złącza) posiadające właściwą nośność obliczeniową. Wielkość i typ kołków określa producent w instrukcji montażu, a kołki powinny odpowiadać Polskim Normom lub Aprobatom Technicznym.
Jednocześnie zabudowa markiz powinna zapewniać łatwy dostęp do skrzynki lub osłony, gdzie znajduje się napęd ręczny lub elektryczny, w celu regulacji, konserwacji oraz naprawy, w sposób nie kolidujący z ruchem podnoszenia i zatrzymania kurtyny.
W zależności od stosownego sposobu prowadzenia kurtyny, tj. przy pomocy linek lub prowadnicy szynowej, wymagane jest zapewnienie odpowiedniej przestrzeni montażowej. Przykłady wymiarów montażowych niezbędnych dla prawidłowego przebiegu montażu i eksploatacji pojedynczych markiz pionowych z napędem ręcznym lub elektrycznym przedstawiono na rysunkach 5 i 6.
Ważnym zagadnieniem jest także prawidłowa ilość i sposób mocowania wieszaków oraz wsporników. Zależne to jest od szerokości, długości oraz typu markizy i powinno być określone w instrukcji montażu.
Napęd elektryczny
Większość markiz stosowanych w obiektach użyteczności publicznej wyposażonych jest w napęd, za pomocą siłownika elektrycznego. Siłownik składa się z silnika elektrycznego rurowego oraz przekładni z hamulcem. Charakteryzują się momentem obrotowym od 10 do 100 Nm oraz liczbą obrotów od 10 do 20 na minutę. Dobór siłownika zależny jest głównie od powierzchni kurtyny, a jego zasady są przedstawione w formie diagramów lub tabel w katalogach producentów markiz.
Przeciętna prędkość rozciągania i wciągania kurtyny markiz z napędem elektrycznym nie powinna przekraczać wartości podanych w tablicy 2.
Ponadto napęd elektryczny markizy powinien być wyposażony w samoczynnie działający hamulec, który zapewnia, że przy wyłączeniu napędu lub przerwie w dopływie prądu kurtyna może się przesunąć jeszcze co najwyżej o 50 mm. Ponowne włączenie zasilania nie może powodować samoczynnego ruchu kurtyny. Kurtyna markizy powinna zatrzymać się samoistnie w położeniach krańcowych. Warunek samohamowności powinien być także zachowany przy napędzie ręcznym.
Stan bezpieczeństwa markiz pionowych i fasadowych z napędem elektrycznym powinien być sprawdzony przez upoważnionego specjalistę przed pierwszym uruchomieniem, a następnie przynajmniej raz w roku. Zakres i sposób kontroli powinien być określony w instrukcji wydanej przez producenta w myśl ogólnych uznanych zasad techniki i odnośnych przepisów.
Napędy elektryczne powinny w szczególności spełniać wymagania norm:
. PN-EN 60335-1:2004 Elektryczny sprzęt do użytku domowego i podobnego. Bezpieczeństwo użytkowania. Część 1: Wymagania ogólne.
. PN-EN 60335-2-97:2002 (U) Bezpieczeństwo urządzeń elektrycznych gospodarstwa domowego i podobnych. Wymagania szczegółowe dla napędów żaluzji zwijanych.
Wytyczne projektowania
Usytuowanie markiz w otworach budynków należy tak zaprojektować, aby były spełnione wymogi wynikające z § 293 rozporządzenia Ministra Infrastruktury z dnia 12.04.2002 r. w sprawie warunków technicznych, jakim powinny odpowiadać budynki i ich usytuowanie, a mianowicie:
. elementy elewacji, jakimi są również markizy nie mogą stanowić uciążliwości oraz zagrożenia bezpieczeństwa dla użytkowników budynku i osób trzecich,
. ruchome osłony przeciwsłoneczne mogą być umieszczone co najmniej 2,4 m nad poziomem chodnika z pozostawieniem nie osłoniętego pasa ruchu od strony jezdni o szerokości co najmniej 1 m. Dotyczy to żaluzji odstających od elewacji budynku.
Markizy pionowe i fasadowe powinny być tak skonstruowane, aby pod działaniem wiatru, którego skutkiem jest ciśnienie dodatnie lub ujemne, nie nastąpiło:
. wypadnięcie listwy dolnej lub rury opadowej z prowadnic,
. pęknięcie (rozwłóknienie) tkaniny lub rozerwanie szwu, które pogorszyłyby lub uniemożliwiły wciąganie i rozciąganie,
. trwałe uszkodzenie listwy dolnej lub rury opadowej,
. zwiększenie sił operacyjnych (do obsługi markizy) poza granicę przewidzianą dla danej klasy wyrobów (wg PN-EN 13561:2005 (U)).
Jednocześnie wszystkie części i połączenia markizy powinny być zaprojektowane i wykonane w taki sposób, aby spełniały założenia i wymagania, były dostosowane do wielkości i masy kurtyny oraz powodowały, w miarę możliwości, minimalne tarcie w miejscach poślizgu.
Ponadto konstrukcja markiz powinna:
. umożliwiać równomierne i płynne przemieszczanie tkaniny kurtyny w prowadnicach,
. zabezpieczać kurtynę przed możliwością wypadnięcia z prowadnic,
. zapewniać kurtynie w całym obszarze ruchu możliwość zatrzymania się w dowolnym miejscu i pozostania w stanie stabilnym do czasu kolejnego przemieszczenia,
. uniemożliwiać uwolnienie się wału z łożyskowania,
. zapewnić, że siła jaką należy zastosować do obsługi markizy z napędem ręcznym nie przekroczy maksymalnej wartości siły operacyjnej w danej klasie.
Producenci markiz powinni podawać i z zasady podają w swych materiałach (instrukcje montażu, katalogi, Aprobaty Techniczne), do jakich prędkości wiatru konstrukcja żaluzji umożliwia prawidłowe działanie i użytkowanie.
Jest to przeważnie prędkość do 28 km/h tj. siła wiatru 4 w skali Beauforta. Przy wyższych prędkościach wiatru kurtyna markizy pionowej lub fasadowej powinna być podniesiona i zwinięta. Prędkość wiatru powinna być mierzona przez urządzenia kontrolne (wiatromierze), które należy umieścić w miejscu nieosłoniętym i odpowiednim do charakteru oraz położenia budynku.
Markizy, które nie są sterowane przez czujniki pomiaru prędkości wiatru powinny być zwinięte w okresie, gdy nie są pod kontrolą tzn. w nocy, w czasie nieobecności pracowników lub domowników itp.
Osłony przeciwsłoneczne
Wspomniana na początku publikacji norma terminologiczna określa osłonę przeciwsłoneczną jako wyrób umieszczony na zewnętrz, ustawiony pionowo, poziomo lub skośnie, który może być stały lub nastawny (ruchomy) i zapewnia jedynie zacienienie.
Osłony przeciwsłoneczne, zwane także łamaczami światła, składają się głównie z ramy i listew (lameli) oraz elementów mocujących do fasady budynku. Poszczególne części osłon powinny posiadać odblaskowe powierzchnie zewnętrzne w celu jak najmniejszej absorbcji energii słonecznej.
Powinny jednocześnie być cienkie i posiadać małą masę oraz być wykonane z materiałów dobrze przewodzących ciepło, aby szybko je przekazać do otaczającej atmosfery. Konstrukcja osłony powinna zapewniać skierowanie tego ciepła poza otwory okienne i ściany budynku, by w jak najmniejszym stopniu wpływało negatywnie na klimat pomieszczeń wewnętrznych i samopoczucie przebywających w nich użytkowników.
Konstrukcję najprostszej i najczęściej stosowanej osłony przeciwsłonecznej przedstawiono na rysunku 7.
Osłony przeciwsłoneczne, ze względu na usytuowanie dzielimy na:
. poziome – przedstawione na rysunku 8,
. ukośne – przedstawione na rysunku 9,
. pionowe – przedstawiono na rysunku 10.
Podstawowym parametrem osłon przeciwsłonecznych jest ich wysięg, który ustalany jest w oparciu o specjalne wykresy położenia słońca i ustalonego kąta zenitu, podawane przez producentów w swych katalogach. Jeżeli wysięg osłony jest za duży, to można ją podzielić na elementy i umieścić jeden nad drugim przed oknem lub ścianą, co jednak ogranicza widoczność. Należy także zwracać uwagę, aby światło nie mogło wpadać bezpośrednio pomiędzy poszczególnymi elementami. Szczególnie osłony poziome powinny być tak skonstruowane, aby pomiędzy listwami nie powstały szczeliny, przez które światło słoneczne przenikałoby do chronionego pomieszczenia. Ważny jest również odstęp pomiędzy ścianą a listwami osłony, który powinien być na tyle mały, aby okno było w pełni skutecznie zacienione, także przy wysokim położeniu słońca.
Ustawienie ukośne listew lub zastosowanie listew profilowanych prowadzi do zwiększenia hałasu wywołanego deszczem, w związku z większą powierzchnią narażoną na jego działanie, pozwala jednak na duże oszczędności materiałowe.
Osłony przeciwsłoneczne podzielić można także na stałe i ruchome.
Osłony przeciwsłoneczne stałe Ten rodzaj osłon przeciwsłonecznych charakteryzuje się zamontowanymi w ramie na stałe listwami. W związku z tym, że listwy są nieruchome, bardzo ważnym zagadnieniem jest określenie wysięgu osłony, kształtu listew oraz kąta ich zamocowania. Projektant powinien ponadto uwzględnić wystrój architektoniczny obiektu, powstały po zainstalowaniu osłon.
Na rysunku 11 przedstawiono przekrój typowej osłony przeciwsłonecznej stałej, przystosowanej do zamontowania w ścianie fasadowej aluminiowoszklanej. Osłony przeciwsłoneczne ruchome Rozwiązania ruchomych osłon, zarówno poziomych, pionowych jak i skośnych umożliwiają każdorazowo w zależności od położenia słońca odpowiednie ustawienie listew, gdy mogą być bardziej lub mniej przymknięte.
Osłony ruchome poziome powinny być montowane w pewnej odległości od ściany, ponieważ szczególnie przy skośnym ustawieniu, unoszące się nagrzane powietrze kierowane jest w kierunku ściany i przy otwartych oknach może dostawać się do wnętrza budynku.
Problem ten nie występuje przy osłonach ruchomych pionowych. Najkorzystniejszym rozwiązaniem jest stosowanie jednak osłon poziomych, przy których istnieje lepsza możliwość regulacji odbicia przenikającego światła.
Wielkość i odstęp osłony ruchomej określa najniższe położenie wpadających promieni słonecznych, przed którymi należy chronić użytkowników budynków. Stwierdzić jednak należy, że widoczność i naświetlenie wewnętrzne pomieszczeń budynków są przez osłony przeciwsłoneczne częściowo ograniczone.
Najskuteczniejszymi osłonami przeciwsłonecznymi, szczególnie dla ścian fasadowych aluminiowo-szklanych są osłony ruchome z nastawnymi listwami, składającymi się z pojedynczych lub łącznie obracanych listew przysłaniających. Główną zaletą jest fakt, że działanie przesłaniające można łatwo regulować.
Skala ich możliwości sięga od całkowitego przysłonięcia słońca przy zamkniętych listwach, poprzez różne pozycje wysokości i zmienne ustawienie listew w zależności od kąta padania promieni słonecznych. Na rysunku 12 przedstawiono przykładową osłonę przeciwsłoneczną ruchomą.
Ruch listew omawianego rodzaju osłon przeciwsłonecznych jest spowodowany poprzez systemy sterowania i regulacji, które pozwalają na precyzyjne ustawienie listew. Istnieją możliwości automatycznego ustawienia listew w zależności od czasu, daty, toru przemieszczania się słońca i intensywności nasłonecznienia, co powoduje optymalne, zależne od potrzeby zacienienie w każdej porze roku. Z punktu widzenia gospodarki energetycznej zaletą osłon przeciwsłonecznych ruchomych jest optymalne odcięcie dopływu ciepła latem, co powoduje zmniejszenie nakładów na chłodzenie w budynkach klimatyzowanych.
Precyzyjny przebieg regulacji polega na uwzględnieniu kąta zacienienia, który uzyskuje się na podstawie azymutu słońca i kąta wysokości położenia słońca. Automatyczna regulacja listew ustawia je zimą na „wpuszczenie słońca” w celu maksymalnego wykorzystania ciepła i ogrzania przestrzeni wewnętrznej budynku. Listwy na ścianach nie nasłonecznionych ustawiają się w położeniu umożliwiającym z kolei wykorzystanie naturalnego światła.
inż. Zbigniew Czajka
ITB Oddział Wielkopolski
Rys. 1. Markiza pionowa
1. Wieszak mocujący do stropu
2. Wieszak mocujący do ściany
3. Przegub korbowy
4. Skrzynka
5. Prowadnica linkowa
6. Pokrycie z tkaniny-kurtyna
7. Wspornik napinający
8. Prowadnica szynowa
9. Listwa dolna
10. Wspornik prowadnicy
11. Pokrywy boczne skrzynki
Rys. 2. Markizy fasadowe
1. Pokrywy boczne skrzynki
2. Wałek nawojowy
3. Kurtyna z tkaniny
4. Skrzynka
5. Prowadnice
6. Rura opadowa z rolkami
7. Wsporniki aluminiowe do mocowania prowadnic
8. Napęd korbowy z przekładnią
9. Złącze hermetyczne przy napędzie elektrycznym
Rys. 3. Markizoleta
1. Pokrywa boczna skrzynki
2. Wałek nawojowy
3. Kurtyna z tkaniny
4. Skrzynka
5. Osłona
6. Łożysko
7. Prowadnica szynowa
8. Rura kierująca
9. Rura opadowa
10. Ochrona krawędzi
11. Urządzenie wysięgnikowe
a) ramiona opadające
b) połączenie z prowadnicą
c) elementy kierujące
12. Zakończenie prowadnicy
13. Wsporniki dystansowe
14. Napęd (elektryczny lub ręczny)
15. Złącze hermetyczne przy napędzie elektrycznym
Rys. 4. Markizy pionowe grupowe
Tablica 1
Rys. 5. Wymiary montażowe dla markizy pionowej z prowadnicą linkową i napędem elektrycznym
Rys. 6. Wymiary montażowe markizy pionowej z prowadnicą szynową i napędem ręcznym (korbowym)
Tablica 2
Rys. 7. Pozioma osłona przeciwsłoneczna
1. Rama
2. Listwy
3. Ramię mocujące
4. Wspornik mocujący ramię
5. Wspornik mocujący ramę
6. Wysięg
Rys. 8. Osłona pozioma
Rys. 9. Osłona ukośna
Rys. 10. Osłona pionowa
Rys. 11. Osłona przeciwsłoneczna stała
Rys. 12. Podstawowe elementy pionowej osłony przeciwsłonecznej ruchomej
1. Listwa obrotowa
2. Kształtownik ramy
3. Zaślepka kształtownika
4. Zaślepka listwy
5. Cięgno
6. Wspornik listwy
7. Obejma cięgna
8. Kształtownik maskujący
9. Siłownik elektryczny
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Podwyżki cen nośników energii (gaz ziemny, olej opałowy, węgiel, energia elektryczna) zmuszają nas do szukania coraz to lepszych sposobów na obniżenie kosztów eksploatacyjnych mieszkań.

Budownictwo pasywne
Pierwszym sposobem obniżania kosztów eksploatacyjnych jest szukanie tańszych nośników energii (miał węglowy, biomasa). Przy wyborze takich surowców należy brać pod uwagę nie tylko cenę, ale również wpływ na środowisko naturalne. Spalanie surowców emituje do atmosfery szkodliwe gazy. Ale to nie jedyne kryterium ekologiczności - ważna jest również "zawartość" w surowcu tzw. energii pierwotnej, czyli energii, która nie jest możliwa do regeneracji. Wszystkie surowce kopalne (węgiel, ropa naftowa) zawierają bardzo dużo energii pierwotnej. Słoma, drewno, rośliny energetyczne posiadają jej bardzo mało (surowce odnawialne). Drugim sposobem na oszczędzanie, jest wznoszenie budynków, które będą zużywały jak najmniej energii cieplnej.
Bardzo dobrym przykładem są budynki pasywne, które zużywają osiem razy mniej energii cieplnej na ogrzewanie, niż konwencjonalne budynki. Budynek pasywny to taki, który wykorzystuje energię słoneczną do ogrzewania budynku.
Trzy podstawowe kryteria budynku pasywnego
. roczne zapotrzebowanie na energię cieplną do ogrzewania max: 15 kWh/(m2a) (a oznacza rok), czyli przeliczając wg wartości energetycznej gazu ziemnego: 1,5 m3 gazu na m2 powierzchni użytkowej na rok
. roczne zapotrzebowanie na energię pierwotną max: 120 kWh/(m2a) (każdy nośnik energii (gaz, energia elektryczna, drewno, itp.) jest przeliczony według konkretnego współczynnika energii nie nadającej się odnowić)
. szczelność budynku na przenikanie powietrza max: n50 ≤ 0,6/n
Wymagania dla okien przeznaczonych dla budynków pasywnych
Aby spełnić kryteria budynku pasywnego należy zastosować okna o specjalnych wymaganiach określonych przez Instytut Budownictwa Pasywnego w Darmstadt (Passivhaus Institut).
Okna takie muszą być:
. ciepłochronne, aby zmniejszyć straty ciepła (cechę tę określa współczynnik przenikania ciepła U W/(m2K))
. przepuszczać energię słoneczną do wnętrza domu – współczynnik g określa procentową przepuszczalność energii całkowitej
. inaczej zamontowane w murze lub ścianie lekkiej niż tradycyjne okna
Aby mieć pewność, że okno jest przeznaczone do budynku pasywnego, musi posiadać odpowiedni certyfikat.
Istnieją trzy grupy certyfikowanych produktów:
szyby, ramy oraz drzwi.
Wymagania dla szkła:
Wartość współczynnika przenikania ciepła dla szyby powinien być mniejszy lub równy:
Ug ≤ 0,8 W/(m2K) (kryterium komfortu cieplnego)
gdzie:
Ug – współczynnik przenikania ciepła dla szyby.
Zaleca się stosować szyby o współczynniku co najwyżej 0,7.
Wartość ta zapewnia jak najmniejsze straty ciepła oraz zapewnia odpowiedni komfort cieplny w pomieszczeniu (nawet bez potrzeby instalowania konwencjonalnych grzejników).
Dzięki wysokiej izolacyjności okna, nie ma potrzeby stosowania grzejników pod oknami – zapobiegały one (w zwykłych budynkach) „spływowi” zimnego powietrza w dół i uczucia zimnych stóp.
Aby zapewnić wykorzystanie energii słonecznej do efektywnego ogrzania pomieszczeń, należy spełnić kolejny warunek:
Ug – 1,6 W/(m2K) ˙ g < 0 (kryterium energetyczne)
gdzie:
Ug – współczynnik przenikania ciepła dla szyby
g – współczynnik przepuszczalności energii (zalecana wartość g > 50 %)
Kryterium te zapewnia zyski z energii słonecznej dla południowej, nie zacienionej fasady również zimą (listopad-luty). Straty ciepła przez szybę są mniejsze niż energia docierająca do pomieszczenia.
Wartość g można wyliczyć według normy EN 410
Wartość współczynnika przenikania ciepła dla szyby oblicza się wg EN 673. Według normy wynik obliczeń podawany jest do jednego miejsca po przecinku. Prowadzi to jednak do wysokiej niedokładności przy obliczaniu strat ciepła wynoszącej nawet 20%. W związku z tym zaleca się podawać wartość współczynnika do dwóch miejsc po przecinku.
Wymagania dla ramy
Wartość współczynnika U dla ramy Uf oraz wartość liniowego mostka cieplnego oblicza się wg EN 10077 przy pomocy dwuwymiarowego programu przepływu ciepła na podstawie rysunku przekroju ramy w skali 1:1 wraz z wbudowaną szybą ciepłochronną.
PHI wykonuje test sprawdzający otrzymane wartości. W testowaną ramę osadza się referencyjną potrójną szybę ciepłochronną o wartości współczynnika przenikania ciepła Ug = 0,7 W/(m2K). Warunki brzegowe dla badania: temperatura zewnętrzna -10oC, temperatura powietrza wewnętrznego 20oC, 1/αa = 0,04 m2K/W, 1/αa = 0,13 m2K/W. Wartości współczynników przewodzenia ciepła użytych materiałów są obliczane na podstawie DIN 4108 lub przejmowane z innych certyfikatów. Wartości współczynników przewodzenia ciepła dla przestrzeni międzyszybowej obliczane są wg EN 10077-2.
W badaniu mierzy się minimalne temperatury powierzchni ramy.
Następnie oblicza się współczynnik mostka termicznego montażu dla trzech podstawowych konstrukcji ścian – ściana murowana z ociepleniem, ściana szalunkowa oraz konstrukcja lekka, przy pomocy dwuwymiarowego programu do obliczania mostków termicznych. Oblicza się straty ciepła przez okno wbudowane w ścianę Qmontaż dla modelu o minimalnych wymiarach: 20 cm szyby, 100 cm ściany:
Ψmontaż = Qmontaż/ΔT – (Uściany ˙ Aściany + Ug ˙ Ag + Uf ˙ Af + lg ˙ Ψg)
gdzie:
Qmontaż – obliczone straty ciepła w symulacji komputerowej
ΔT – różnica temperatury zewnętrznej i wewnętrznej
Uściany – wartość współczynnika przenikania ciepła ściany
Aściany – powierzchnia ściany (aż do ramy okiennej wraz z łączeniem)
Ug – wartość współczynnika przenikania ciepła szyby
Ag – powierzchnia szyby
Uf - wartość współczynnika przenikania ciepła ramy okiennej
Af – powierzchnia ramy okiennej
lg – długość krawędzi szyby (zespolenia szyby tzw. ”ramka dystansowa”)
Ψg – współczynnik mostka termicznego zespolenia szyby
Nazwa „pasywny” pochodzi od sposobu wykorzystania energii słonecznej – nie są użyte żadne aktywne sposoby (urządzenia) do zamiany jej na jakąkolwiek inną formę ciepła.
Energia cieplna pochodząca od słońca wpada poprzez okna do wnętrza budynku.
Kolektory słoneczne nie są wcale niezbędne do funkcjonowania budynku pasywnego.
Pomagają one częściowo pokryć zapotrzebowanie na ciepłą wodę użytkową. Takie urządzenia można zastosować w każdym budynku.
Pasywne wykorzystanie energii słonecznej
Okna budynków pasywnych działają jak kolektory słoneczne – pasywnie uzyskana energia słoneczna ma najbardziej znaczący udział w wyrównaniu strat ciepła.
Celem nie jest jednak pozyskanie jak największej ilości energii słonecznej za każdą cenę – znacznie ważniejsze jest utrzymanie możliwie znikomego, pozostałego zapotrzebowania na energię cieplną.
W Europie Środkowej budynek, który w zimie wymaga w bardzo niewielkim już stopniu aktywnego dogrzewania, w okresie przejściowym i letnim nie wykazuje żadnego dalszego zużycia ciepła (niezależnie od przyjętego rozwiązania).
Powyższe dotyczy miesięcy od marca do listopada. Decydujące dla wielkości pozostałego zużycia są zatem miesiące zimowe, a więc grudzień, styczeń i luty.
W zrealizowanych i zamieszkanych domach pasywnych poza tymi miesiącami, żadne ogrzewanie już nie funkcjonuje.
Niestety w okresie środkowoeuropejskiej zimy zyski z energii słonecznej są niewielkie.
Sytuację utrudnia kolejny problem wynikający z warunków klimatycznych: w miesiącach o małym nasłonecznieniu występują niskie temperatury zewnętrzne.
W związku z powyższym straty ciepła są w tym okresie najwyższe. Nawet najlepsze transparentne przegrody mają wciąż wyraźnie wyższą przewodność cieplną w porównaniu z nieprzezroczystymi ścianami czy dachami. W budynku pasywnym średnim współczynnikiem przewodności cieplnej dla ściany jest UW=0,1 W/(m2K), dla szyby Ug=0,7 W/(m2K). Zwiększone powierzchnie okienne mające na celu pasywne wykorzystanie energii słonecznej prowadzą tym samym nieuchronnie do wyższych strat ciepła. Decydujący jest bilans cieplnych zysków słonecznych i dodatkowych strat ciepła i to w okresie pełni zimy.
Już tylko z powyższych rozważań wynikają wyraźnie zasady pasywnego wykorzystania energii słonecznej w budynkach pasywnych:
. konieczne jest utrzymanie strat ciepła, również przez powierzchnie przezroczyste, na jak najniższym poziomie: wymagane są przeszklenia wysokiej jakości gwarantujące przede wszystkim niską przewodność cieplną (niski współczynnik U), przy jednoczesnej wysokiej przenikalności energii słonecznej,
. pozostałe straty ciepła związane z oknem muszą być jak najniższe: mostki termiczne spowodowane łącznikami szyb zespolonych, ramami okiennymi itp. znacząco podwyższają straty ciepła,
. transparentne powierzchnie muszą umożliwiać zysk ciepła z energii słonecznej: powyższe oznacza odpowiednie zorientowanie okna (kierunek południowy jest w zimowych miesiącach idealny) oraz brak zacienienia.
Elementy zacieniające przed elewacją blokują dostęp słońca. Przeszklenie nie może w takim wypadku pełnić niezbędnej roli kolektora, przynosząc jedynie podwyższone straty ciepła.
W ostatnich 30 latach nastąpił szybki rozwój technologii przeszkleń (rys. 1):
. do 1980, w wielu częściach Europy Środkowej, stosowano pojedyncze szklenie okien o współczynniku przenikania ciepła U=5,8 W/(m2K). Zimą, po wewnętrznej stronie takich okien, często występowało oszronienie.
. od 1984 r. do 1995 r. stosowano powszechnie podwójne szklenie o wartości U≈3 W/(m2K). Dzięki temu zredukowano straty ciepła o połowę; nadal jednak dochodziło do kondensacji pary wodnej na wewnętrznej powierzchni szyby.
. od 1990 rozwija się rynek okien ciepłochronnych (2 szyby z warstwą redukującą przepływ ciepła, wypełnione argonem), które osiągnęły wartość U od 1,0 W/(m2K) do 1,6 W/(m2K).
Energooszczędne przeszklenia dwuszybowe nie są jednak wystarczające w budynku pasywnym: temperatura wewnętrznych powierzchni okna może spadać poniżej 14,5oC – powodując obniżające komfort cieplny pomieszczenia – różnice temperatur oraz w przypadku braku grzejnika pod oknem, ruch ochłodzonego przez okno powietrza.
. w budownictwie pasywnym stosuje się obecnie okna z potrójnym szkleniem, dwoma warstwami redukującymi przepływ ciepła, wypełnione argonem lub kryptonem (U od 0,6 do 0,8 W/(m2K). Temperatura wewnętrznych powierzchni okna jest zbliżona do temperatury powietrza w pomieszczeniu, tym samym sytuowanie grzejnika pod oknem stało się zbyteczne.
W Europie Środkowej okna spełniające powyższe warunki zorientowane na południe i o niewielkim zacienieniu nawet w okresie od grudnia do lutego przynoszą większe zyski ciepła pochodzącego z energii słonecznej niż straty.
Przedstawienie pozostałego zapotrzebowania na ciepło jako funkcji udziału powierzchni przeszklenia południowego pokazuje szczególnie wyraźnie wpływ zysków ciepła z energii słonecznej na bilans cieplny (rys. 2). Pokazany tu wykres został obliczony dla budynku pasywnego w Darmstadt Kranichstein przy pomocy dynamicznego modelu symulacyjnego DYNBIL. Porównanie z wynikami rzeczywistych pomiarów w w/w budynku potwierdza wiarygodność symulacji; w obliczeniach zostały nawet uwzględnione efekty zacienienia przez ramy okienne, zależność transmisji przez przeszklenie od kąta promieniowania, wpływ temperatury na przepływ ciepła. Grafika pokazuje wyraźnie, że w budynku pasywnym nie jest możliwe osiągnięcie zysków ciepła netto przy zastosowaniu zwykłego podwójnego szklenia. Nawet w idealnych warunkach zwykłe potrójne szklenie również nie redukuje zapotrzebowania na ciepło.
W przypadku powszechnie obecnie stosowanych w domach energooszczędnych okien z podwójnym szkleniem ciepłochronnym, przy ograniczonym udziale przeszklenia osiągalny jest już pewien zysk. Prawdziwe pasywne zyski energii słonecznej otrzymuje się jednak dopiero przy zastosowaniu przeszkleń wysokiej jakości jak np. trójszybowe przeszklenie ciepłochronne (zwane również „oknami dla budownictwa pasywnego”). Duże, zorientowane na południe, w większości nie zacienione okna tej jakości pozwalają na obniżenie wskaźników energetycznych jeszcze o połowę, w stosunku do doskonale ocieplonego budynku o przegrodach nieprzezroczystych.
Można wyraźnie zauważyć znaczący spadek możliwości wykorzystania energii słonecznej w przypadku udziału powierzchni okien na poziomie 40%, szybki początkowo wzrost oszczędności osiąga wówczas niemal stan nasycenia. Dodatkowe oszczędności energii w przypadku podwojenia udziału powierzchni okien z 40 do 80% są zupełnie nieznaczne (przyczyną są nadmierne również zimą, nieużyteczne nadwyżki ciepła z energii słonecznej prowadzące do przegrzewania pomieszczeń).
Wnioski są jednoznaczne: jakość jest wyraźnie ważniejsza niż wielkość przeszklenia (udział okien w powierzchni elewacji). Trzeba tu podkreślić, że domy pasywne nie muszą być bynajmniej za wszelką cenę wyposażone w duże, południowe okna.
Następująca tabela przedstawia przykładowe przeszklenia, które można stosować w budynkach pasywnych:
. okna przeznaczone dla budownictwa pasywnego dostarczają więcej energii słonecznej do pomieszczeń niż powodowane przez nie straty ciepła, nawet w okresie pełni środkowoeuropejskiej zimy,
. temperatura powierzchni okna jest zawsze na tyle wysoka, także w okresach chłodu, by nie dochodziło do odczuwalnego odbierania ciepła z pomieszczenia, ani do konwekcyjnego ruchu powietrza.
Zyski ciepła z energii słonecznej może zniweczyć niedopuszczalne podwyższenie strat ciepła spowodowane złymi ramami okiennymi lub mostkami termicznymi w rejonie okna. Standardowe ramy okienne charakteryzuje współczynnik przewodności cieplnej od 1,5 do 2 W/(m2K) (1 grupa). Utrata ciepła 1 m2 ramy jest więc ponad dwa razy większa niż przeszklenia odpowiedniego dla budynków pasywnych (0,7 W/(m2K)).
Dochodzi do tego znaczący mostek termiczny spowodowany ramką łączącą szyby. Aby zyski ciepła z energii słonecznej nie zostały natychmiast utracone w wyniku wyżej wspomnianych dodatkowych strat, trzeba zastosować ramy okienne o szczególnie wysokiej jakości termicznej. Rysunek 3 przedstawia porównanie dwóch okien.
Porównywane okna wykorzystują przeszklenia odpowiednie do budynków pasywnych (potrójne szklenie szkłem ciepłochronnym, wypełnione gazem szlachetnym). Lewe okno w którym zastosowano ramę standardową osiąga współczynnik przewodności cieplnej 1,09 W/(m2K), prawe okno, z ramą odpowiednią do budynków pasywnych osiąga współczynnik U dla okna poniżej 0,8 W/(m2K). Tego typu wysoko izolujące ramy są nowymi rozwiązaniami, których powstanie pobudziły doświadczenia z domu pasywnego Darmstadt Kranichstein. Sprawne, pasywne wykorzystanie zysków energii słonecznej jest możliwe jedynie przy zastosowaniu okien odpowiednich do budynków pasywnych.
Jakość budynku pasywnego wymaga ram okiennych, które po zamontowaniu szyb o współczynniku Ug=0,7 W/(m2K), umożliwią osiągnięcie wartości współczynnika U dla całego okna (EN 10077) mniejszej niż 0,8 W/(m2K). Bezpośrednim uzasadnieniem dla tych kryteriów są wymogi komfortu cieplnego. Projektując budynek należy zwrócić szczególną uwagę na zapewnienie możliwie wolnego od mostków termicznych sposobu zamontowania okna w ścianę zewnętrzną.
Efektywny współczynnik strat ciepła UW oblicza się w oparciu o EN 10077 (uwzględniając dodatkowo straty ciepła spowodowane mostkami termicznymi związanymi ze sposobem montażu okna) według wzoru:
UW,ef = (AgUg + AfUf + LgΨg + LMontażΨMontaż)/AW
gdzie, U - współczynnik przenikalności cieplnej, g (glass) przeszklenie, f (frame) rama okienna, W (window) okno, A (area) powierzchnia, Ψ współczynnik strat ciepła spowodowanych mostkami termicznymi i L długość mostka termicznego, (indeksy „g” krawędź szyby, „Montaż” sposób montażu okna).
Istnieje wiele różnorodnych, alternatywnych konstrukcji umożliwiających wykonanie spełniających powyższe wymogi ciepłochronnych profili ram:
. ramy z pianki poliuretanowej wzmocnione profilem ze stali, aluminium albo włókna szklanego
. profile ramowe wytłaczane z 2 lub 3 komorami powietrznymi po wewnętrznej i zewnętrznej stronie, z wewnętrznym wzmocnieniem l ramy wypełnione pianką poliuretanową z okładziną drewnianą, metalową albo z tworzywa sztucznego,
. ramy drewniane z wkładem z płyty pilśniowej miękkiej lub drewna balsy,
. ramy z substratu poliuretanowego.
Wszystkie powyższe rozwiązania mogą być wykonane przemysłowo na bazie powszechnie przyjętych procesów produkcyjnych. Ramy wymienione w punkcie drugim, można zgodnie z przyjętym postępowaniem wykonać zarówno na bazie okien z PCV, jak i przy użyciu alternatywnych materiałów na bazie poliolefinów. Dodatkowa izolacja termiczna tych ram powstaje dzięki wykonaniu dodatkowych komór powietrznych po wewnętrznej i zewnętrznej stronie.
Dzięki przykryciu zespolenia szybowego, problem mostka termicznego związany z tym elementem okna jest niemal całkowicie zniwelowany.
Pod względem termicznym słabym punktem przeszklenia jest zespolenie szybowe (ramka dystansowa łącząca szyby). Widać to wyraźnie gdy przeprowadzimy następujące porównanie: konwencjonalny element dystansowy łączący szyby przenosi przez swoje dwie 0,5 mm aluminiowe blachy na długości 1 m tyle samo ciepła, co powierzchnia niezakłóconego przeszklenia wielkości 15,5 m2. „Termiczne spięcie” w tym miejscu można zredukować, gdy w miejsce standardowej ramki dystansowej z aluminium zastosujemy zespolenie szybowe wydzielone termicznie. Na rynku materiałów budowlanych istnieje już wiele podobnych produktów.
Dalszą redukcję mostka termicznego w tym rejonie można osiągnąć stosując specjalną konstrukcję ramy: odpowiednia rama posiada obramowanie szyby podwyższone o 10 do 25 mm. Dzięki powyższemu „opakowaniu ramą” mostek termiczny związany z ramką dystansową zostaje zmniejszony. Zastosowanie zaizolowanego zespolenia oraz nachodzącej ramy zmniejsza współczynnik mostka termicznego związanego z zespoleniem szyb o 80% w stosunku do rozwiązania standardowego (ramka dystansowa z aluminium, bez dodatkowego pokrycia ramą).
W przypadku niekorzystnego sposobu montażu przeszklenie ciepłochronne trójszybowe z powszechnie stosowaną standardową ramą, montowane w ścianie zewnętrznej z pustaków wapiennopiaskowych grubości 17,5 cm, ocieplone 30 cm izolacją termiczną sytuowane jest tak, aby zewnętrzna powierzchnia ramy okna licowała się z zewnętrzną powierzchnią ściany murowanej. Dodatkowe przykrycie ramy okiennej izolacją cieplną wynosi tu 0 mm!
Taki sposób montażu okna jest bardzo niekorzystny, niestety możliwe jest i nadal jeszcze często spotykane umiejscowienie okna w ścianie w jeszcze mniej korzystny sposób (np. bliżej wewnętrznej krawędzi muru). Podczas gdy temperatura wewnętrznej powierzchni szkła, przy temperaturze zewnętrznej –15oC i braku innych przeszkód, wynosi około 16,8oC, temperatura powierzchni wewnętrznej szyby na listwie łączącej spada do 5,5oC. Typowe temperatury powierzchni ram (na wysokości ramki dystansowej, środka ramy i miejsca łączenia ze ścianą) wynoszą od 11,6 do 14oC i są znacząco niższe niż temperatury niezakłóconej powierzchni szkła. Już te niskie temperatury wskazują, że straty ciepła tego typu okien są znacznie wyższe niż można byłoby oczekiwać stosując szyb podobnej jakości. Istnieje duże ryzyko wystąpienia kondensacji pary wodnej na krawędzi szyb. Wynikający z powyższej sytuacji rzeczywisty współczynnik strat ciepła dla całego okna wartości 1,82 W/(m2K) (dla okna o wymiarach zewnętrznych 1230 mm wysokości i 1480 mm długości) wręcz rozczarowuje.
W przypadku jeszcze mniejszych szyb (poniżej 1,0x1,0 m) wartości U dla całego okna są wyższe niż 2 W/(m2K). W takiej sytuacji wysoka jakość potrójnego szklenia traci na znaczeniu.
Rysunek 5 pokazuje sposób montażu zastosowany już w 1991 r. w domach pasywnych w Darmstadt. Okna z potrójną szybą ciepłochronną zostały zamontowane na zewnątrz muru przy pomocy stalowego płaskownika lub kątownika, ewentualnie na konsoli z purenitu lub drewna. Dzięki temu okna są korzystnie usytuowane – wewnątrz 300 mm warstwy izolacji termicznej, która dodatkowo nachodzi (68 mm) na ramę okna. Wyniki są przekonujące; rzeczywisty współczynnik przenikania ciepła całego okna osiąga wartość poniżej 0,8 W/(m2K).
Swoboda kształtowania architektonicznego w zakresie przeszklenia polega także na możliwości częściowego zastosowania szklenia stałego. Możliwe jest całkowite zintegrowanie stałego okna z warstwą izolacyjną, szkło łączy się niemal bezpośrednio z nieprzezroczystą warstwą ocieplenia. straty ciepła związane z zamocowaniem szkła znacznie się obniżają i możliwe jest stosowanie jeszcze większych przezroczystych powierzchni. Architekt musi jednak mieć na uwadze, zapewnienie wystarczająco dużych otwieranych okien na każdej elewacji, umożliwiających kontakt z otoczeniem oraz celowe przewietrzanie latem.
Pasywne wykorzystanie energii słonecznej jest szczególnie potrzebne zimą. Porównując zyski ciepła z energii słonecznej w zależności od zorientowania powierzchni staje się jasne, że kierunek południowy zimą osiąga zdecydowanie lepsze rezultaty. Dodatkowo słońce zimą operuje nisko nad horyzontem, dzięki czemu przenikanie promieni słonecznych przez szybę odbywa się niemal prostopadle i przepływ energii jest bardzo korzystny. Mniej znany, ale równie ważny jest fakt, że latem przeszklenie zorientowane na południe jest także optymalne. Na naszej szerokości geograficznej w pełni lata słońce pojawia się na elewacji południowej stosunkowo późno, stoi wówczas bardzo wysoko – efektem jest wąskie pasmo promieni i niewielka ilość energii.
Dlatego też latem obciążenie słoneczne przeszkleń zorientowanych na południe jest niewielkie – nad warunkami termicznymi we wnętrzach można zapanować.
Duże przeszklenia zorientowane na wschód lub zachód są niekorzystne.
Nie tylko zyski ciepła zimą są małe, szkodliwe jest przede wszystkim bardzo duże obciążenie słoneczne latem, ponadto rozwiązanie zacienienia jest istotnie trudniejsze, niż w przypadku okien południowych. Północne okna nie mają powyższej wady, jednak zimowe zyski ciepła z energii słonecznej są bardzo małe, z tego właśnie powodu północne przeszklenia nie powinny być zbyt duże.
Podsumowując, najbardziej optymalne w budownictwie pasywnym są (nie przesadnie duże) okna południowe, mało zacienione, z potrójnym ciepłochronnym szkleniem i bardzo dobrze zaizolowaną ramą okienną charakteryzujące się jak najmniejszym udziałem powierzchni ramy w stosunku do powierzchni całego okna.
Poza rozwiązaniem przedstawionym powyżej atrakcyjne są także inne podejścia, które jednak wymagają w tym miejscu pewnych uwag:
. Ogrody zimowe stały się elementem niemal sztandarowym dla budownictwa ekologicznego. Doświadczenia z realizacji dużych ogrodów zimowych pokazują że, osiągalne oszczędności energii są w praktyce niewielkie; jednocześnie przeszklone przybudówki są bardzo kosztowne. Z tego też powodu ogrody zimowe budowane jedynie z uwagi na oszczędność energii są nieopłacalne.
. W przypadku gdy realizacja ogrodu zimowego wynika z innych względów należy przy projektowaniu wziąć pod uwagę następujące aspekty:
– unikać dużych przeszkleń zorientowanych na wschód czy zachód oraz przeszkleń o małym spadku (przegrzewanie latem!)
– przewidzieć możliwość zacienienia i wentylacji latem
– wziąć pod uwagę zacienianie właściwego budynku w okresie zimy; pasywne wykorzystanie energii słonecznej w budynku właściwym może być utrudnione
– jakość powłoki izolacyjnej budynku właściwego w obrębie ogrodu zimowego musi być wysoka (standard budynku pasywnego) ponieważ w ogrodzie zimowym mogą panować bardzo niskie temperatury (por. punkt ostatni)
– ogrody zimowe nie powinny być ogrzewane. W przeciwnym razie należy się liczyć z bardzo wysokim zużyciem energii cieplnej. Standard budownictwa pasywnego można osiągnąć jedynie stosując przeszklenia odpowiednie do budownictwa pasywnego z bardzo dobrze zaizolowanymi ramami. Obecnie dostępne jest już przeszklenie o konstrukcji słupowo- ryglowej spełniające powyższe wymogi.
. Izolacja transparentna, w przypadku stosowania bardzo dobrych systemów, może być alternatywą do przeszkleń. Przezroczysta izolacja termiczna musi zapewniać możliwość aktywnego, czasowego zacieniania. Absorber (masywna ściana za przezroczystą izolacją) musi mieć dużą masę (kumulacja ciepła). Obecne systemy transparentnej izolacji termicznej są znacznie droższe niż wysokiej jakości okna.
. Kolektory słoneczne mogą być wkomponowane w nie zacienioną fasadę południową. Zintegrowany z fasadą kolektor obok aktywnego wykorzystania energii słonecznej ogranicza straty ciepła. Generalnie kolektory są nadal znacznie droższe niż pasywne elementy słoneczne czy zwykła nieprzezroczysta izolacja cieplna. W przypadku zastosowania kolektorów powietrznych, konieczne jest zapewnienie szczelności zarówno budynku jak i systemu kolektorów.
. Interesujące może być również celowe ukształtowanie powierzchni w otoczeniu budynku; np. pożądane odbicia promieni słonecznych oraz światła rozproszonego przez budowle sąsiadujące wprost w okna elewacji północnej. Takie techniki są dość niekonwencjonalne, ale bardzo obiecujące.
Günter Schlagowski
Polski Instytut Budownictwa Pasywnego
Ilustracje: Instytut Budownictwa Pasywnego, Darmstadt
Rys. 1. Rozwój przeszkleń doprowadził do coraz mniejszych strat ciepła i coraz wyższego komfortu cieplnego. Podane wartości temperatur wewnętrznej powierzchni okna przy temperaturze wewnętrznej 20°C i zewnętrznej –10°C
Rys. 2. Zależność pozostałego zapotrzebowania na energię cieplną od wielkości przeszkleń w elewacji południowej (przykład z domu pasywnego w Darmstadt Kranichstein). 3-WSK: trójszybowe szklenie ciepłochronne, 2-WS: normalne dwuszybowe szklenie ciepłochronne, 3-Iso: potrójne szkło izolacyjne bez dodatkowej powłoki, 2-Iso: podwójne szkło izolacyjne
Rys. 3. Schematyczne porównanie: okna dla budownictwa pasywnego w standardowej ramie drewnianej (z lewej) osiągające wartość Uokna=1,09 W/(m2K). Zastosowanie specjalnej wysokoizolującej ramy dla budownictwa pasywnego (po prawej) pozwala osiągnąć wartość Uokna poniżej 0,8 W/(m2K)
Rys. 4. Ramy okienne dla budownictwa pasywnego; następuje nieustanny ich rozwój. Wysoko efektywna technologia budowlana powstała specjalnie dla budownictwa pasywnego
Rys. 5. Zaizolowana rama okienna, sposób montażu w warstwie izolacji cieplnej oraz przebieg izoterm
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Der Neue Wall to jedna z najbardziej ekskluzywnych ulic zakupowych Hamburga. Aby ją jeszcze bardziej uatrakcyjnić, opracowano plan zagospodarowania pobliskiej części miasta. Jednym z ciekawszych obiektów jest budynek o jedynej w swoim rodzaju, nigdzie dotąd nie stosowanej, szklanej fasadzie o strukturze łuskowej.

Fot. 1. Do zamocowania lameli szklanych użyto 10 000 sztuk kotew o przekroju wrębnym
Architekci firmy Kleffel Köhnholdt Papy Warncke stworzyli na zamówienie firmy RIPA, dzięki wsparciu firmy BC&H Projektmanagement prawdziwe zjawisko w pełnym tego słowa znaczeniu. Galerie sklepowe, w narożnym budynku o długości 40 m i szerokości 13 m obłożone zostały czarnym kamieniem, natomiast frontony sześciu pięter przeznaczonych na biura, mają fasadę łuskową ze szklanych lameli. Lamele szklane mocowane są za pomocą frezowanych kotew o przekroju wrębnym. Technologia frezowania umożliwia stosowanie coraz bardziej popularnych w ostatnim czasie rozwiązań o jak najmniej widocznych mocowaniach. Fischer, firma specjalizująca się w zakresie mocowań, opracowała wspornik punktowy szkła do zabudowy fasadowej i wewnętrznej, który jest osadzany w otworze nieprzechodzącym przez szkło na wylot. Powierzchnia zewnętrzna szkła jest nienaruszona, dzięki czemu nie powstają problemy związane z zabrudzeniem i uszczelnieniem na styku szkło-metal. Wspornik punktowy składa się z trzpienia stożkowego, tulejki rozprężnej, kapturka z tworzywa sztucznego, krążka z tworzywa sztucznego oraz nakrętki sześciokątnej. Trzpień jest okryty kapturkiem z tworzywa sztucznego. Mocuje on kotwę elastycznie we frezowanym w szkle otworze, uniemożliwia stykanie się stali ze szkłem i zmniejsza widoczność kotwy w szkle poprzez odpowiednio dobrany kolor.
Fot. 2. Wspornik punktowy składa się z trzpienia stożkowego, tulejki rozprężnej, kapturka z tworzywa sztucznego, krążka z tworzywa sztucznego oraz nakrętki sześciokątnej
Perspektywy konstrukcji szklanych
Frezowane zakotwienia już od wielu lat znalazły swoje zastosowanie w budownictwie konstruktywnym. Od pierwszego dopuszczenia budowlanego w roku 1983 technologia takich zakotwień jest wciąż rozwijana dla materiałów używanych w konstrukcjach szkieletowo-płytowych, jak ceramika, elementy włókno-cementowe, HPL, kamień, ale także i szkło. Fischer, firma specjalizująca się w systemach mocowań, opiera się obecnie na ogólnym dopuszczeniu budowlanym dla podcinanego wspornika punktowego.
Subtelne oświetlenie fasady
Przy montażu tulejka rozprężna naciągana jest na trzpień stożkowy. W efekcie element rozporowy wypełnia frezowany otwór o wypukłej ściance i tworzy złącze kształtowe. Działanie siły na szkło rozpoczyna się po rozprężeniu nałożonej tulejki poprzez nakrętkę i podkładkę. Aby zapobiec perforacji elementu szklanego, podstawa kotwy nie styka się z nim. Podczas rozciągania powierzchni tafli szklanej przy jej zginaniu, obciążenie (wzdłużne) przenoszone jest na szkło za pomocą wypukłej ścianki wyfrezowanego w szkle otworu. Obciążenia poprzeczne pochodzące od wkręconej kotwy przenoszone są na szkło także poprzez wypukłą ściankę wyfrezowanego w szkle otworu, za pośrednictwem podkładki. Nośność była bardzo dokładnie sprawdzana za pomocą badań eksperymentalnych i obliczeń statycznych.
W przypadku obiektu w Hamburgu powierzchnia fasady ma 136 okien. Zintegrowana technika oświetlenia LED daje fasadzie dyskretne oświetlenie. Już na początku fazy projektowania specjaliści ds. fasad z firmy Fischer zostali włączeni w proces planowania fasady łuskowej.
Firmy Fischer Advanced Curtain Wall Technique (ACT) w porozumieniu z Gefa-Plan (projektowanie fasad) i POP, jak również z generalnym wykonawcą fasady, Metallbau Hansen, wypracowały rozwiązanie całościowe. Użycie standaryzowanych komponentów w konstrukcji bazowej, jak również duży stopień obróbki wstępnej konstrukcji bazowej obniżyły koszty zarówno w fazie projektowania, jak i montażu.
Do zamocowania lameli zostały użyte kotwy frezowane „Glas FZP-G” firmy Fischer.

Fot. 3. Subtelne oświetlenie fasady z wykorzystaniem technologii LED w elementach okien
Utrzymanie przejrzystości
Lamele szklane o wymiarach 1,20x0,33 m łączą się między elementami okien w jedną powierzchnię wielkości 675 m2. Elementy ze szkła bezpiecznego (Hero-Glas) grubości 8/10 mm mocowane są za pomocą 10 000 kotew systemu FZP-G na konstrukcji nośnej „System one light”. Koncepcja mocowania została potwierdzona poprzez zezwolenie dla rozwiązania indywidualnego.
Szyba zewnętrzna o grubości 8 mm ze szkła hartowanego jest połączona z warstwą białego laminowania oraz hartowaną szybą wewnętrzną o grubości 10 mm. W górne punkty mocowania włożona jest kotwa „FZP 13x16,5 M6/9 G” wpuszczona na głębokość 5 mm w szybę zewnętrzną. Według informacji producenta ta metoda mocowania gwarantuje bezpieczeństwo w przypadku oporu wiatru a w przypadku uszkodzenia laminowania gwarantowany jest również udźwig szyby zewnętrznej. Powstała na skutek cylindrycznego frezowania szczelina pierścieniowa w szkle wewnętrznym, po obsadzeniu kotwy wypełniana jest zaprawą z żywicy syntetycznej „Injections-System FIS V”.
W dolne punkty mocowania zamontowano kotwę „FZP15x6M8/9G” na głębokość 6 mm w szybę wewnętrzną. „Mocowanie punktowe Zykon dla szkła FZP-G” firmy Fischer jest dalszym opracowaniem rozwiązania „kotwa płytowa Zykon FZP”, które sprawdziło się w przypadku mocowania płyt fasadowych z kamienia naturalnego, sztucznego i ceramiki. Ze względu na fakt, że lamele szklane zachodzą na siebie, górne punkty mocujące są niewidoczne.
Biała laminacja między szybami sprawia, że dolne punkty mocowań są również niewidoczne. Odpowiednie rozmieszczenie konstrukcji nośnej umożliwia montaż lameli pod kątem 6,5o. Konstrukcja nośna została dostarczona w modułach wielkości 2,50x1,20 m i połączona wstępnie zamontowanymi uchwytami mocującymi do ścian. Uchwyty mocujące do ścian zostały zamocowane za pomocą 6000 kołków „SXS 10” ze stali szlachetnej A4. Kołek Fischera „SXS 10” jest pierwszym kołkiem z tworzywa sztucznego, który otrzymał indywidualne dopuszczenie dla zastosowania w popękanym betonie.
Komputerowo wykonany otwór Frezowane mocowania punktowe mogą być bez problemu pod względem konstrukcyjnym łączone z odpowiednimi wspornikami, ramami czy też systemami nośnych konstrukcji szynowych. W przypadku rozwiązania „Star Solution” firmy Fischer, które kształtem przypomina gwiazdę, wspornik punktowy jest połączony z konstrukcją nośną. Wsporniki można ustawiać za pomocą śrub regulacyjnych a szyby można dodatkowo przesuwać w poziomie.
W ten sposób można ustawiać tolerancje i uwzględniać wydłużenia termiczne bez powodowania zakleszczenia. Frezowanie otworu następuje w jednej operacji roboczej za pomocą sterowanego komputerowo urządzenia opracowanego przez firmę Fischer. W niehartownym szkle za pomocą narzędzia diamentowego wykonywany jest otwór cylindryczny i koronka rdzeniowa oraz wypukły profil ścianki otworu w szkle.
Jako druga operacja robocza wykonywane jest hartowanie termiczne szyb. W tym celu szyba jest nagrzewana a następnie w sposób kontrolowany ochładzana. Szkło zmienia wówczas swoje właściwości i nie może być już później poddawane dalszej obróbce.
Dopiero w szkle poddanym hartowaniu termicznemu montowane są wsporniki punktowe. Kotwy są wstępnie montowane przez producenta lub wykonawcę za pomocą urządzeń do obsadzania, z zachowaniem kontroli momentu obrotowego.
Wsporniki punktowe do szkła mogą być obsadzane w szkle bezpiecznym hartowanym, wzmacnianym termicznie (tzw. półhartowanie) oraz w bezpiecznym szkle klejonym (VSG) wykonanym ze szkła hartowanego (ESG) lub półhartowanego (TVG), przy grubości szkła od 8 mm. Głębokość osadzenia wspornika punktowego wynosi, w zależności od grubości szkła, do 7 mm.
Maksymalną przezroczystość powierzchni szklanej można uzyskać poprzez wykonanie małych punktów mocujących (o średnicy 18 mm) i niewielkie odległości brzegowe.
Fot. 4. Kotwy frezowane jako „niewidoczne” wsporniki
Glaswelt 11/05
patrz też:
- Szkło mocowane mechanicznie Część 1 , Robert Sienkiewicz, Świat Szkła 4/2010
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
Jedną z głównych wytycznych projektowych prezentowanego salonu samochodowego, którego realizację ukończono w 2003 roku, było stworzenie optymalnych warunków służących prezentacji samochodów. Równocześnie przyjęto zasadę ukształtowania bryły obiektu w taki sposób, aby jej dynamiczny charakter formalnie odpowiadał charakterowi oferowanego w niej do sprzedaży produktu oraz harmonizował z wysokim stopniem jego zaawansowania technologicznego.

Postulat ten spełniła także konstrukcja głównej sali ekspozycyjnej obiektu o powierzchni 455 m2, której część zasadniczą stanowi szereg stalowych ram o rozpiętościach od 16 do 18 m. Ramy stabilizowane są elementami ściskanymi rurowymi o średnicy 250 mm oraz rozciąganymi o średnicy 63 mm. Przeszklona obudowa frontowej, północnej fasady sali ekspozycyjnej z profili aluminiowych w systemie Reynaers CW50, przechodząca płynnie w formę przeszklonego dachu, pozwoliła uzyskać równomierne oświetlenie ze wszystkich stron światłem naturalnym części ekspozycyjnej obiektu. Zastosowano szklenie zestawem szklanym jednokomorowym o U=1,1 W/m2K z szybą zewnętrzną hartowaną oraz wewnętrzną laminowaną. Uzupełnienie przeszkleń sali sprzedaży stanowią ciągłe pasma świetlików, rytmicznie rozmieszczonych w części stropodachu, w polach pomiędzy stalowymi ramami oraz przeszklone częściowo ściany wschodnia i zachodnia. Zastosowano w nich zewnętrzne szyby Antisol w kolorze popielatym.
Znaczne pochylenie elewacji północnej dodaje budynkowi ekspresji a zarazem umożliwia obserwatorowi znajdującemu się na zewnątrz budynku swobodny wgląd do jego wnętrza, czemu sprzyja zastosowane szkło bezbarwne. Staranne opracowanie elementów konstrukcji stalowej sprawiło, że stały się one ważnymi detalami architektonicznymi oraz elementami aranżacji głównego wnętrza obiektu. System oświetlenia sztucznego składa się z reflektorów skierowanych na miejsca zajmowane przez samochody oraz dających ogólne oświetlenie sali głównej cienkich segmentów rurowych oświetleniowych o formie zbliżonej do prętów stalowych, jakie zastosowano w konstrukcji sali. Tak przyjęte rozwiązanie sprawiło, że wprowadzone linie świetlne w pobliżu prętów konstrukcji nośnej i w zbliżonym do nich rozstawie „rozbudowały” układ konstrukcyjny sali.
Pochyłe fragmenty przeszklonego dachu uzupełnione zostały o aluminiowe, profilowane lamele przeciwsłoneczne Unisun S, które wprowadzono w celu ograniczenia nadmiernej penetracji światła słonecznego, zwłaszcza latem w godzinach popołudniowych. Forma osłon przeciwsłonecznych oraz ich rytm widoczny na tle szklanych tafli wzbogaca bryłę budynku i jest jednym z elementów kompozycyjnych. Częściowo przeszklona kalenica dachu, zapewniając odpowiednie oświetlenie wnętrza, stwarza złudzenie „otwieranego” dachu i równocześnie zapewnia dodatkową możliwość wentylacji za pośrednictwem siłowników elektrycznych, uchylających fragmenty przeszklenia dachowego. Dodatkowym środkiem służącym maksymalnemu wyeksponowaniu samochodów umieszczonych w tej rozbudowanej witrynie było podniesienie poziomu sali sprzedaży względem poziomu podjazdu o blisko 1 m.
Frontowa, szklana część obiektu, jako najbardziej reprezentacyjna, różni się znacznie od pozostałej części budynku, złożonej z hali serwisowej oraz pomieszczeń technicznych. Słupoworyglowa konstrukcja stalowa ścian zewnętrznych, osłonięta płytami warstwowymi z rdzeniem z wełny mineralnej, nadaje tej części znacznie skromniejszy charakter. Dynamikę frontowej, szklanej bryły i jej rolę jako dominującego formalnie elementu budynku podkreśla także jej styk z płaszczyzną ściany części serwisowej, pozornie przypadkowy i nonszalancko rozdzielający obydwa zróżnicowane funkcjonalnie komponenty obiektu.
Elementami integrującymi obydwie części salonu są efektowne konstrukcje stalowe, obudowane profilami aluminiowymi, umieszczone przed drzwiami wejściowymi do budynku. Te rozbudowane zadaszenia uzyskały formy przestrzennych, przeszklonych tuneli. Ich ekspresyjne formy zapewniają z jednej strony odpowiednie funkcjonowanie, ale także stanowią intrygującą zapowiedź wnętrza, do którego prowadzą, pozostając w tej samej stylistyce. Przejście jednym z tych wąskich tuneli, będącym głównym wejściem budynku (co podkreśla wkomponowany w bryle systemowy firmowy portal zawierający logo Renault) do sali ekspozycyjnej, dodaje tej ostatniej dodatkowych walorów przestrzennych. Sala główna wydaje się przy tym zdecydowanie bardziej przestronna niż sugerowałaby to zwarta bryła obiektu obserwowanego z zewnątrz.
Z sali wystawowej, do której bezpośrednio przylegają punkty obsługi klienta, prowadzi otwarta klatka schodowa na antresole, gdzie znajdują się pozostałe pomieszczenia administracyjne oraz dodatkowe punkty sprzedaży. Wewnętrzne okna pokoi biurowych zapewniają ich kontakt wizualny z salą główną salonu. Światło dzienne do tych pomieszczeń doprowadzają ponadto indywidualnie zaprojektowane świetliki dachowe z pionowymi płaszczyznami przeszklonymi od strony północnej. Do wykończenia ściany szkieletowej antresoli od strony sali głównej zastosowano listwy aluminiowe, mocowane na ruszcie z profili stalowych przy znacznym pochyleniu w kierunku sali sprzedaży. Takie rozwiązanie dodało dynamiki wnętrzu, pozostając w harmonii z przyjętą stylistyką obiektu. Ściana antresoli, stanowiąc tło dla eksponowanych samochodów, przy uruchomieniu sztucznego oświetlenia wzbogaca wnętrze i rozświetla je dodatkowo refleksami świetlnymi.
Podziemna część budynku, poza pomieszczeniami technicznymi oraz sanitarnymi, niemal w całości przeznaczona została na magazyn dla około czterdziestu samochodów. Obszerny program funkcjonalny obiektu sprawił, że niewielka powierzchniowo działka została w maksymalnym stopniu przeznaczona pod zabudowę. Pomimo to zapewniono podstawową ilość miejsc parkingowych wokół budynku, jak również właściwą komunikację, w zgodzie z wymaganiami stawianymi przez odpowiednie służby, w tym w zakresie zgodności z wymaganiami przeciwpożarowymi. Budynek od strony północnej, a zatem bezpośrednio przed głównym przestrzennym oknem wystawowym, zyskał niewielki plac wykończony kostką betonową o rożnych odcieniach szarości, pozwalających na stworzenie geometryczego wzoru. Przestrzeń ta umożliwia swobodny wgląd do wnętrza obiektu i obejrzenia aktualnej ekspozycji.
Zastosowana kolorystyka materiałów, głównie dominujący w obiekcie kolor biały, w całości narzucona została przez inwestora. Jako zgodna ze standardami firmowymi nie podlegała w najmniejszym zakresie modyfikacjom czy adaptacjom.
prof. dr hab. inż. arch. Wacław Celadyn
mgr inż. arch. Magdalena Celadyn
| Salon samochodowy Renault, Kraków, Al. Pokoju 63 Architektura: Wacław Celadyn (główny projektant), Magdalena Celadyn Architektura wnętrz: Wacław Celadyn (główny projektant), Magdalena Celadyn Konstrukcja: Aleksander Tyczynski Generalny wykonawca: PI-M „KZ” Miedary Inwestor: Renault Antoni Łyko Sp.z o.o., Kraków Powierzchnia terenu: 2909 m2 Powierzchnia zabudowy: 1230 m2 Powierzchnia użytkowa: 2480 m2 Powierzchnia całkowita: 2693 m2 Kubatura: 11600 m3 Projekt: 1999 Realizacja: 2003 |
więcej informacji: Świat Szkła 2/2006
- Szczegóły
- Kategoria: Wydanie 2/2006
 | Świat Szkła: miesięcznik dla profesjonalistów z branży szklarskiej i okiennej, wydawany od 1996 roku. |






















