







Wydanie 6/2010
- Szczegóły
- Kategoria: Wydanie 6/2010
Norma PN-EN 14351-1 pt: Okna i drzwi - Norma wyrobu, właściwości eksploatacyjne - Część 1: Okna i drzwi zewnętrzne bez właściwości dotyczących odporności ogniowej i/lub dymoszczelności podaje 22 właściwości charakteryzujące wyroby stolarki okiennej.
Spośród nich poniżej zostaną omówione dwie właściwości szczególne, którymi charakteryzują się przegrody i zamknięcia, tj: „Kuloodporność“ i „Odporność na wybuch”.
Wyroby kuloodporne scharakteryzowane są w następujących normach:
- PN-EN 1522 Okna, drzwi, żaluzje i zasłony. Kuloodporność. Wymagania i klasyfikacja,
- PN-EN 1523 Okna, drzwi, żaluzje i zasłony. Kuloodporność. Metody badań,
-PN-EN 1063 Szyby. Kuloodporność. Wymagania i klasyfikacja. Metody badań.
Wyroby odporne na wybuch scharakteryzowane są w następujących normach:
- PN-EN 13123-1 Okna, drzwi i żaluzje. Odporność na wybuch. Wymagania i klasyfikacja. Część 1: Rura uderzeniowa,
- PN-EN 13124-1 Okna, drzwi i żaluzje. Odporność na wybuch. Metoda badania. Część 1: Rura uderzeniowa,
- PN-EN 13123-2 Okna, drzwi i żaluzje. Odporność na wybuch. Wymagania i klasyfikacja. Część 2: Próba poligonowa,
- PN-EN 13124-2 Okna, drzwi i żaluzje. Odporność na wybuch. Metoda badania. Część 2: Próba poligonowa,
- PN-EN 13541 Szkło w budownictwie. Bezpieczne oszklenia. Badanie i klasyfikacja odporności na siłę eksplozji.
Powyższe normy mają zastosowanie przy ataku strzelaniem, z użyciem ręcznej broni palnej, w tym z karabinów i broni myśliwskiej, do okien, drzwi, żaluzji i zasłon, szyb, łącznie z ich ramami i wypełnieniami, użytkowane wewnątrz i na zewnątrz budynków oraz przy ataku z użyciem materiałów wybuchowych wytwarzających odpowiednią falę detonacyjną, gwarantującą odpowiedni impuls uderzenia. Impuls ten związany jest z ewentualną siłą ekspolzji lub siłą podmuchu, wywołaną warunkami pogodowymi.
W celu dokonania klasyfikacji w zakresie kuloodporności i odporności na wybuch, żaluzje i zasłony powinny być badane oddzielnie, a nie łącznie z oknami i drzwiami.
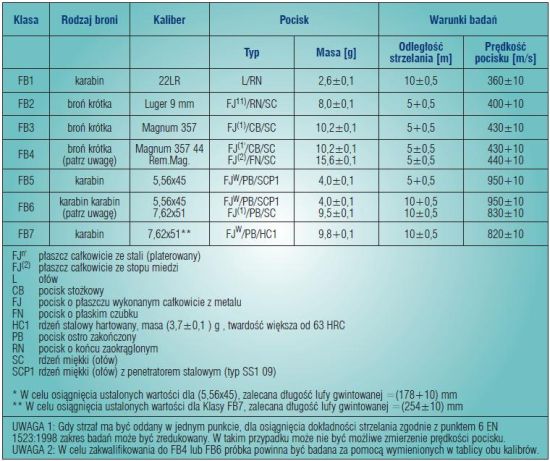
Tabela 3. Klasyfikacja i wymagania dla badań z użyciem z broni palnej krótkiej i karabinowej wg PN-EN 1522
Wyroby kuloodporne
Norma PN-EN 1522 dotyczy tylko postępowania w odniesieniu do ram okien, drzwi, żaluzji i zasłon, ich wypełnień i połączeń między wypełnieniami i ramami.
Norma PN-EN 1523 określa procedurę badawczą pozwalającą na klasyfikację kuloodporności okien, drzwi, żaluzji i zasłon (wraz z ich wypełnieniami).
Jeżeli na okna i drzwi działają specyficzne warunki klimatyczne, muszą być one poddane specyficznym warunkom badań.
Norma PN-EN 1523 nie ma zastosowania do badań wypełnień ze szkła. W odniesieniu do badania wypełnień szklanych przywołuje się PN-EN 1063. Nie podaje też żadnych informacji o zachowaniu się ramy poddanej innym typom naprężeń. Nie daje również informacji o kuloodporności połączeń między ramą a ścianą, lub innymi otaczającymi elementami.
Natomiast zaleca się, aby wszystkie połączenia między ścianą a drzwiami, oknem, żaluzją lub zasłoną miały co najmniej taka samą kuloodporność jaką mają drzwi, okna, żaluzje lub zasłony.
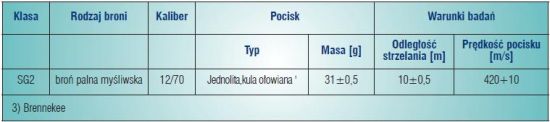
Tabela 4. Klasyfikacja i wymagania przy badaniu z użyciem broni myśliwskiej wg PN-EN 1522
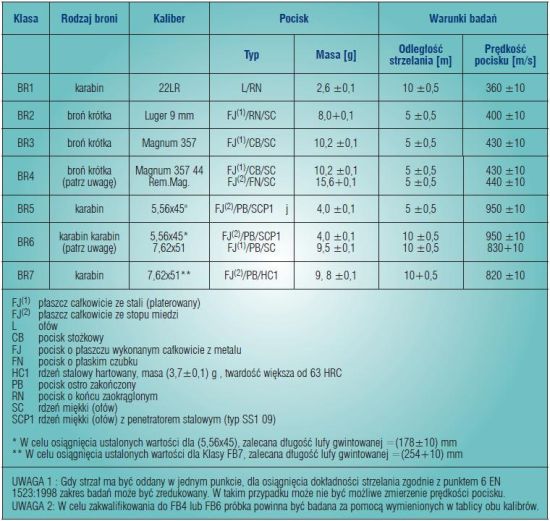
Tabela 5. Klasyfikacja i wymagania dla badań z użyciem z broni palnej krótkiej i karabinowej wg PN-EN 1063
Tabela 6. Klasyfikacja i wymagania przy badaniu z użyciem broni myśliwskiej wg PN-EN 1063
Klasyfikacja wyrobów kuloodpornych
Klasyfikacja wyrobów kuloodpornych jest formą umowną i odnosi się do wybranych rodzajów broni oraz amunicji do niej stosowanej. Obecnie wyroby klasyfikuje się w oparciu o wymagania zawarte w normie PN-EN 1522 dla okien, drzwi, żaluzji i zasłon oraz w normie PN-EN 1063 dla szyb. Klasyfikacje te zawarte są w poniższych tabelach:
Klasy FB1 do FB7 z tabeli 3 lub klasy BR1 do BR7 z tabeli 5 podane są w kolejności wzrastającej odporności na perforację. Klasa FB1 lub BR1 oznacza najniższą kuloodporność, a klasa FB7 lub BR7 – najwyższą kuloodporność. Np.: FB4 lub BR4 spełnia jednocześnie wymagania FB3, FB2, FB1 lub BR3, BR2, BR1 i tam, gdzie jest to konieczne, jednostka przeprowadzająca badania przeprowadza dodatkowe badania w zakresie klas niższych dla potwierdzenia tego. Próbki, które nie spełniają wymagań Klasy FB1 lub BR1 nie mogą być określane jako kuloodporne.
Wyniki badań powinny być klasyfikowane przez dodanie przyrostka „S” lub „NS” w zależności od tego, czy występują lub czy nie występują odpryski.
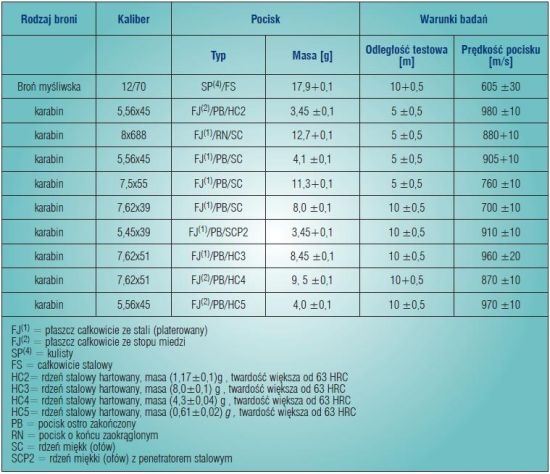
Tabela 7. Klasy szyb stosowane w wyrobach

Tabela 8. Klasyfikacja i wymagania kuloodporności przy strzelaniu z broni palnej krótkiej i karabinowej
Przykład: FB1(S) lub BR1(S), FB1(NS) lub BR1(NS), itd.
Wszelkie wypełnienia szklane w wyrobach powinny być wykonane ze szkła kuloodpornego przyporządkowanego odpowiedniej klasie PN-EN 1063 zgodnie z tabelami 5 i 6. Wyroby mogą zawierać szkło odpowiedniej lub wyższej klasy, musi to być uwzględnione w składanej deklaracji.
Po przeprowadzeniu badań zgodnie z PN-EN 1523, skrzydła drzwiowe i/lub jakiekolwiek otwieralne skrzydła okienne, żaluzje i zasłony powinny pozostać w położeniu zamkniętym, niezależnie od tego, czy mechanizmy otwierające są jeszcze zdolne do działania i nie powinno być możliwe uzyskanie dostępu od strony atakowanej do żadnego elementu tego mechanizmu, pozostającego w stanie zdolności do funkcjonowania. Podczas badań nie jest wymagane zachowanie innych właściwości, takich jak przepuszczalność powietrza, wodoszczelność, odporność na napór wiatru itp.
Odporność na perforację przy strzelaniu z broni z zastosowaniem amunicji wymienionej w tabelach 3, 4, 5 i 6 powinna być klasyfikowana z uwzględnieniem występowania lub nie odprysków.
W celu uzyskania danej klasy kuloodporności, próbka podczas badań zgodnie z PN-EN 1523 lub PN-EN 1063, przy użyciu amunicji właściwej dla tej klasy, jaką podano w tabelach 3, 4 ,5 i 6 nie powinna wykazywać żadnej perforacji.
W celu uzyskania klas FB4 (BR4) lub FB6 (BR6) próbki powinny być badane przy użyciu amunicji obu wskazanych kalibrów.
W tabelach 3, 4 ,5 i 6 przedstawiona jest najbardziej powszechnie używana amunicja dostępna na rynku europejskim. Z tego względu do badań zostały stworzone podstawy klasyfikacji kuloodporności a w normie europejskiej zostały wybrane typy i kalibry amunicji.
Poszczególne kraje mogą być zagrożone użyciem amunicji innych typów i kalibrów i z tego względu mogą wymagać przeprowadzenia badań inną amunicją niż podaną w powyższych tabelach (np. tabela 1). W tabeli 8 zestawiono niektóre typy i kalibry takiej amunicji wraz z kryteriami interpretowania wyników badań.
Każde z badań powinno być przeprowadzone zgodnie z PN-EN 1523 lub PN-EN 1063, lecz nie jest dozwolona klasyfikacja według norm europejskich. Zaleca się, aby porównywać wyniki takich badań z klasami odporności od FB1 (BR1) do FB7 (BR7) i FSG (SG2).
Do badań używane są następujące rodzaje broni:
W klasie FB1 i BR1

Rys. 1. Karabin 22LR
W klasie FB2 i BR2
Rys. 2. Pistolet Luger 9 mm
W klasie FB3 i BR3

Rys. 3. Rewolwer magnum 0.357
W klasie FB4 i BR4

Rys. 4. Rewolwer magnum 0.44
W klasie FB5 i BR5

Rys. 5. Karabinek 5.56x45
W klasie FB6 i BR6

Rys. 6. Karabin 7.62x51
Metody badawcze
Liczba i rodzaje wymaganych próbek określane są przez laboratorium badawcze na podstawie analizy dokumentacji kompletnego okna, drzwi, żaluzji i zasłon. Kształt i wymiary próbki (lub próbek) uzgadniane są pomiędzy laboratorium i zleceniodawcą i powinny być takie, by można było wydać jednoznaczną ocenę kuloodporności różnych rozmiarów okien, drzwi, żaluzji i zasłon. Wszelkie wypełnienia powinny być jednorodne jakościowo i nie powinny być mniejsze od 0,5x0,5 m, za wyjątkiem przypadków, gdy rozmiary całkowite wypełnień są mniejsze.
Strona atakowana powinna być wyraźnie oznaczona. Wypełnienia powinny być badane w tym samym czasie co i rama, za wyjątkiem wypełnień ze szkła badanego wcześniej i odpowiadającego wymaganiom normy PN-EN 1063. We wszystkich przypadkach powinny być badane połączenia pomiędzy wypełnieniami szklanymi i ramą. Każde wypełnienie szklane powinno mieć co najmniej taką samą odporność, jaka jest wymagana dla okna lub drzwi.
Do badań szyb winny być dostarczone trzy próbki o wymiarach 50x50 cm. Próbki powinny być przed badaniem składowane nie krócej niż 24 h w położeniu pionowym w temperaturze 18°C (± 5), i powinny być utrzymywane w tej temperaturze podczas badań.
Na żądanie zamawiającego, laboratorium badawcze powinno zwrócić próbkę na przechowanie po uprzednim trwałym jej oznakowaniu.
Próbki okien, drzwi, żaluzji i zasłon mocowane są w odpowiednich, sztywnych wspornikach tak, by nie odchylały się z próbką pod wpływem uderzeń pocisku w próbkę. Próbka szkła mocowana jest w odpowiedniej ramie o ustalonych wymiarach. Rama również mocowana jest do odpowiedniego wspornika.
Z tyłu, za próbkami, w rejonie oddawanych strzałów, umieszczania jest odpowiednia skrzynka do gromadzenia odłamków. Pomiędzy próbką a skrzynią umieszcza się folię kontrolną. Folia kontrolna składa się z arkusza folii aluminiowej o grubości 0,02 mm i gramaturze 54 g/m2, dostatecznie dużego formatu, by można było wykryć wszystkie odłamki, które mogą zostać wyrzucone z próbki. Folia jest sztywno wmontowana w ramkę.
Badania mogą być przeprowadzane przy użyciu broni lub luf balistycznych.
Prędkość pocisku powinna być mierzona przez urządzenie, które zapewnia dokładność pomiaru wynoszącą ±1 m/s. Amunicja powinna odpowiadać wymaganej klasie kuloodporności zgodnie z tabelą 3, 4, 5 lub 6 wg norm PN-EN 1522 lub PN-EN 1063.

Rys. 7. Okna po badaniach strzelaniem
Przy montowaniu próbki należy zapewnić:
- prawidłowe rozmieszczenie wszystkich elementów próbki;
- takie zamocowanie, aby mocowania nie wywoływały naprężeń, które mogą mieć wpływ na wynik badań;
- zamocowanie na tyle swobodne, aby wszystkie okucia, mechanizmy i inne ruchome części pozostały zdolne do uruchomienia.
W przypadku żaluzji lub zasłon, listwy żaluzji lub ruchome zasłony powinny być przesunięte na jedną stronę, tak daleko, jak to tylko jest możliwe, by uzyskać maksymalną szczelinę (która może wystąpić w eksploatacji) między skrzydłem (drzwi lub okna) lub kurtyną (żaluzji lub zasłony) a nieruchomą ramą. Wymagane jest to dla zapewnienia, aby podczas badań była ostrzeliwana maksymalna szczelina, która może wystąpić w eksploatacji.
Folię kontrolną umieszcza się w odległości 0,5 m za próbką, (wymiary liczone są od linii środkowej próbki). Za folią umieszcza się skrzynkę do gromadzenia odłamków.
Wybór obszarów celowania zależy od konstrukcji całego okna, drzwi, żaluzji i zasłon i powinien być dokonany przez laboratorium badawcze na podstawie analizy konstrukcji, za pomocą której należy określić słabe miejsca (punkty) na powierzchni, tj. takie, gdzie wystrzelony pocisk:
- napotka najmniejszy opór;
lub
- doprowadzi do takiego zniszczenia, które dałoby dostęp do mechanizmów otwierających, pozostających w stanie zdolności do uruchomienia;
lub
- spowoduje niepożądane otwarcie okna, drzwi, żaluzji lub zasłony.
UWAGA: Słabe punkty okien, drzwi, żaluzji lub zasłon są zwykle następujące:
- obszary zbrojone lub wzmocnione (oznaczone na rys. 1 jako 1 i 6, na rys. 2 jako 1, na rys. 3 jako 1, 3 i 4, na rys. 4 jako 1, 6 i 11 oraz na rys. 5 jako 1, 4, 6, 7 i 9). Są one generalnie wykonane poprzez wzmocnienie kształtowników tworzących ramy lub kształtowników i listew tworzących kurtynę, szyny prowadzące lub skrzynkę żaluzji lub zasłon zwijanych;
- połączenia między ramą i nieruchomymi lub otwieranymi elementami i między wypełnieniem i ramą (oznaczone na rys. 1 jako 2, 3, 4 i 8, na rys. 2 jako 3, na rys. 3 jako 5, na rys. 4 jako 2, 3, 4, 8, 9, 10 i 12 oraz na rys. 5 jako 2, 3, 5 i 8) lub wszelkie złącza w granicach próbki.
- Obszary te odpowiadają w szczególności szczelinom między ramą i otwieranymi skrzydłami okiennymi, a także profilom złączowym, w których zainstalowane jest wypełnienie;
- okucia i złącza konstrukcyjne (oznaczone na rys. 1 jako 5 i 7, na rys. 2 jako 2, na rys. 3 jako 2, 6 i 7, na rys. 4 jako 3, 4, 5 i 7 oraz na rys. 5 jako 10). Do nich należą np.:
- zawiasy, zatrzaski i urządzenia otwierające (klamki, zamki) i ich zamocowania;
- połączenia lub kształtowniki narożne (połączenia stykowe lub połączenia kątowe na wpust) łącznie z listwami wzmacniającymi, wkrętami, spawami lub innymi urządzeniami wprowadzającymi pewne zakłócenia do poziomu odporności.
Jeżeli w różnych częściach tej samej ramy są zastosowane zbrojenia o różnej grubości lub różne materiały, powinna być przebadana każda z tych części.
Dla drzwi dostarczanych w komplecie z ich progami, jeżeli zamawiający zleci przebadanie progu, ostrzałowi powinna być poddana pozioma szczelina na poziomie podłogi. W przeciwnym razie, w sprawozdaniu podsumowującym wyniki badań powinno być stwierdzone, że to miejsce nie wykazuje kuloodporności.
Każdy obszar będący celem powinien otrzymać trzy strzały w miejsca ustalone przez laboratorium badawcze. Przed strzelaniem punkty celowania powinny być wyraźnie oznaczone na próbce. Punkty celowania powinny być określone przez laboratorium badawcze na podstawie rysunków kompletnego okna, drzwi, żaluzji lub zasłony.
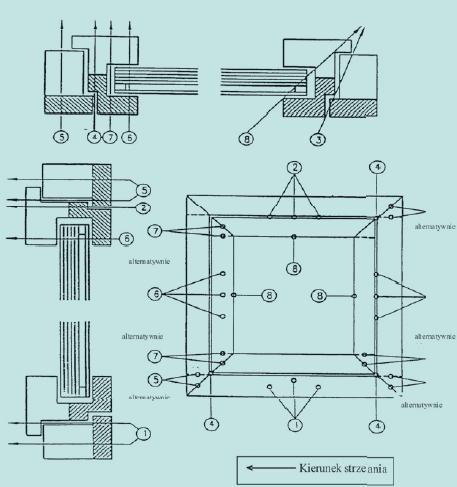
Rys. 8. Okna i drzwi otwieralne. Punkty celowania i kierunki strzelania
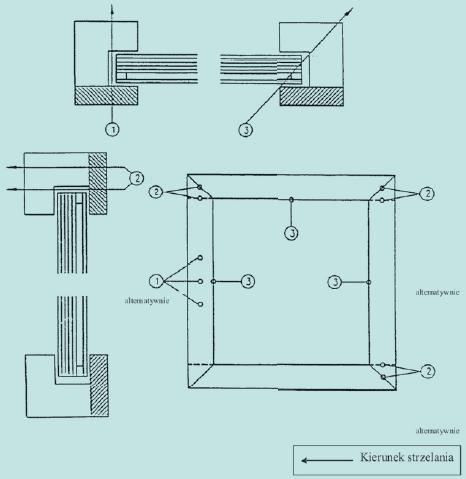
Rys. 9. Fasady i elementy stałe. Punkty celowania i kierunki strzelania
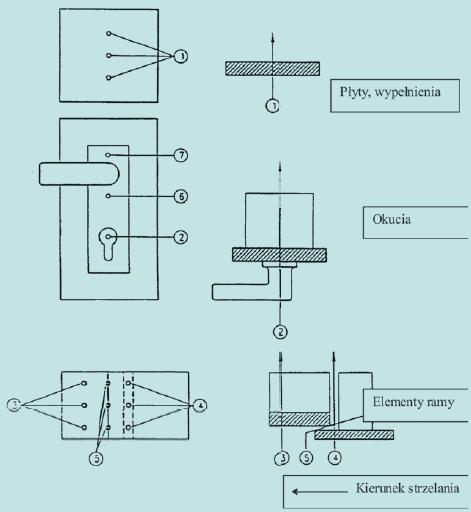
Rys. 10. Elementy składowe. Punkty celowania i kierunki strzelania
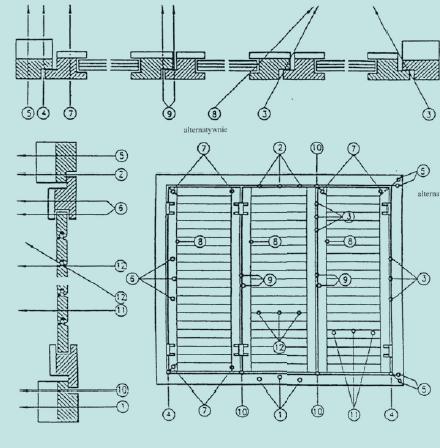
Rys. 11. Okiennice składane. Punkty celowania i kierunki strzelania
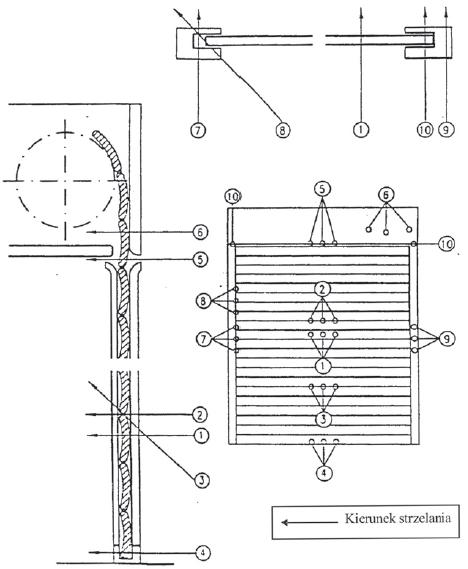
Rys. 12. Żaluzje zwijane. Punkty celowania i kierunki strzelania
Można wyróżnić trzy możliwości:
- Jeżeli obszar jest wystarczająco duży w stosunku do kalibru amunicji (np. na nieprzezroczystych wypełnieniach lub dużych kształtownikach), 3 punkty celowania powinny być wybrane na tym samym elemencie, a odległość między tymi celami powinna być nie mniejsza niż 120 mm (patrz p. 1 i 6 na rys. 1, p. 1, 6 i 11 na rys. 4 oraz p. 1, 4, 6, 7 i 9 na rys. 5).
- Jeżeli obszar jest ograniczony do linii (np. złącza stykowe, złącza między profilami a skrzydłami okiennymi i drzwiowymi, a także między ramami a ich wypełnieniami) i jeżeli linia jest wystarczająco długa, odległość między 3 punktami celów nie powinna być mniejsza od 120 mm (patrz p. 3 na rys. 1, p. 2, 3 i 12 na rys. 4 oraz p. 2, 3, 4 i 5 na rys. 5).
- Jeżeli nie, odległość między strzałami powinna być zredukowana do wartości nie mniejszej niż wartość równa trzem kalibrom.
- Jeżeli nie jest możliwe uzyskanie trzech strzałów na tej samej linii, te trzy strzały powinny być rozdzielone między 2 lub 3 identyczne linie na próbce (patrz p. 5 i 7 na rys. 1, p. 2 w załączniku B oraz p. 5 i 7 na rys. 4).
- W przypadku wcześniej certyfikowanych wypełnień zainstalowanych w próbce, połączenie między wypełnieniem i ramą powinno być ostrzelane przez 1 strzał w środku każdego z trzech boków wypełnienia (patrz p. 8 na rys. 1 lub 3 na rys. 2);
- jeżeli jakiś badany obszar w jakimkolwiek kierunku jest mniejszy od 3 kalibrów, to powinien być przebadany podobny obszar przez maksymalnie 3 strzały (patrz p. 4 na rys. 1, p. 2, 6 i 7 na rys. 3, p. 4 i 10 na rys. 4 i p. 10 na rys. 5).
Do każdego wybranego obszaru próbki oddawane są 3 strzały, we wcześniej określonym kierunku i pod określonym kątem.
Stosownie do każdego punktu celowania określonego na podstawie analizy rysunków konstrukcyjnych, kąt atakowania w stosunku do środka próbki wynosi 90° lub tyle, aby wystrzelony pocisk był najbardziej efektywny. Punkty celowania i kierunki strzelania powinny być pokazane na rysunkach załączonych do sprawozdania z badań.
Wybrane kąty atakowania powinny uwzględniać różne słabe punkty, takie jak:
- złącza i przecinanie się złącz,
- spotykające się krawędzie skrzydeł,
- zachodzące na siebie krawędzie profili,
- połączenia między ramami i wypełnieniami,
- złącza stykowe i kątowe.
Odległość mierzona od wylotu lufy do punktu celowania powinna być zgodna z danymi podanymi w odpowiedniej tabeli normy PN-EN 1522 lub PN-EN 1063. W przypadku, gdy strzela się do pojedynczego punktu, odległość strzelania może być zmniejszona w celu podniesienia dokładności strzelania w wyznaczony punkt. Podczas badania szyb punkty trafień wyznaczają punkty stanowiące wierzchołki trójkąta równobocznego o boku równym 125 mm.
Dopuszczalna odległość między punktem uderzenia pocisku i punktem celowania powinna być następująca:
- gdy odporność rozpatrywanego obszaru jest identyczna w każdym punkcie próbki: 10 mm w każdym kierunku;
- gdy odporność rozpatrywanego obszaru jest identyczna wzdłuż danej linii: 10 mm wzdłuż tej linii i 5 mm w kierunku prostopadłym do tej linii;
- gdy odporność rozpatrywanego obszaru zmienia się od punktu do punktu: 5 mm w każdym kierunku.
Prędkość pocisku powinna odpowiadać wartości podanej w odpowiedniej tabeli normy PN-EN 1522 lub PN-EN 1063. Jednak w przypadku, gdy strzela się do pojedynczego punktu, odległość strzelania może być na tyle zmniejszona dla zwiększenia dokładności strzelania, że pomiar prędkości pocisku może być niemożliwy.
Jeżeli podczas badań zmierzona prędkość pocisku wykracza poza określony zakres, strzał powinien być powtórzony tylko w następujących przypadkach:
- mniejszej prędkości, bez perforacji
lub
- większej prędkości, z perforacją próbki.
Po każdym strzale sprawdza się tylną powierzchnię próbki w celu określenia, czy zaszła perforacja. Sprawdza się także skrzynkę do gromadzenia odłamków na ich obecność. Sprawdzana jest także folia kontrolna dla ewidencji odłamków wyrzuconych z tylnej powierzchni próbki.
Po każdym strzale czyszczona jest skrzynka do gromadzenia odłamków i wymieniana folia kontrolna, jeżeli wystąpiła perforacja folii.
Jeżeli wyniki strzelania nie pozwalają na jednoznaczną ich interpretację, laboratorium może powtórzyć strzał na tej samej próbce lub poprosić zleceniodawcę o dostarczenie nowej próbki.
Jeżeli strzał wymaga powtórzenia, powtarzany strzał powinien być oddany do tej samej próbki do podobnego miejsca, nie uszkodzonego przez poprzedni strzał.
Wynik badań jest uważany za pomyślny nawet wtedy, gdy po badaniach nie działają mechanizmy otwierające i gdy nie jest zachowany określony poziom właściwości innych niż bezpieczeństwo, takich jak przepuszczalność powietrza, odporność na przenikanie wody lub napór wiatru. Koniecznym jest jednakże, by wszystkie mechanizmy otwierające pozostawały w położeniu zamkniętym.
Gdy nie występuje perforacja próbki lecz występuje perforacja folii kontrolnej przez odłamki, wynik badań powinien być klasyfikowany jako „S” (z odłamkami). Jeżeli występują odłamki wywołujące perforację folii kontrolnej, laboratorium badawcze bada i określa pochodzenie każdego fragmentu w celu upewnienia się, że żadna część pocisku nie przedostała się przez próbkę.
We wszystkich przypadkach, gdy nie występuje perforacja folii kontrolnej, wynik badań klasyfikowany jest jako „NS” (brak odłamków).
Wynik badań, który był przeprowadzony na pełnych oknach, drzwiach, żaluzjach i zasłonach, jest reprezentatywny tylko dla danych typów okien, drzwi, żaluzji i zasłon. Jeżeli w przyszłości zostaną wprowadzone zmiany w konstrukcji okien, drzwi, żaluzji i zasłon, laboratorium badawcze zadecyduje, czy dane sprawozdanie z przeprowadzonych badań może być rozszerzone na tę modyfikację lub czy potrzebne jest badanie uzupełniające.
Wojciech Dąbrowski
Instytut Mechaniki Precyzyjnej
Całość artykułu w wydaniu drukowanym i elektronicznym
więcej informacji: Świat Szkła 6/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 6/2010
Urządzenie to jest przeznaczone do automatycznego matowienia szkła płaskiego. Zwłaszcza do piaskowania płaskich szyb o wysokości do 2550 mm i szerokości 3300 mm. Przeszklona kabina zapewnia obserwację procesu piaskowania.
Ruch posuwisto-zwrotny dyszy i kabiny, precyzyjne sterowanie dyszy piaskującej, umożliwia uzyskanie optymalnych rezultatów piaskowania. W urządzeniu zainstalowano separator cyklonowy, który w czasie pracy oddziela pył od materiału piaskującego. Zużyty materiał ścierny powraca do maszyny do ponownego wykorzystania.
Maszyny oferowane są w różnych wielkościach.
- Szczegóły
- Kategoria: Wydanie 6/2010
Celem przeprowadzonych prac była analiza FMEA potencjalnych uszkodzeń, wad, usterek, jakie mogą wystąpić w urządzeniach pracujących w zakładach przetwórczych szkła. Pod analizę wytypowano urządzenia, które uczestniczą w początkowym procesie załadunku i obróbki szkła tzn.:
• bramowy system załadowczy PKL-60/30 SBL-60/30KR,
• stoły uchylne ATL-60/30BF,
• stół do rozkroju szkła jednowarstwowego ESL 60/30 RS,
• stół do rozkroju szkła laminowanego ESL 60/30 RS VB-45.
FMEA, czyli analiza przyczyn i skutków wad
Odpowiedzialnymi za dobrą funkcjonalność maszyn są zarówno operatorzy, jak i w większym stopniu konserwatorzy. Tak więc jednym z narzędzi pomocnych do utrzymania maszyn w dobrym stanie i przeciwdziałania usterkom jest analiza FMEA
W literaturze przedmiotu pierwsze przesłanki o opracowaniu takiej metody, którą nazwano FMEA (Failure Mode and Effect Analysis – analiza przyczyn i skutków wad) pojawiły się w latach sześćdziesiątych ubiegłego wieku w Stanach Zjednoczonych. FMEA zastosowano po raz pierwszy przy realizacji przez NASA programu kosmicznego ,,Apollo”.
Początkowo miała ona zastosowanie tylko w lotnictwie i w lotach kosmicznych, a także w technice jądrowej. Następnie została wprowadzona do przemysłu samochodowego.
Obecnie jest szeroko wykorzystywana w USA i Europie. Najczęściej metoda ta jest stosowana w gałęziach przemysłu produkcyjnego, takich jak: przemysł lotniczy, samochodowy, spożywczy, medyczny, w elektronice.
Istota, cele i zadania metody FMEA
FMEA można zdefiniować jako zdyscyplinowaną technikę, umożliwiającą identyfikację potencjalnych błędów i pomoc w ich wyeliminowaniu. Powinna być wykorzystywana przez wszystkie przedsiębiorstwa, którym zależy na zapobieganiu błędom i realizujących politykę ciągłego doskonalenia.
Jej celem jest znalezienie – poprzez wykorzystywanie wiedzy i doświadczeń – potencjalnych przyczyn i skutków wad (błędów) popełnianych przy projektowaniu i wyeliminowanie ich, najlepiej zanim jeszcze zostanie ukończony proces.
Zadania metody FMEA:
* konsekwentne i trwałe eliminowanie wad („słabych” miejsc) procesu produkcji (np.: procesów obróbki plastycznej, obróbki skrawaniem) poprzez rozpoznawanie rzeczywistych przyczyn ich powstania i stosowanie odpowiednich środków zapobiegawczych, przy czym środki te muszą mieć udowodnioną skuteczność;
* identyfikacja działań, które mogłyby wyeliminować lub przynajmniej ograniczyć możliwości wystąpienia potencjalnych błędów;
* udokumentowanie procesu (rzeczowa dokumentacja FMEA pozwala na wykorzystanie jej przy realizacji późniejszych zadań związanych z TQM), np.: w zakresie diagnostyki i konserwacji. W przypadku późniejszego udoskonalania procesu, dokumentacja ta pozwala na lepsze poruszanie się w konkretnym systemie oraz zapobiega powstawaniu potencjalnych wad;
* poddanie procesu analizom, a następnie na podstawie uzyskanych wyników, wprowadzenie poprawek lub nowych rozwiązań, które skutecznie wyeliminują źródła wad;
* stworzenie bazy danych – działania korygujące.
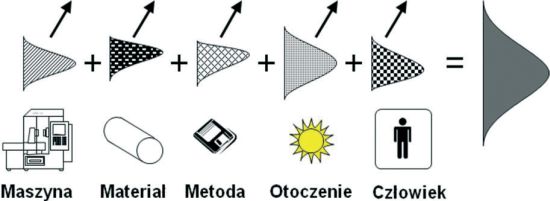
Rys. 1 Czynniki wpływające na maszynę
Metoda FMEA znalazła zastosowanie przy projektowaniu wyrobu i planowaniu procesów.
FMEA konstrukcji (wyrobu)
Klientem jest przyszły użytkownik. Umożliwia to zmianę pierwotnych założeń konstrukcyjnych jeszcze przed podjęciem właściwych prac nad wyrobem, a także pozwala:
* określić ryzyko uszkodzeń i awarii mogących wystąpić w wyrobie;
* wyznaczyć te punkty wyrobu, które stanowią jego czułe miejsca, określić sposoby i środki niezbędne do ich usunięcia;
* zebrać wszystkie niezbędne informacje, które pomogą w planowaniu dokładnych i sprawnych programów testowych oraz rozwojowych, a także pozwolą wyeliminować zbędne często kosztowne badania;
* stworzyć listę potencjalnych stanów uszkodzeń uszeregowanych według ich wpływu na klienta.
FMEA procesu
Klientem jest ten, kto odbiera wynik poprzedniej operacji. FMEA procesu pozwala rozpoznać problemy i niezgodności, które mogą wystąpić w trakcie przebiegu procesu produkcyjnego. Podstawową zaletą tej metody jest to, że w bardzo wczesnym stadium – jeszcze na etapie planowania procesu – można, z odpowiednim wyprzedzeniem czasowym:
* zdecydować o przydatności procesu;
* wykryć słabe punkty i problemy, jakie mogą wystąpić podczas procesu;
* zastosować odpowiednie środki, jeśli wystąpiły słabe punkty procesu;
* stworzyć listę zagrożeń występujących w trakcie procesu i określić ich według wpływu na jakość wyrobu.
Tabela 1 Etapy analizy FMEA
| Etap FMEA | Zasady postępowania |
| Etap 1. Czynności wstępne(powołanie członków zespołu wybór obiektu badań) | W skład zespołu wchodzi nie więcej niż 6-8 osób, bardzo dobrze znających problematykę lub przebiegu procesu. Zespół powinien składać się z przedstawicieli różnych działów przedsiębiorstwa (działu jakości, działu technicznego, działu logistyki, działu marketingu, działu produkcji oraz w razie potrzeby, w skład zespołu włącza się eksperta z „zewnątrz” lub klienta. |
| Etap 2. Podział obiektu badań na elementy składowe | Podział obiektu badań (procesu) na elementy składowe ma za zadanie ułatwić systematyczne jego badanie. W etapie tym należy przede wszystkim określić cel procesu: Proces – podproces – czynności – operacje (zadania). |
| Etap3. Przeprowadzenie analizy błędów (wad) | W etapie tym określa się, jakie błędy mogą wystąpić, oraz sporządza listę możliwych wad. Należy także wziąć pod uwagę błędy, które mogą się wydarzyć w przypadku wystąpienia mało prawdopodobnych sytuacji. Informacje dotyczące rodzajów błędów można pozyskiwać, wykorzystując do tego celu (wiedzę uczestników zespołu, wiedzę projektantów, inżynierów itd., dane z analizy podobnych procesów, badania benchmarkingowe, badania wśród klientów). |
| Etap 4. Poszukiwanie przyczyn błędów. | Należy wskazać słabe miejsca procesu; których konsekwencją jest wystąpienie błędu. Należy pamiętać, żeby przyczyny błędów były podane możliwie najbardziej zwięźle, tak aby działania zapobiegawcze skierować na odpowiednie przyczyny. |
| Etap 5. Identyfikacja skutków wystąpienia błędów | Skutki błędów należy określić z punktu widzenia klienta, biorąc pod uwagę, co klient mógł zauważyć lub doświadczyć. Naszym klientem może być zarówno odbiorca wewnętrzny, jak również ostateczny użytkownik. Należy zaznaczyć czy błąd mógłby wpłynąć na bezpieczeństwo lub nie zgodność z przepisami. |
| Etap 6. Oszacowanie ryzyka | W tym etapie następuje przyporządkowanie możliwym błędom wartości ryzyka: - Wskaźnik W – wykrywalność błędu - Wskaźnik P – prawdopodobieństwo wystąpienia błędu - Wskaźnik Z – znaczenie błędu dla klienta |
| Etap 7. 0bliczenie współczynnika poziomu ryzyka wystąpienia błędu | W tym etapie oblicza się współczynnik poziomu ryzyka wystąpienia błędu „LPR”, który jest równy iloczynowi prawdopodobieństwa wystąpienia, znaczenia i trudności wykrycia wady. Współczynnik określa poziom ryzyka związanego z wystąpieniem poszczególnych błędów: LPR = W x P x Z Wartość LPR zawiera się w przedziale <1,1000> |
| Etap 8. Przeprowadzenie rankingu błędów | Wartość wskaźnika LPR stanowi podstawę do ustalenia rankingu błędów. Im wyższy wskaźnik tym krytyczność błędu jest większa, lecz jeśli różnica pomiędzy wskaźnikami jest nie wielka wówczas przy rangowaniu wykorzystuje się kryterium rangowania wag ocen cząstkowych, a mianowicie: największą przypisując znaczeniu błędu (Z), mniejszą częstość występowania (P), najmniejszą możliwość wykrycia (W) |
| Etap 9. Identyfikacja błędów krytycznych | W tym etapie należy przyjąć pewną wartość wskaźnika LPR, który będzie stanowić granicę odróżniającą błędy krytyczne od pozostałych błędów. Wartość graniczna LPR może być ustalona np. jako średnia arytmetyczna wszystkich występujących błędów. Za błąd krytyczny uważa się błąd powyżej wartości LPR |
| Etap 10.Zaproponowanie działań naprawczych | Działania naprawcze główny nacisk powinny nakładać na zapobieganie powstawaniu błędów, a nie na ich wykrywanie i późniejsze korygowanie. Działania naprawcze odnoszą się do błędów krytycznych, gdzie powinno się wyznaczyć osoby odpowiedzialne za wdrożenie tych działań, a także termin realizacji tych działań. |
Zalety wynikające ze stosowania FMEA
Stosowanie FMEA, poza zapobieganiem czy niwelowaniem skutków błędów, niesie ze sobą wiele innych korzyści. Należą do nich:
* poprawa wydajności procesu,
* wyższy poziom jakości,
* obniżenie poziomu kosztów,
* wzrost satysfakcji klienta,
* kreowanie pracy zespołowej i integracja zespołu podczas wspólnego rozwiązywania problemu,
* wzrost wiedzy i doświadczenia pracowników,
* zdefiniowanie ryzyka oraz zapewnienie właściwych działań, dla jego zminimalizowania.
Wady metody FMEA
* ograniczenia czasowe,
* pracochłonna procedura,
* możliwość występowania konfliktów pomiędzy różnymi działami,
* trudności z określeniem przyczyn błędów,
* konieczność posiadania przeszkolonych pracowników,
* konieczność silnego zaangażowania ze strony kierownictwa,
Skala ocen elementów FMEA dla maszyny

Liczba priorytetowa ryzyka – LPR
Wzór:
LPR = W x P x Z
LPR – liczba ryzyka
W – wykrywalność
P – prawdopodobieństwo wystąpienia niezgodności
Z – znaczenie
Priorytet liczby ryzyka LPR

Formularz metody FMA dla maszyny

Praktyczna analiza FMEA została przeprowadzona w jednym z zakładów przetwórczych szkła przy współpracy osób zajmujących się utrzymaniem ruchu. Doświadczenie i wiedza jaką dysponował dział utrzymania ruchu pozwoliła opracować analizę FMEA dla maszyn, której celem była identyfikacja potencjalnych uszkodzeń a następnie zapewnienie właściwych środków zaradczych.
Kryteria oceny

Pod analizę zostały wzięte urządzenia, które uczestniczą w początkowym procesie załadunku i obróbki szkła tzn.
* bramowy system załadowczy PKL-60/30 SBL-60/30KR
* stoły uchylne ATL-60/30BF
* stół do rozkroju szkła jednowarstwowego ESL 60/30 RS
* stół do rozkroju szkła laminowanego ESL 60/30 RS VB-45
Zarówno punktacja jak i nazewnictwo wynikają z dostosowania się do standardów jakie obowiązują w zakładzie. Poszczególne arkusze przedstawiają strukturę dla analizy niezawodności i potencjalnych uszkodzeń maszyn. Celem jest identyfikacja potencjalnych uszkodzeń a następnie zapewnienie właściwych środków zaradczych.

Ogólna tabela oceny

Kalkulacja ryzyka
Ogólne ryzyko = Prawdopodobieństwo * Skutki * Bezpieczeństwo
Wyniki ryzyka

Formularze analizy
Na poprzedniej stronie zamieszczamy jako przykład formularz dla stołu do rozkroju szkła jednowarstwowego ESL 60/30 RS. Arkusze dla pozostałych trzech maszyn można znaleźć na stronie internetowej www.swiat-szkla.pl
Podsumowanie
Z przeprowadzonych analiz FMEA dla poszczególnych maszyn, które uczestniczą w początkowym procesie załadunku i obróbki szkła, zauważamy jaki istotny ma wpływ analiza na identyfikację uszkodzeń i określenie poziomu ryzyka oraz zapewnienie działań typu pro aktywnego i reaktywnego.
Przed rozpoczęciem analizy został zebrany zespół osób związanych zarówno z utrzymaniem ruchu, jak i operatorów maszyn.
Analizę przeprowadzono z „góry do dołu” dzieląc maszynę na poszczególne sekcje.
Wiedza i doświadczenie zespołu pozwoliło dokładnie prześledzić sekcje maszyn oraz określić, co może „pójść źle’’ i co może spowodować, że pójdzie źle. Następnie został określony poziom ryzyka dla poszczególnej sekcji.
Na poszczególnych formularzach FMEA widzimy jak istotny wpływ mają służby z utrzymania ruchu na przewidzenie niekorzystnych czynników i ich wpływów na maszynę, zanim wystąpią. Zebrane dane pozwoliły na ustalenie metody nadzoru i zapobiegania przestojów maszyn.
Sebastian Sacha
ICiMB
Oddział Szkła i Materiałów Budowlanych w Krakowie
Literatura
Huber Zbigniew, Analiza FMEA procesu.
Łańcucki J, Podstawy kompleksowego zarządzania jakością TQM, Wydawnictwo Akademii Ekonomicznej w Poznaniu, Poznań 2003.
Hamrol A., Zarządzanie jakością z przykładami, Wydawnictwo Naukowe PWN, Warszawa 2005.
Wolniak R., Skotnicka B., Metody i narzędzia zarządzania jakością: teoria i praktyka, Wydawnictwo Politechniki Śląskiej, Gliwice 2005.
Bielski S., Zarządzanie jakością, Cz. 3 Metody i techniki zapewnienia jakości, Wrocławskie Centrum Transferu Technologii Politechniki Wrocławskiej, Wrocław 2001.
„Mado” kwartalnik NSG-Group Pilkington 2009
Całość artykułu w wydaniu drukowanym i elektronicznym
więcej informacji: Świat Szkła 6/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 6/2010
W głównej siedzibie firmy BOHLE w Haan są dzisiaj projektowane i produkowane także produkty do maszynowej i zautomatyzowanej obróbki szkła w rzemiośle i przemyśle.
Są to maszyny do szlifowania (szlifierki taśmowe, krzyżowe szlifierki taśmowe, szlifierki tarczowe, maszyny do szlifowania krawędzi), maszyny do wiercenia (standardowe wiertarki, wiertarki dwustronne), maszyny do mycia szkła, systemy obiegu wody chłodzącej oraz systemy oczyszczania wody chłodzącej, a także kabiny do piaskowania i stoły pochylne do obróbki szkła.
bohle-1000.jpg
Wraz z VERIFIX AIRSTREAM firma BOHLE wprowadza na rynek innowacyjną serię pieców do produkcji szkła wielowarstwowego i szkła klejonego w technologii niewymagającej zastosowania autoklawów.
- Szczegóły
- Kategoria: Wydanie 6/2010
Rosnące ceny paliw kopalnych i postępujące zanieczyszczenie środowiska to problemy, które wymuszają postęp w technologiach ogrzewnictwa. Firma Schüco wprowadziła na rynek wysokosprawne kolektory słoneczne, doskonale spełniające oczekiwania związane z tanim pozyskiwaniem energii.
W typowym budynku mieszkalnym znaczną część zapotrzebowania na energię stanowi podgrzewanie ciepłej wody użytkowej. Nowoczesne kotły gazowe lub olejowe, charakteryzują się wysoką sprawnością, jednak ich stosowanie staje się coraz mniej opłacalne. Wysokie ceny tradycyjnych źródeł energii, zwłaszcza gazu czy oleju opałowego, kierują uwagę użytkowników ku darmowej energii, jaką obdarza nas natura.
- Szczegóły
- Kategoria: Wydanie 6/2010
EVALAM 80-120 to folia typu EVA (Ethylene Vinyl Acetale) przeznaczona do wytwarzania szkła warstwowego, odznaczająca się doskonałą przejrzystością trwałością i możliwością zespalana w dwóch temperaturach: 80°C dla zespoleń z insertami i 120°C dla uzyskania wysokiej przezroczystości. Może być stosowana w konstrukcjach na zewnątrz i wewnątrz pomieszczeń.
We współczesnym świecie innowacji, rozwoju i kreatywności, dzięki folii typu EVA, w szkło warstwowe wlaminowuje się materiały, takie jak: drewno, tkaniny, farby, papier, PET i wiele innych, które mogłyby ulegać zmianie i deformacji w wysokich temperaturach (np. PET ulega sfalowaniu, przy farbach powstają kratery, drewno nadmiernie odparowuje). Ale temperatura rzędu 80°C, w jakiej może pracować EVALAM 80-120, jest wystarczająco niską by umożliwić laminowanie tak różnych materiałów ze szkłem.
- Szczegóły
- Kategoria: Wydanie 6/2010
 Dużą i specyficzną grupę wśród różnych typów szkieł w budownictwie i motoryzacji stanowią szyby warstwowe. Znalazły one wielorakie zastosowania, głównie jako szyby ochronne i szyby bezpieczne.
Dużą i specyficzną grupę wśród różnych typów szkieł w budownictwie i motoryzacji stanowią szyby warstwowe. Znalazły one wielorakie zastosowania, głównie jako szyby ochronne i szyby bezpieczne.
Szyby ochronne – to szyby zabezpieczające pomieszczenia wymagające ochrony, takie jak banki, apteki, kantory wymiany walut, pomieszczenia do przechowywania broni, materiałów niebezpiecznych itp. Szyby bezpieczne – to szyby, które w przypadku rozbicia zmniejszają ryzyko urazu człowieka.
- Szczegóły
- Kategoria: Wydanie 6/2010
 Szkło było pierwszym materiałem budowlanym, z którym trwale zintegrowano ogniwa fotowoltaiczne (PV). Z początkiem lat 90. XX wieku firma FLACHGLAS opracowała innowacyjny produkt, osadzając ogniwa w transparentnej żywicy, pomiędzy dwiema warstwami szkła izolacyjnego.
Szkło było pierwszym materiałem budowlanym, z którym trwale zintegrowano ogniwa fotowoltaiczne (PV). Z początkiem lat 90. XX wieku firma FLACHGLAS opracowała innowacyjny produkt, osadzając ogniwa w transparentnej żywicy, pomiędzy dwiema warstwami szkła izolacyjnego.
- Szczegóły
- Kategoria: Wydanie 6/2010
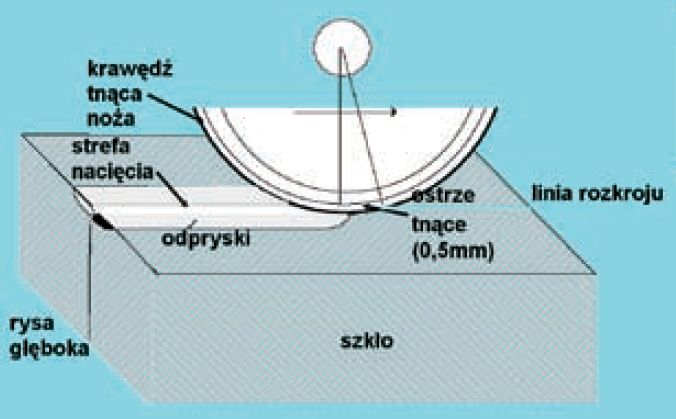 Rozkrój szkła jest jedną z podstawowych operacji technologicznych w procesie jego obróbki.
Rozkrój szkła jest jedną z podstawowych operacji technologicznych w procesie jego obróbki.
Niezależnie od tego, czy mamy do czynienia z dużymi taflami szkła float (tzw. „jumbo”), czy też stanowiącymi półprodukt formatkami, przeznaczonymi do ostatecznego rozkroju, jakość nacięć wykonywanych na szkle jest zawsze kwestią o pierwszorzędnym znaczeniu.
- Szczegóły
- Kategoria: Wydanie 6/2010
Pilkington Profilit™ Wave, wprowadzane na rynek przez Pilkington Bauglasindustrie, to szkło alternatywne – pod kątem wyglądu – dla fasad i wewnętrznych ścianek działowych.
Jego charakterystyka techniczna zbliżona jest do standardowego szkła profilowego, a gama zastosowań jest równie szeroka.

Zastosowanie szkła Pilkington Profilit™ Wave na dużych fasadach – połączenia pomiędzy poszczególnymi sekcjami fasady w dużym stopniu zanikają dzięki pofalowanej powierzchni.
- Szczegóły
- Kategoria: Wydanie 6/2010
Na czele każdej huty stał człowiek zwany hutmistrzem.
Elektor brandenburski tak formułował jego rozliczne obowiązki:
Hutmistrz musi mieć oko na piec i pilnować, by było przyniesione wszystko, co potrzebne, aby niczego nie brakowało. Musi też utrzymać porządek oraz dbać, aby nikt nie zabrał do domu wyrobów wykonanych w ciągu tygodnia (…).
Szef huty mieszał zestaw szklarski oraz strzegł tajemnicy produkcji. Również ją organizował.
Autorytet hutmistrza był bezsporny. Niekiedy był on właścicielem huty przez siebie prowadzonej. Mieszkał we własnym domu, czego nie można było powiedzieć o zwykłych robotnikach.
Drugą po nim osobą był urzędnik-pisarz. Nie tylko pisał, także rachował. Nie wywodził się z rodziny hutniczej i na samej pracy szklarza się nie znał, w przeciwieństwie do hutmistrza, pochodzącego z szeregów hutniczej braci.
Ważną postacią w hucie był kowal, reperujący narzędzia. Stolarz i cieśla trudzili się nad formami szklarskimi. Sercem przedsięwzięcia byli pracownicy produkcyjni. Od ich kwalifikacji (tudzież chęci do pracy) uzależniona była jakość wyrobów.
Technologia wyrobów szkła nadal była nieskomplikowana. Podstawą jej był piec do wytopu masy szklanej, w kształcie kopuły. Zbudowany był albo z cegieł albo kamieni. W środku znajdowało się palenisko. Otaczały je stoły. Na nich ustawiano ogniotrwałe tygle. Przepalanie zestawu surowcowego dokonywane było w tym samym piecu. Do odprężania gotowych wyrobów służyła odrębna komora.
Z narzędzi najważniejsza była znana od wieków piszczel. Piszczel znakomicie nadawała się do wydmuchiwania szkła. Kolejnym pod względem ważności był przyczepiec, tj. metalowy pręt, do którego przyczepiano częściowo uformowany już przedmiot. Dochodziły do tego nożyce i szczypce.
Najistotniejszym surowcem był piasek szklarski. Potrzebne były też stabilizatory procesów chemicznych, topniki oraz środki barwiąco-odbarwiające, Jeżeli piasek nie odpowiadał kryterium czystości, był płukany i przesiewany. Topnikiem był popiół drzewny. Wprowadzał on do masy tlenek potasu. Stabilizatory takie znajdowały się „pod ręką”: węgiel, kreda. Środkiem odbarwiającym był tlenek manganu. Aby ułatwić wytop, hutnicy dodawali do masy stłuczkę szklaną, co obniżało temperaturę.
Tylko część swej produkcji hutnik mógł sprzedać, ponieważ musiał zapłacić daninę – w swych wyrobach – panu feudalnemu, z którego gruntów korzystał. Jeśli sprzedawał, to w najbliższej okolicy. Dalekosiężny handel szkłem prawie nie istniał.
Szklanica wyprodukowana w Antwerpii
Około 1600 r. wprowadzono dla hutników specjalne krzesło. Szklarz, wygodnie siedzący, lewą ręką obracał dmuchawę, a prawą – formował szczegóły. Prócz „poprawy BHP” dawało to jeszcze tyle, że można było odtąd wytapiać naczynia szklane z całym bogactwem charakterystycznych zdobniczych detali.
Wyrób butelek w porównaniu z naczyniami był dziecinnie łatwy. Powstawały przez wydmuchanie bańki szklanej. Pomocnik dmuchacza, który był tu głównym „fachmistrzem”, przenosił butelkę na swoje żelazko i trzymał ją tak długo, dopóki tamten nie uformował szyjki i główki.
„Wielkie szkło”, czyli okienne, wymagało od rzemieślników dużej siły fizycznej; trzeba było wydmuchać spory cylinder, przeciąć go wzdłuż boku i rozprostować. Okienne szkło było ryzykowne w produkcji. Starczyło stłuc jedną taflę, aby powstał znaczny ubytek finansowy. Powstawał on i wówczas, gdy szkło „wyszło” nie takie jak trzeba, z pęcherzykami i śladami zanieczyszczeń. Hutmistrz nakładał w takiej sytuacji kary na winowajców.
Niewielkie wyroby szklane wytapiano ze szklanych rurek przy pomocy palnika. Złączony był on metalowymi rurkami z miechem poruszanym pedałem. Tak wytwarzano wąski, zbieżny płomień, uplastyczniający szkło. W tym płomieniu na specjalnie zamówienie (alchemików czy aptekarzy) wykonywano skomplikowany sprzęt laboratoryjny, częstokroć zdobiony.
Stopnie w braci hutniczej były takie same jak i w innych rzemiosłach. Najniższą kategorią był terminator. Wyżej od niego stał czeladnik, a najwyżej mistrz. Czeladnik oczywiście musiał zdać egzamin praktyczny, czyli wykonać tzw. próbę.
Masywny humpen ze szkła brodawkowego
W niektórych miastach szklarze byli na tyle liczni, aby założyć własny cech. We Florencji np. cechu własnego nie mieli. Często przyłączali się do rzeźników (ciekawe, na jakiej zasadzie?). Szklarze należeli także do cechu, który można by nazwać mianem „rzemiosł różnych”… Na wysokim poziomie postawione szklarstwo na pewno zaliczało się do zajęć artystycznych.
Hutnicy Barcelony założyli swój cech w r. 1594 i szybko zdobyli wpływy w zarządzie tego katalońskiego miasta.
Oczywiście, zgoła inaczej sytuacja przedstawiała się w przypadku europejskiego centrum szklarskiej wytwórczości (i zarazem potęgi morskiej oraz kolonialnej) – mieście na lagunie do dziś podziwianym przez milionowe rzesze turystów.
W Wenecji szklarze mieli swój własny cech już w XIII w., a z czasem specjaliści szklarscy utworzyli własne organizacje dla reprezentowania każdej z grup zawodowych.
O szkoleniu szklarzy historycy dowiedzieli się najwięcej z regulaminów huty w Sztokholmie, pochodzących z 1683 r. Warunkiem przyjęcia na staż było ukończenie 15 roku życia. Czeladnikiem zostawało się po 5 latach terminowania w zawodzie. Kandydat na mistrza musiał przedstawić przed komisją próbkę swego talentu. Mistrzowi przysługiwało 12 godzin w tygodniu na szkolenie czeladników. Ci ostatni mogli tygodniowo przeznaczyć 6 godzin na doskonalenie swych hutniczych umiejętności.
Hutników można też było podzielić na stopnie, zależnie od wykonywanej roli: mistrz, pomocnik, zdobnik, itd. Większość nigdy nie dochodziła do godności mistrza. Cechy były rodzajem jakby zamkniętych klubów, w których trudno było o awans.
Niektórym szklarzom płacono od wykonanej sztuki, innych wynagradzano za przepracowany czas.
Rzemiosło szklarskie zawsze uchodziło za „tajemnicze” i ekskluzywne. To towarzystwo broniło się przed obcymi, nie zdradzało im swych sekretów. Hutnicy tworzyli całe dynastie. Rzemiosło ożywiał antywolnościowy duch korporacjonizmu. O wolnej konkurencji nikt nie mówił. Zawód przechodził z ojca na syna. W hutnictwie szkła miało to jeszcze poważniejszy wymiar aniżeli w zawodach o mniejszym stopniu technicznej komplikacji.
Istnieje wiele wypowiedzi świadczących o owym nieznośnie elitarnym duchu korporacjonizmu:
Nikt nie może uczyć szklarstwa osoby, której ojciec nie zna hutnictwa szklarskiego (…).
Nikt nie będzie się uczył szklarstwa, chyba że ojciec przyrzeknie i przysięgnie należność do Bundu, że sam robi szkło (…)
Synowie rodzin Hennezel, Thietry, Thisac i Biseval – tylko dla tych rodów zarezerwowana była sztuka wytwarzania le grand verre – zaczynający naukę, muszą, na potępienie duszy i utratę raju, nie uczyć, nie pokazywać, nie instruować bezpośrednio lub pośrednio wspomnianej szlachetnej sztuki, stosowania i wytwarzania szkła płaskiego, nikogo spoza rodziny (Lotaryngia, XVI w.).
Musiało to doprowadzić do swoistego zamknięcia się szklarzy w ramach dobrowolnie utworzonego getta. Dostępu do tajemnic fachowych strzeżono zazdrośnie i skutecznie. Przysięga „na potępienie duszy i utratę raju” należała w dawnych czasach do najgroźniejszych.
Spośród weneckich rodzin uprawiających ten fach przez pokolenia, najsłynniejsza była rodzina Barovier (600 lat – jakieś 25 pokoleń!). Tym to cenniejsze iż w Wenecji nie było tak dusznej atmosfery cechowej, jak w krajach niemieckiego obszaru językowego. Szklarzem mógł zostać każdy.
Passglas, szklanica krążąca w czasie uczty między biesiadnikami
Niekiedy, np. we Francji, zawód szklarski dawał uprawnienia szlacheckie (!). To ciekawe zjawisko nie zostało jeszcze do końca zbadane.
We Francji (Lotaryngia) hutników w książęcym przywileju określano mianem pochodzących ze szlachty. W Normandii – podobnie. Takie dokumenty powstawały do czasów rewolucji burżuazyjnej (1789), która zmiotła stary porządek.
Oczywiście, ci szklarze nie zaliczali się do górnej warstwy stanu szlacheckiego. Faktem jest, że hutnicy szkła nie płacili podatków. A był to wyłączny atrybut szlachecki. Podatki płaciły tylko niższe stany. Pracowali jednak owi francuscy uszlachceni hutnicy równie ciężko, jak ich nieszlacheccy odpowiednich w innych krajach.
W Wenecji, centrum szklarskiej wytwórczości, szklarze należeli do trzeciego stanu. Wenecka szlachta wywodziła się z arystokracji kupieckiej, będąc zapisaną w Libro d’Oro, złotej księdze miasta.
W Czechach do szlachectwa dochodziły tylko niektóre rody, jak np. rodzina Schurerów.
Korporacjonizm i duch cechowy zaczął zamierać wraz z upowszechnieniem druku. Książki przekazywały określoną wiedzę, przez co utrzymanie wielu tajemnic stało się niemożliwe.
Do tego doszedł rozwój przemysłu w XVII i XVIII w. Huty powstawały jak grzyby po deszczu, modernizowano też i rozbudowywano stare. Na hutników było wielkie zapotrzebowanie. Szklarzy podkupywano i namawiano do emigracji. Ci zaś dawali posłuch owym namowom zwłaszcza, jeśli w ten sposób zyskiwali szanse awansu. Wędrowali zwykle w całych zespołach aby po przybyciu na nowe miejsce móc od razu stworzyć hutę. Najsłynniejszym z tych wędrowców był Włoch Verzelini, który zrobił zasłużoną karierę w Anglii, choć nie obyło się bez trudności i rozlicznych kłopotów. Pod koniec życia stał się bogaczem. Zmarł w wieku 84 lat.
Zdarzali się i oszuści, ludzie wykorzystujący szklarską hossę do niegodziwego wzbogacenia się. Przykładem: Giacomo Scapitta. Dotarł on do Szwecji, gdzie przedstawił się jako zdolny fachman. Kiedy mu uwierzono i powierzono znaczne środki finansowe, zdefraudował pieniądze i uciekł do Anglii.
Niektóre kraje starały się zatrzymać emigrację fachowców. Wenecjanie mnożyli i powtarzali zakazy, lecz co z tego, skoro signoria nie miała aż tak „długich rąk”, by wywrzeć zemstę na uciekinierach, dzięki czemu szklarstwo mogło rozwinąć się i gdzie indziej. Zdarzyło się tylko kilka przypadków ukarania szklarzy wybierających zagraniczną szansę na ponad stuletni okres wzmożonej emigracyjnej fali.
Nie byli natomiast krępowani żadnymi przepisami szklarze niemieccy i czescy. Po Europie poruszali się swobodnie, w poszukiwaniu lepszych warunków pracy i życia. Niektórzy odnosili sukcesy. Przykładem mogą być dzieje żywota Frantza Wentzela. Jego ojciec założył hutę w Turyngii, a syn też Frantz, wyemigrował do Norwegii, gdzie z czasem został (w Nostetangen) hutmistrzem.

Szesnastowieczny puchar niderlandzki
Niekiedy hutnicy nie musieli szukać swej szansy. Przychodziła ona do nich sama, zwłaszcza, jeśli byli Brytyjczykami. Siedemnasto- i osiemnastowieczne szkło angielskie było postawione na tak wysokim poziomie, że inni zachodzili w głowę, jak ci Anglicy to robią. Ciekawość nakłaniała do wysyłania szpiegów. W 1754 r. Norwegowie z misją wywiadu gospodarczego (jak to teraz nazywamy) wysłali Mortena Wearna. Szpieg został jednak przyłapany na gorącym uczynku wydzierania szklarskich tajemnic i spotkał go los pechowych wywiadowców: trafił za kratki. Morten Wearn nie poddał się jednak. Niczym James Bond uciekł z więzienia, używając fortelu. Po ucieczce nie wrócił od razu do zimnej Skandynawii. Nie wykonał jeszcze wszak zadania. Rozejrzał się tu i tam, pojeździł po Anglii, aż trafił na Newcastle. Tam dopisało mu szczęście. Złotoustemu Mortenowi udało się namówić do wyjazdu dwóch brytyjskich fachowców: majstra i jego pomocnika. Wearn obiecał hutnikom z Newcastle złote góry. Prócz dobrej gaży, mieli zagwarantowane i to, że jeżeli nie spodoba im się w Norwegii, będą mogli wrócić do Anglii na koszt mocodawców Wearna. Oczywiście Morten Wearn w imieniu swych szefów płacił za statek do Oslo.
Nigdy nie dowiemy się, czy mocodawcy Wearna dotrzymaliiby słowa. Anglikom tak się spodobało w Norwegii, że zostali, przyczyniając się do rozwoju tamtejszych hut.
Mniej szczęścia miał Thomas Hill, który wraz ze swym pomocnikiem przybył w 1709 r. do Eisfeld, ściągnięty tam przez księcia Turyngii, właściciela huty w Eisfeld. Hill przywiózł ze sobą narzędzia, przede wszystkim „angielskie krzesło”, rewolucjonizujące ówczesną technikę wydmuchiwania szkła. Miał pokazać, co potrafi angielski fachowiec.
Otrzymał do wykonania model. Zrobił to, choć wykonany przez Brytyjczyków kryształ okazał się być bardzo zamglony. A także kosztowny w produkcji. Powinno stać się to ostrzeżeniem dla księcia. Jednak właścicielowi huty zależało głównie na szkle lustrzanym i okiennym. Miał nadzieję, że Hill potrafi i takie szkło wytworzyć. Tymczasem nie potrafił i po trzech latach pobytu w Turyngii urozmaiconych kilkoma próbami ucieczki, odszedł z tego świata…
XVII i XVIII wiek to czas dominacji w Europie rodów szlacheckich, wsławionych pilnie strzeżonymi tajemnicami, przechodzącymi z „ojca na syna”. Cios tej tradycji zadała dopiero dwudziestowieczna rewolucja przemysłowa.
Jerzy Grundkowski
Rys. Agnieszka Bitowt
Całość artykułu w wydaniu drukowanym i elektronicznym
inne artykuły tego autora:
- Szkło angielskie, Jerzy Grundkowski, Świat Szkła 7-6/2010
- Europejskie cechy i rody szklarskie, Jerzy Grundkowski, Świat Szkła 6/2010
- Szkło w Europie średniowiecznej, Jerzy Grundkowski, Świat Szkła 3/2010
- Szkło antyczne, Jerzy Grundkowski, Świat Szkła 11/2009
więcej informacji: Świat Szkła 6/2010
inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
- Szczegóły
- Kategoria: Wydanie 6/2010
W ostatnich latach w Polsce znacznie zwiększyło się zapotrzebowanie na stolarkę okienną o dobrych parametrach związanych z izolacyjnością akustyczną. Poziom hałasu w miastach nieustannie rośnie, a potrzeba wypoczynku w „ciszy” jest niezmiennie wysoka. W związku z tym, producenci okien powinni szczególną uwagę poświęcić na przygotowanie rozwiązań polepszających izolacyjność akustyczną okien. Należy przy tym pamiętać, że nie wystarczy wykonać i sprzedać okno o wysokiej klasie akustycznej, potrzeba także zapewnić odpowiedni montaż takiego wyrobu, ponieważ w przypadku niewłaściwego montażu nakłady na zakup okna o wysokiej izolacyjności akustycznej nie przyniosą zakładanego efektu.
Dla klienta najważniejszym wskaźnikiem mówiącym o klasie akustycznej okna jest widmowy wskaźnik adaptacyjny Rw (C, Ctr), na podstawie którego można określić także wskaźniki RA2 i RA1. Wskaźniki RA1, RA2, odpowiednio skorygowane, mówią klientowi jaki poziom tłumienia akustycznego nastąpi poprzez przegrodę w postaci okna przy określonym źródle dźwięku.
- Szczegóły
- Kategoria: Wydanie 6/2010
W 2009 roku firma Reynaers Polska wprowadziła do swojej oferty jedyne na rynku systemowe rozwiązanie wentylacyjne. VENTALIS jest w pełni kompatybilny z istniejącymi systemami okiennymi i drzwiowymi Reynaers.
Wentylacja grawitacyjna opiera się na różnym ciśnieniu wewnątrz oraz na zewnątrz budynku, a także na przemieszczaniu się ogrzanego powietrza ku górze.
Przy zastosowaniu standardowych rozwiązań wentylacyjnych (rozszczelnienie okien, nawietrzaki) przepływ powietrza może być regulowany przez użytkownika tylko poprzez mechaniczną zmianę przekroju otworu, przez który przedostaje się powietrze.
- Szczegóły
- Kategoria: Wydanie 6/2010
Systemy GU NRWG składają się z:
* testowanych drewnianych i/lub aluminiowych elementów z eurorowkiem oraz
* różnych testowanych napędów i systemów otwierania.
Maksymalne wymiary okien, przy których można stosować NRWG są następujące:
* wymiary liniowe – 3000x3000 mm,
* szerokość otwarcia – 600 mm,
* waga skrzydła – 180 lub 300 kg.
- Szczegóły
- Kategoria: Wydanie 6/2010
 Jak większość architektonicznych nurtów, trend wykorzystania szkła w architekturze zrodził się w Europie. Pierwsze realizacje miały miejsce w latach 60. ub.w., kiedy Alastair Pilkington opracował i opatentował metodę produkcji szkła float. Uzyskiwano wtedy idealnie gładkie tafle szklane o rozmiarach pozwalających na wykorzystanie ich jako elementy wykończenia budynków. Na początku ograniczano się do fasad i elewacji, ale od lat 90. zaczęły powstawać pierwsze konstrukcje ze szklanymi elementami nośnymi jak belki czy słupy.
Jak większość architektonicznych nurtów, trend wykorzystania szkła w architekturze zrodził się w Europie. Pierwsze realizacje miały miejsce w latach 60. ub.w., kiedy Alastair Pilkington opracował i opatentował metodę produkcji szkła float. Uzyskiwano wtedy idealnie gładkie tafle szklane o rozmiarach pozwalających na wykorzystanie ich jako elementy wykończenia budynków. Na początku ograniczano się do fasad i elewacji, ale od lat 90. zaczęły powstawać pierwsze konstrukcje ze szklanymi elementami nośnymi jak belki czy słupy.






















