







|
Parametry techniczne nowoczesnych przegród szklanych. Część 4
|
Jedną z najbardziej znanych cech szyb jest ich kruchość. Szkło stosowane dawniej do przeszkleń budowlanych, nawet usytuowanych w miejscach niebezpiecznych, zwykłe posiadało małą wytrzymałość na zginanie i słabą odporność na uderzenie. Wiązało się to ze stałym niebezpieczeństwem dla użytkowników: istniała możliwość zranienia odłamkami szkła po jego rozbiciu oraz możliwość łatwego włamania do słabo zabezpieczonych pomieszczeń.
Z tego ostatniego powodu wiele pomieszczeń na niskich kondygnacjach musiało mieć zakratowane okna, co w znacznym stopniu pogarsza estetykę elewacji. Obecnie istnieją sposoby poprawy takiego stanu rzeczy. Już samo połączenie dwóch szyb ze szkła standardowego w szybę zespoloną znacznie poprawia bezpieczeństwo użytkowników. Szyby w zestawie połączone są na obrzeżach elastycznymi złączami, co w połączeniu z pracą szczelnej komory międzyszybowej sprawia, że zestaw lepiej tłumi uderzenia niż pojedyncze szyby wbudowane niezależnie w ramę okienną.
Znaczną poprawę parametrów wytrzymałościowych szkła uzyskano dopiero po upowszechnieniu w zastosowaniach budowlanych rodzajów szkła opisanych w 1 części tego artykułu („Świat Szkła” 9/07), a mianowicie:
- szyb hartowanych,
- szyb wzmocnionych termicznie (półhartowanych),
- szyb wzmocnionych chemicznie,
- szyb laminowanych, tzn. klejonych przy użyciu jednej lub kilku warstw folii,
- szyb zbrojonych.
Szyby te mogą być stosowane jako szkło monolityczne oraz jako jedna z szyb w zespoleniu. Zasadność stosowania szyb wzmocnionych mechanicznie zachodzi wszędzie tam, gdzie ludzie znajdują się w zasięgu spadającego szkła przy jego stłuczeniu oraz w miejscach narażonych na włamanie, akty wandalizmu itp. Oczywiście, w zespoleniu szybę ochronną należy sytuować od strony bardziej narażonej na zniszczenie.
Szyby o z polepszonych parametrach wytrzymałościowych możemy podzielić na:
- szyby bezpieczne (chroniące przed zranieniem),
- szyby ochronne o zwiększonej odporności na włamanie (ręczny atak),
- szyby odporne na uderzenie pociskiem,
- szyby o zwiększonej odporności na wybuch,
- szyby ognioochronne (omówione zostaną w kolejnym artykule).
Klasyfikacja szyb ze względu na bezpieczeństwo użytkowników
Sposób badania płaskich wyrobów szklanych ze względu na bezpieczeństwo użytkowników opisano w normie [1]. Podstawą klasyfikacji jest tutaj badanie zniszczenia szyby po uderzeniu znormalizowanym wahadłem udarowym. Element udarowy wahadła o masie 50 kg jest zamocowany na linie i wyposażony w opony, napompowane do ciśnienia 0,35 MPa (rys. 1). Badana próbka szkła ma wymiary 876×1938 mm i jest umieszczona pionowo, w sztywnej ramie na gumowych uszczelkach. Każda próba powinna obejmować 4 próbki szkła jednego rodzaju. Podczas badania element udarowy należy uwolnić tak, aby spadał ruchem wahadłowym bez prędkości początkowej, z wysokości najpierw 190 mm, a następnie 450 i 1200 mm.
Jeżeli po uderzeniu próbka pęknie, należy zbadać czy pęknięcie nastąpiło w sposób opisany w punktach a) lub b):
a) pęknięcia wewnątrz próbki są dopuszczalne, poza wyłamaniem lub otworem przez które może przejść kula o średnicy 76 mm, przy przyłożeniu maksymalnej siły 25 N; ponadto, jeżeli odłamki oderwą się od próbki po 3 min od uderzenia, to ich całkowita masa nie powinna być większa od masy odpowiadającej masie 10 000 mm2 oryginalnej próbki; największy pojedynczy odłamek powinien ważyć mniej niż masa 4 400 mm2 oryginalnej próbki.
b) po rozpadzie próbki, 10 największych niepopękanych odłamków, zebranych w ciągu 3 min po uderzeniu i zważonych razem z odłamkami zebranymi w ciągu 5 min po uderzeniu, nie powinno ważyć więcej niż masa 6 500 mm2 oryginalnej próbki.
Oszklenie klasyfikuje się, uwzględniając następujące czynniki:
- wysokość spadania, przy której nastąpiło rozbicie,
- wysokość, przy której próbka przeszła badanie według wymagania a),
- wysokość, przy której próbka przeszła badanie według wymagania b),
- sposób pękania materiału, jeżeli nie został rozbity po badaniu udarowym.
W zależności od wysokości spadania przy której nastąpiło zbicie szyby dzieli się na klasy:
Klasa 3 – szyba spełnia wymagania określone w a) lub b) przy wysokości spadania 190 mm.
Klasa 2 – szyba spełnia wymagania określone w a) lub b) przy wysokości spadania 450 mm.
Klasa 1 – szyba spełnia wymagania określone w a) lub b) przy wysokości spadania 1200 mm.
W zależności od sposobu pękania szyby dzieli się na typy.
Typ A – liczne spękania występujące w postaci rozdzielonych fragmentów o ostrych obrzeżach, niektóre duże; sposób pękania typowy dla szkła odprężonego (np. szkło płaskie float, szkło zbrojone).
Typ B – liczne spękania lecz z odłamkami trzymającymi się razem i nierozdzielonymi; sposób pękania typowy dla szkła warstwowego (klejonego).
Typ C – wystąpienie rozpadu obejmującego liczne małe odłamki stosunkowo nieszkodliwe; sposób pękania typowy dla szkła hartowanego.
Norma [1] zaleca opisywać wyrób szklany oznaczeniem:
α (β) φ, gdzie:
α – jest oznaczeniem klasy odpowiadającej najwyższej wysokości, przy której wyrób nie został rozbity albo został rozbity wg wymagań a) lub b),
β – jest sposobem pękania,
φ – jest oznaczeniem klasy odpowiadającej najwyższej wysokości, przy której wyrób nie został rozbity albo został rozbity wg wymagań a); jeżeli wyrób został rozbity przy wysokości spadania 190 mm, a rozbicie nie odpowiada wymaganiom a), jako wartość φ podaje się zero.
Na przykład, jeżeli podczas badania szkła hartowanego przy wysokości spadania 190 mm próbki nie zostały rozbite, a przy wysokości 450 i 1200 mm zostały rozbite i spełniają wymagania b), a nie spełniają wymagań a) – wyrób należy oznaczyć 1(C)3.
Klasyfikacja szyb ochronnych
Sposób badania i klasyfikację szyb ochronnych przedstawiono w normie [2]. Podstawą klasyfikacji są tutaj dwa badania: badanie z użyciem spadającego twardego ciała i badanie na uderzenie siekierą.
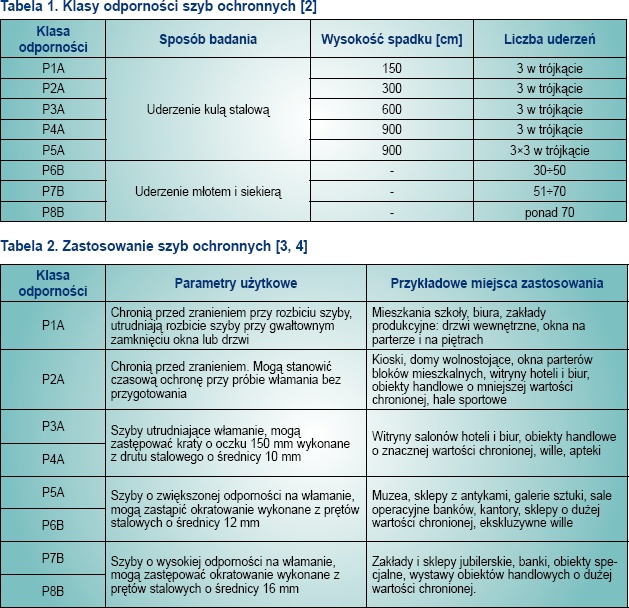
W pierwszym przypadku wynik badania uznawany jest za pozytywny, jeżeli element udarowy, spadający z wysokości określonej dla określonej klasy odporności (tab. 1) nie przebije żadnej z trzech badanych próbek określonego szkła. Elementem udarowym jest stalowa kula o masie 4,11 kg i średnicy 100 mm. Badana próbka o wymiarach 1100×900 mm powinna być umieszczona poziomo w stalowej ramie mocującej za pośrednictwem gumowych przekładek i unieruchamiona. Element udarowy powinien spadać trzykrotnie na badaną próbkę z tej samej wysokości, w ten sposób, żeby miejsca uderzenia tworzyły trójkąt równoboczny, którego boki o długości 130 (±20) mm znajdują się wokół środka próbki, a jeden z boków był równoległy do krótszego boku próbki. W odniesieniu do klasy P5A, powyższa procedura powinna być powtórzona trzykrotnie na każdej próbce, dając w sumie dziewięć uderzeń. Po każdym uderzeniu luźne fragmenty szkła powinny być usuwane oraz należy sprawdzić przenikanie ciała uderzającego przez próbkę. Przyjmuje się, że próbka została przebita, jeżeli stalowa kula przejdzie przez nią przed upływem pięciu sekund od momentu uderzenia.
Przy badaniu na uderzenie siekierą próbkę szyby osadza się w pozycji pionowej. Badanie polega na uderzaniu w szybę, w sposób opisany przez normę, znormalizowanymi narzędziami: młotem i siekierą o masie 2 kg (symulacja ręcznego ataku). Narzędzia te powinny być osadzone na stylisku i umieszczone w znormalizowanym urządzeniu udarowym, w celu ujednolicenia warunków uderzenia (energia uderzenia 350 J dla młota i 300 J dla siekiery). Celem badania jest wycięcie w szybie kwadratowego otworu o długości boku 400 (±10) mm w taki sposób, żeby jego środek pokrywał się ze środkiem próbki. W pierwszej kolejności należy użyć młota do zniszczenia warstw szkła wokół otworu (liczba uderzeń młota powinna wynosić co najmniej 12), a następnie siekiery. Wynikiem badania jest łączna liczba uderzeń młota i siekiery potrzebnych do wycięcia otworu, co jest podstawą klasyfikacji (tab. 1).
W tabeli 2 przedstawiono zalecane zastosowania szyb ochronnych o określonej odporności na uderzenie.
Klasyfikacja szyb kuloodpornych i szyb chroniących przed wybuchem
Sposób badania i klasyfikację szyb kuloodpornych przedstawiono w normie [5]. Podstawą klasyfikacji jest tutaj badanie odporności szyby na przelot pocisku, wystrzelonego z różnego rodzaju broni. Badanie przeprowadza się na próbkach o wymiarach 500×500 mm, osadzonych w sztywnej ramie. Należy pamiętać, że szyby kuloodporne, również w warunkach eksploatacji, powinny być osadzane w sztywnych ramach, ponieważ pozostawienie choćby jednej swobodnej krawędzi może skutkować częściową lub całkowitą utratą odporności na przebicie pociskiem.
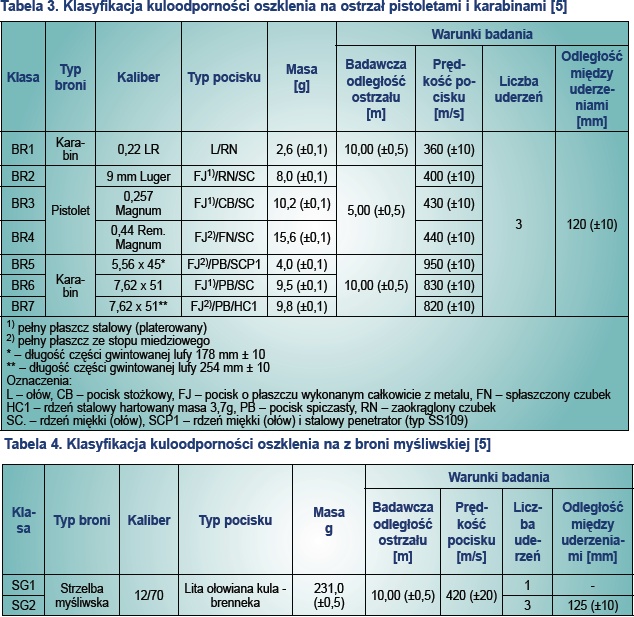
Norma określa dwie klasyfikacje kuloodporności szyb BR (tab. 3 ostrzał pistoletami i karabinami) oraz SG (tab. 4 ostrzał strzelbą myśliwską). Poziomy odporności zakwalifikowane do klas BR uporządkowane są w taki sposób, że szyba spełniająca wymagania określone dla jakiejś klasy, spełnia również wymagania określone dla klas poprzedzających, natomiast klasy SG niekoniecznie spełniają określone wymagania klas BR, ponieważ stosuje się tutaj inną amunicję.
Dodatkowo norma [5] zaleca stosować oznaczenia literowe, określające zachowanie się materiału szyby podczas ostrzału:
- oznaczenie NS, jeżeli nie występuje przestrzelenie oszklenia przez pocisk lub odłamki pocisku i przebicie tzw. folii dowodowej (folii aluminiowej umieszczonej w odległości 50 cm za próbką) przez odłamki szkła z tylnej powierzchni
- oznaczenie S, jeżeli nie występuje przestrzelenie oszklenia przez pocisk lub odłamki pocisku, lecz występuje przebicie folii dowodowej przez odłamki szkła z zabezpieczonej powierzchni.
Sposób badania i klasyfikację szyb chroniących przed wybuchem przedstawiono w normie [6]. Badanie polega na umieszczeniu próbki szkła o wymiarach 1100×900 mm w sztywnej ramie i wywołanie fali uderzeniowej o określonych przez normę parametrach za pomocą urządzenia symulującego. W zależności od wyniku badania wyróżnia się cztery klasy odporności szyb na siłę eksplozji (klasy ER1÷ER4).
Szkło hartowane, półhartowane i wzmocnione chemicznie
Szkło hartowane (ESG), jak już wcześniej opisano, jest szkłem, które po odpowiedniej obróbce termicznej (nagrzaniu do ponad 600oC i ostudzeniu) posiada korzystne naprężenia początkowe, przez co jego wytrzymałość na zginanie wydatnie wzrasta. Po zniszczeniu szkło to rozpada się na drobne kawałki o tępych krawędziach. Szkło hartowane jest podstawowym surowcem do produkcji szyb ochronnych i bezpiecznych. Szkła hartowanego można używać jako samodzielnych przeszkleń (szkła monolitycznego), jako elementu szyby zespolonej, jak i półproduktu do wytwarzania szyb klejonych. Oczywiście, szkło hartowane znajduje również szerokie zastosowanie poza budownictwem: w przemyśle motoryzacyjnym, produkcji mebli i przeszkleń w sprzęcie AGD.
Szkło wzmocnione termicznie (TVG) różni się od szkła hartowanego mniejszą temperaturą nagrzewania podczas produkcji i gorszymi parametrami wytrzymałościowymi, posiada jednak charakterystyczną siatkę spękań po zniszczeniu (pęknięcia rozchodzą się w kierunku krawędzi, co sprawia, że szyba po zniszczeniu nie wypada z ramy).

Podstawowe wymagania dla szkła hartowanego i półhartowanego przedstawiono w tab. 5.
W chwili obecnej istnieją techniczne możliwości hartowania praktycznie wszystkich typów szyb stosowanych w budownictwie: szkła standardowego float, ciągnionego, wzorzystego, powlekanego (również niskoemisyjnego i refleksyjnego) itp.
Podstawową zasadą jest, że wszelkiego rodzaju zabiegi związane z kształtowaniem formatek szklanych, a więc cięcie, nawiercanie otworów (np. dla późniejszego wprowadzenia zamocowań punktowych), szlifowanie krawędzi itp. należy wykonać przed hartowniem.
Przed hartowaniem szkła koniecznym i stosowanym powszechnie zabiegiem jest szlifowanie krawędzi formatek szklanych. Zabieg ten może być oczywiście wykonywany również na szybach nieprzeznaczonych do hartowania (w takim przypadku najczęściej na życzenie klienta). Szlifowanie krawędzi, oprócz walorów estetycznych i zmniejszenia ryzyka skaleczenia w przypadku kontaktu z krawędzią szyby, ma na celu minimalizację skutków mikropęknięć powstałych podczas cięcia szkła. Mikropęknięcia te mogą być przyczyną niebezpiecznego wzrostu naprężeń wewnętrznych w szkle w czasie eksploatacji, wywołanego obciążeniami termicznymi (nasłonecznienie) lub mechanicznymi.
Dodatkowym zaleceniem, a w przypadku bardziej odpowiedzialnych konstrukcji koniecznością jest weryfikacja szyb hartowanych za pomocą dodatkowego badania Heat Soak Test [4, 9]. Przyczyną ewentualnych usterek szyb hartowanych jest możliwość przedostania się do masy szklanej, podczas formowania szkła metodą float, wtrąceń siarczku niklu. Wtrącenia te, zmieniając swoją objętość w procesie hartowania szkła, mogą spowodować miejscowe zwiększenie naprężeń wewnętrznych w gotowym wyrobie. Taka wada zawsze może być przyczyną niekontrolowanego pęknięcia szyby w warunkach eksploatacyjnych, przy obciążeniu czynnikami środowiskowymi. Celem badania Heat Soak Test jest wykrycie i eliminacja z dostawy szyb, które mogą taką usterkę wykazywać. Badanie wykonuje się przez wygrzewanie szyby hartowanej w temperaturze ok. 290oC przez określony czas. Podczas testu następuje ujawnienie tafli szklanych z wtrąceniami i ich pęknięcie.
Zabiegiem o podobnym skutku do hartowania jest chemiczne wzmacnianie szkła. Szkło takie otrzymywane jest przez poddanie szkła zwykłego procesowi wymiany jonowej, podczas której jony o małych średnicach na powierzchni i obrzeżach są zastępowane przez jony o większych średnicach, co powoduje korzystne wstępne naprężenia ściskające. Podobnie, jak w przypadku szyb hartowanych, czynności związane z obróbką formatek szklanych powinny być wykonane przed procesem wzmacniania, krawędzie powinny być szlifowane. Wzmacniać chemicznie można szkło float niepowlekane, szkło ciągnione i szkło wzorzyste. Wg wymagań normy [10] wytrzymałość mechaniczna powinna wynosić 150 MPa dla chemicznie wzmocnionych szyb float i ciągnionych oraz 100 MPa dla chemicznie wzmocnionych szyb wzorzystych, właściwości mechaniczne powinny być niezmienne do temperatury 200oC i w temperaturach ujemnych, a szyby powinny być odporne na nagłe zmiany temperatur w zakresie między 100oK a 200oK, w zależności od grubości i rodzaju wykończenia obrzeża.
Przykładowe rozwiązania szyb bezpiecznych i ochronnych
Szyby bezpieczne i ochronne bazują przede wszystkim na szkle laminowanym. Szkło to powstaje po sklejeniu dwóch lub kilku warstw szkła (najczęściej hartowanego lub wzmocnionego termicznie) za pomocą jednej lub kilku folii z poliwinylobuteralu (PVB). W procesie produkcji szkła laminowanego folią PVB wyróżnić można następujące etapy: nakładanie folii na szybę, złożenie zestawu, podgrzanie wstępne i sprasowanie oraz naparzanie w autoklawie, gdzie w temperaturze ok. 130oC i przy ciśnieniu rzędu 12 bar następuje ostateczne sklejenie zestawu.
Innym sposobem jest spajanie szyb za pomocą żywicowania. Jest to sposób mniej wydajny, możliwe jest jednak tutaj spajanie szyb o nierównej powierzchni i wprowadzanie elementów dekoracyjnych.
Obecnie możliwe jest połączenie zalet obu tych technologii przez spajanie szyb folią CAP - termoutwardzalną folią bazującą na materiałach polimerowych, żelującą po podgrzaniu. Spajanie szyb odbywa się w piecu wyposażonym w kieszenie próżniowe w temperaturze 150oC. Jeżeli produkowane szkło ma posiadać przekładkę dekoracyjną należy umieścić ją miedzy dwiema warstwami folii [11].
Poniżej przedstawiono przykładowe rozwiązania szyb bezpiecznych i ochronnych na podstawie parametrów wybranych wyrobów firm Pilkington i Saint-Gobain [9, 12].
Jeżeli chodzi o szkło hartowane większość produkowanych przez firmę Pilkington typów szyb dostępna jest w wersji hartowanej: szkło standardowe float (o grubości 4÷19 mm), barwione w masie (4÷12 mm), refleksyjne (6 i 8 mm), niskoemisyjne twardopowłokowe (4 i 6 mm) oraz ornamentowe (4 i 6 mm). W celu oznaczenia szkła do nazw handlowych dodaje się literę „T”, np. Optifloat T oznacza hartowane szkło standardowe, a K Glass T hartowane szkło niskoemisyjne.
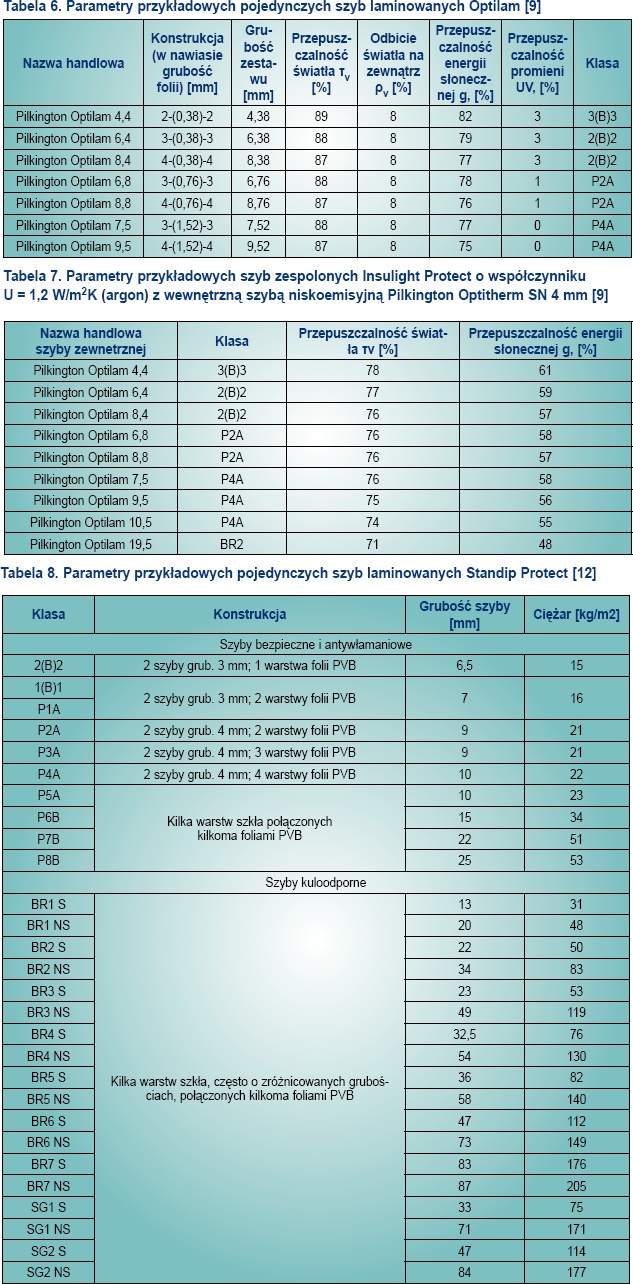
Jeżeli chodzi o szkło laminowane firma Pilkington oferuje szyby o nazwie handlowej Optilam. Jest to szkło laminowane folią PVB. Szkło Optilam może występować w różnych kombinacjach, jeżeli chodzi o grubości i układ warstw szkła i folii, co skutkuje odpowiednimi właściwościami. Folie mogą być bezbarwne lub kolorowe. W tab. 6 przedstawiono parametry przykładowych szyb laminowanych Optilam, natomiast w tab. 7 parametry tego szkła w zespoleniu.
Firma Saint-Gobain posiada w ofercie hartowane szyby o nazwie handlowej Securit, produkowane na bazie szkieł bezbarwnych, przeciwsłonecznych i niskoemisyjnych (np. nazwa Securit Parsol oznacza hartowane barwione w masie szkło Parsol).
Szyby Securit posiadają następujące klasy bezpieczeństwa:
- 1(C)1 dla grubości szkła 10 mm,
- 1(C)2 dla grubości szkła 6 mm,
- 1(C)3 dla grubości szkła 4 mm.
W ofercie znajdują się również szyby Securipoint o podwyzszonej wytrzymałości na zginanie (160 MPa) przeznaczone do stosowania np. w systemach z zamocowaniami punktowymi i systemach szklenia z ramami zaciskowymi.
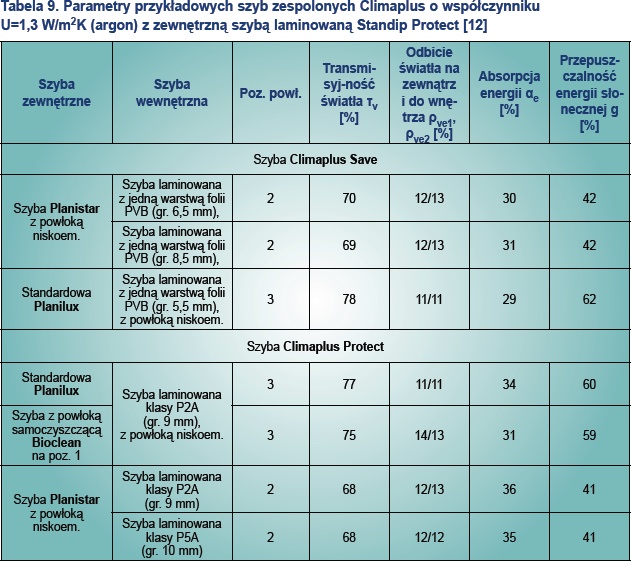
Jeżeli chodzi o szkło laminowane firma Saint-Gobain oferuje szyby o nazwie handlowej Standip Protect powstałe ze sklejenia co najmniej dwóch szyb za pośrednictwem jednej lub kilku folii PVB o grubości nominalnej 0,38 i 0,76 mm. W tabeli 9 przedstawiono parametry bezpiecznych, antywłamaniowych i kuloodpornych szyb Standip Protect, natomiast w tab. 10 parametry tego szkła w zespoleniu.
Politechnika Częstochowska
Literatura
1. PN-EN 12600:2004 Szkło w budownictwie. Badanie wahadłem. Udarowa metoda badania i klasyfikacja szkła płaskiego.
2. PN-EN 356: 2000 Szkło w budownictwie. Szyby ochronne. Badania i klasyfikacja odporności na ręczny atak.
3. Okna. Poradnik. Red: Z. Olendzki. Centralny Ośrodek Informacji Budownictwa. Warszawa, 1995.
4. Materiały informacyjne firmy Press-Glas.
5. PN-EN 1063:2002 Szkło w budownictwie. Bezpieczne oszklenia. Badanie i klasyfikacja odporności na uderzenie pocisku.
6. PN-EN 13541:2002 Szkło w budownictwie. Bezpieczne oszklenia. Badanie i klasyfikacja odporności na siłę eksplozji.
7. PN-EN 12150-1:2002 Szkło w budownictwie. Termicznie hartowane bezpieczne szkło sodowo-wapniowo-krzemianowe. Część 1: Definicje i opis.
8. PN-EN 1863-1:2004 Szkło w budownictwie. Termicznie wzmocnione szkło sodowo-wapniowo-krzemianowe. Część 1: Definicje i opis.
9. Materiały informacyjne firmy Pilkington.
10. PN-EN 12337-1:2004 Szkło w budownictwie. Chemicznie wzmocnione szkło sodowo-wapniowo-krzemianowe. Część 1: Definicje i opis.
11. Produkcja dekoracyjnych szyb bezpiecznych i antywłamaniowych. „Świat Szkła” 2/2006.
12. Materiały informacyjne firmy Saint-Gobain.
wszystkie części artykułu:
. Parametry techniczne nowoczesnych przegród szklanych. Część 1, Zbigniew Respondek, Świat Szkła 10/2007
. Parametry techniczne nowoczesnych przegród szklanych. Część 2, Zbigniew Respondek, Świat Szkła 11/2007
. Parametry techniczne nowoczesnych przegród szklanych. Część 3, Zbigniew Respondek, Świat Szkła 12/2007
. Parametry techniczne nowoczesnych przegród szklanych. Część 4, Zbigniew Respondek, Świat Szkła 1/2008
. Parametry techniczne nowoczesnych przegród szklanych. Część 5, Zbigniew Respondek, Świat Szkła 2/2008
. Parametry techniczne nowoczesnych przegród szklanych. Część 6, Zbigniew Respondek, Świat Szkła 3/2008
patrz też:
- Szyby zespolone w zastosowaniach specjalnych , Wojciech Dąbrowski, Świat Szkła 2/2008
- Szkła budowlane o podwyższonej wytrzymałości , Wojciech Korzynow, Świat Szkła 11/2007
- Okna, drzwi, żaluzje, zasłony i inne zamknięcia kuloodporne, Część 2 , Wojciech Dąbrowski, Świat Szkła 3/2006
- Okna, drzwi, żaluzje, zasłony i inne zamknięcia kuloodporne, Część 1 , Wojciech Dąbrowski, Świat Szkła 2/2006
więcej informacji: Świat Szkła 1/2008






















