







Współczesny projekt architektoniczny kładzie większy nacisk na oświetlenie pomieszczeń światłem dziennym i nowoczesne kształty dużych struktur szkła. Jest kilka kluczowych firm, które najbardziej wpływają na ten rozwój i pociągają za sobą innych, dzięki czemu zwiększa się dostępność bezpiecznego szkła stosowanego w architekturze. Inwestorzy budowlani pragną tworzyć warunki optymalne dla użytkowników budynków przez wykorzystanie wszystkich zalet jakie dają oświetlenie światłem dziennym i nowe produkty ze szkła. Architekci pragną tworzyć jeszcze bardziej unikalne fasady, mające ekscytujące kształty i możliwe do zaakceptowania koszty.
Użytkownicy budynków zauważyli pozytywne efekty wynikające z naturalnego światła, kontroli energii i przeźroczystości (lepszy kontakt z innymi ludźmi i otoczeniem) zarówno dla komfortu pracowników, jak również dla ich zwiększonej wydajności pracy.
 |
 |
| Różnica w wyglądzie fasady giętej i podzielonej na odcinki jest szczególnie widoczna przy szkle refleksyjnym |
Duże wymiary elementów szklanych stosowane w architekturze stawiają wysokie wymagania w całym łańcuchu produkcji, transportu i montażu. Rozmiar i powłoki uszlachetniające same w sobie wymagają zaawansowanych technik przetwarzania dla zapewnienia wysokiej jakości i odpowiedniej wydajności linii produkcyjnej. Wysokie koszty obróbki związane z dużymi wymiarami pozostawiają mały margines błędu dla wadliwej produkcji. Widoczna ze wszystkich stron fasada, w której zaprojektowano połączenie zakrzywionych kształtów i płaskich powierzchni, wymaga nowych rozwiązań dla wykonania unikalnych struktur. Na szczęście są obecnie dostępne technologie i linie produkcyjne, zdolne do wykonania skomplikowanych elementów szklanych. Fakt, że technologia potrzebna do transportu i gięcia szkła o dużych rozmiarach i z nowoczesnymi powłokami funkcyjnymi jest dostępna i wypróbowana na rynku wywołał nowe zwiększone wymagania wobec firm zajmujących się obróbką szkła, które musiały spełnić.
Wyzwania w hartowaniu szkła
Kluczowe wyzwania dla prawidłowego wygięcia i hartowania elementów szklanych zwykle wynikają z ich różnorodnych rozmiarów, grubości i promieni gięcia, a także różnych typów stosowanego szkła (z powłokami lub bez). Nowe technologie gięcia i hartowania bez użycia form spowodowało, że stosowanie szkła z zakrzywionymi kształtami weszło na wyższy poziom, na którym prawie wszystko jest możliwe. Wygięte różnorodnie kształty nie są jedyną odpowiedzią na zapotrzebowanie dla unikalnej architektury szkła, gdyż techniczne ograniczenia, wcześniej narzucone przez przemysłową seryjną produkcję, zostały zniesione przez nową technologię i nowe rozwiązania techniczne urządzeń.
Dążenie do delikatnego wyglądu
Użycie wielkich paneli szklanych, które jest przyjętym powszechnie trendem, pozwala zapewnić dostarczenie optymalnej ilości światła dziennego do wnętrza budynku. Obecna technologia hartowania szkła płaskiego umożliwia otrzymanie hartowanego szkła w rozmiarach "jumbo" czyli arkusze 3x7 m. Wielkie hartowane panele ze szkła faktycznie przeniosły projekty fasad budynków na nowych poziom.
Rosnąca popularność architektury z wykorzystaniem szkła spowodowała jednak falę krytyki przeciw wielopiętrowym szklanym blokom, które mogą czasami wydać się trochę przytłaczające.
Projektanci odpowiedzieli na te zarzuty przez tworzenie kombinacji zakrzywionych kształtów w fasadzie, a nawet w oknach, by osiągnąć bardziej przyjazny wygląd. Poprzednio jedynym sposobem by tworzyć zakrzywioną ścianę ze szkła było instalowanie płaskich płyt w podzielonej na odcinki krzywiźnie.
Ta metoda tworzyła rodzaj zakrzywionej fasady szkła – ale z narożnikami i bardzo widocznymi ramami. Z powodu specyfiki technologii produkcji szkła ma ono zawsze optyczne zniekształcenia: wady powstałe na linii produkcyjnej szkła float, odciski wałków, nierówną powierzchnia.
Jest to widoczne szczególnie przy odbitych na fasadzie obrazach obiektów sąsiadujących. Przez zastosowanie giętego szkła – nawet niewielkiej ilości – jest możliwe łatwe usunięcie niepożądanych zjawisk zniekształcania obrazów odbitych. Jeśli krzywizna jest mała w porównaniu do rozmiarów budynku możliwe jest zastosowanie płaskiej głównej konstrukcji, a więc żadne kosztowne zmiany nie są wymagane w głównym projekcie.
 |
| Obszar fasady o małej krzywiźnie – podzielona na odcinki, obszar o dużej krzywiźnie – zastosowanie szkła giętego |
Bez przymusu stosowania form
Wcześniejsze techniki gięcia i hartowania szkła wymagały używania szablonów i są nadal jeszcze użyteczne w pewnych rozwiązaniach. Ulepszona technologia zapewnia wydajny i charakteryzujący się niskimi kosztami proces gięcia i hartowania tafli szkła o dowolnej wielkości. Umiejętność gięcia i hartowania dużych tafli szkła, z wyeliminowaniem potrzeby posługiwania się szablonami daje w rezultacie tafle o pięknej krzywiźnie bez zniekształceń. Otrzymywane w ten sposób nowe kształty mogą być tworzone ze wszystkich typów szkła, takich jak Low-E (niskoemisyjne, miękkopowłokowe), stosowane w szybach zespolonych, szkle laminowanym składającym się z szyb hartowanych lub wzmacnianych termicznie. To zapewniło nowe możliwości dla konstruowania dużych, oszczędzających energię i prawdziwie zakrzywionych fasad. Architekci obecnie mają dostęp do dużej ilości możliwych rozwiązań kiedy projektują fasadę z giętym szkłem. Przykładowo szkło o różnej grubości, o różnym promieniu gięcia i z różnymi rozmiarami, daje całkiem odmienne rozwiązania.
Technologia gięcia i hartowania szkła daje możliwość wykonania tafli wygiętej w kształcie: „U”, „J”, „V” i „S” – są to podstawowe możliwości wykorzystywane na fasadach, oknach, drzwiach i szklanych sufitach.
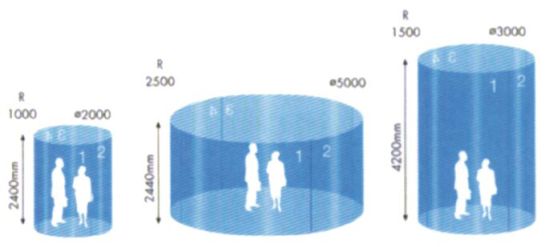 |
| Promień, krzywizna i rozmiary tafli szkła są wzajemnie zależne |
Wyzwania nowej technologii
Odpowiedni sposób ogrzewania szkła i jego dokładna regulacja jest kluczem do prawidłowego przebiegu procesu hartowania szkła. Nierównomierne podgrzewanie szkła może być spowodowane wieloma przyczynami – wynikającymi głównie z powodu nieodpowiedniej (niewystarczającej) kontroli systemu grzewczego, złym ustawieniem parametrów oraz innych błędów technicznych. Zrównoważony i kontrolowany proces ogrzewania jest podstawą do przetwarzania, popularnych obecnie, rodzajów szkła pokrytych powłokami. Kiedy pojawiają się różnice temperatury w czasie nagrzewania szkła, powstają obszary gdzie szkło osiągnęło zbyt niską temperaturę, co powoduje ryzyko pęknięcia podczas fazy schładzania. Przegrzanie może nie mieć złego wpływu na szkło, ale właściwości optyczne i zgodność kształtu zostaną utracone. W procesie gięcia i hartowania szkła, ważna jest subtelna i precyzyjna kontrola parametrów gięcia podczas podgrzewania i schładzania szkła.
Natychmiast po wyjściu z pieca szkło zaczyna stygnąć. Jedynym sposobem zrównoważenia tego procesu jest jego podgrzewanie. Ta faza jest potencjalnie okresem, gdzie mogą powstać optyczne zniekształcenia i gdzie właściwie postępując można ich uniknąć. Gięcie musi być wykonane bardzo szybko i dokładnie, by zacząć schładzanie przed spadkiem temperatury poniżej krytycznej wartości potrzebnej do zahartowania szkła.
Błędy popełnione w tym procesie są później bardzo widoczne. Kombinacja podgrzewania przez promieniowanie i konwekcję jest wykorzystywana we współczesnych piecach do gięcia i hartowania szkła. Z powodu różnych rodzajów szkła, które będą znajdowały się w piecu (na przykład szkło z powłokami, tafle o różnych wymiarach i kształtach), system ogrzewania musi zapewnić sterowanie temperaturą w piecu nie tylko w kierunku poprzecznym ale również podłużnym. Aby wyeliminować możliwe błędy „ludzkiej” obsługi pieca wprowadzono automatyczne czujniki temperatury, powiązane z głównym układem sterowania temperaturą w piecu, aby zapewnić równomierne jej rozłożenie w piecu.
Gdy szkło jest odpowiednio ogrzane, następuje gięcie szkła i wytworzenie odpowiedniej krzywizny, po czym następuje proces szybkiego schładzania szkła. Dokładność kontroli urządzeń gra główną rolę w zapewnianiu wymaganych własności i powtarzalności kształtów kolejnych wyrobów, która jest szczególnie ważna w wypadku szkła laminowanego, złożonego m.in. z ułożonych warstwowo tafli szkła.
Laminowanie szkła giętego i wzmacnianego termicznie
Niektóre zastosowania giętego szkła wymagają dodatkowego zapewnienia im ochrony przed atakiem, czy redukcji poziomu hałasu – wtedy zachodzi potrzeba użycia szkła laminowanego. W tym przypadku stosuje się szkło laminowane, złożone z warstw giętych tafli szkła, połączonych przekładkami, np. z folii PVB.
Piece do gięcia i hartowania szkła przy zastosowaniu innej procedury sterowania ogrzewaniem i chłodzeniem pozwalają na produkcję szkła wzmocnionego termicznie. Szkło to ma dwukrotnie większą wytrzymałość od szkła zwykłego (odprężonego), ale sposób pękania jest podobny do szkła zwykłego i szkło po pęknięciu pozostaje w ramie (a nie rozpada się na drobne kawałki jak szkło hartowane).
Koncepcja gięcia szkła bez użycia form
Brak elastycznej i taniej technologii było głównym problemem w przetwarzaniu giętych i hartowanych paneli ze szkła większych rozmiarów, np. formatu „jumbo”. Gięcie i hartowanie było uważane za kosztowny i skomplikowany proces, wymagający stosowania drogich form i specjalistycznego oprzyrządowania. Wysokie koszty uzyskiwania mniejszych formatów wzrastały jeszcze bardziej przy przetwarzaniu szkła architektonicznego dużych rozmiarów.
Nowa technologia jest bezpośrednią odpowiedzią na tę sytuację. Największe obecnie przemysłowe linie hartownicze pozwalają również na wydajną produkcję paneli szklanych o niezwykłych, zakrzywionych kształtach, do stosowania na fasadach, o maksymalnych wymiarach szkła 2400x4200 mm i z minimalnym promieniem gięcia 1500 mm. Urządzenia takie wyposażone są w trzy różne sekcje do gięcia szkła i jedną do otrzymywania płaskiego szkła hartowanego.

Nowe możliwości projektowe
Koncepcja „zero narzędzi” oznacza, że oprócz elementów stanowiących wyposażenie pieca do hartowania i gięcia nie są potrzebne żadne dodatkowe formy i narzędzia. Szkło o różnych kształtach, wymiarach i grubościach może być przetworzone na wydajnych liniach produkcyjnych z minimalnymi czasami międzyoperacyjnymi. To jest cecha, która umożliwia łatwe przetwarzanie różnych tafli szkła z umiarkowanymi kosztami.
W praktyce, czas zmiany międzyoperacyjnej może być obniżony do kilku minut i jest związany z czasem, jaki zabierze operatorowi wpisanie nowego programu gięcia do pamięci komputera. Dostępność wszechstronnych systemów gięcia i hartowania szkła otwiera nowe horyzonty dla konstruowania ciekawych budynków i oferuje projektantom wolną rękę w stosowaniu giętych i hartowanych wyrobów szklanych w przystępnej cenie, bez ograniczania wizualnych efektów fasady budynku.
Firmy przetwarzające szkło, szczególnie w Europie i na Bliskim Wschodzie, szybko zaadoptowały tę nową technologię i zaoferowały wykonywanie nowych produktów.
Mauri Saksala
Tamglass
Artykuł pochodzi z materiałów konferencji
Glass Processsing Days 2005
Następne spotkania
GLASS PROCESSING DAYS 2006, Chiny, Pekin, 23-24 kwiecień 2006
GLASS PROCESSING DAYS 2007, Finlandia, Tempere, 15-18 czerwiec 2007
www.glassfiles.com
więcej informacji: Świat Szkła 2/2006






















