







Wysoka adsorpcja względnie desorpcja gazu oraz niska higroskopijność mogą znacznie skrócić czas użytkowania szyby zespolonej. Ponadto niewłaściwa wielkość cząsteczek środka osuszającego może prowadzić do niezamierzonego przestoju zautomatyzowanego urządzenia napełniającego, co spowoduje zmniejszenie jego wydajności.
Ilość powietrza desorbowaną przez sito molekularne w wysokiej temperaturze można łatwo wyznaczyć. Dla sita molekularnego 3A przyjęta w branży wartość porównawcza wynosi maksymalnie 25 ml powietrza na 250 ml środka osuszającego przy temperaturze 70°C. W przypadku sita molekularnego 4A wartość ta może wzrosnąć do 600 ml powietrza, a więc 24-krotnie w tych samych warunkach badawczych.
Jeżeli użyjemy takiego środka adsorpcyjnego w elemencie szkła zespolonego, powstaną znaczne wybrzuszenia, które doprowadzą do znacznych naprężeń szkła. Skutkiem tego jest powstanie nieklarownej przejrzystości szkła i jego krótszy okres użytkowania. W przypadkach ekstremalnych może dojść do pęknięć szkła. Następujące wyliczenia przedstawiają skutki adsorpcji/desorpcji na szkle w przypadku dwóch różnych elementów szkła zespolonego, przy czym jeden jest wypełniony sitem molekularnym 3A a drugi sitem molekularnym 4A.
Wyliczenie opiera się na następujących danych:
- wielkość szyby (dł.x szer.): 50x35cm
- rozstaw szyb: 16 mm
- grubość szyb: 4 mm
Warunki produkcji:
- temperatura: 25°C;
- względna wilgotność powietrza: 50%;
- ciśnienie powietrza: 1013 mbar;
Warunki w miejscu eksploatacji:
- temperatura: 25°C
- względna wilgotność powietrza: 50%;
. ciśnienie powietrza: 1013 mbar;
Rodzaj środka osuszającego:
- sito molekularne 3A, względnie 4A
Ilość środka osuszającego: 80g
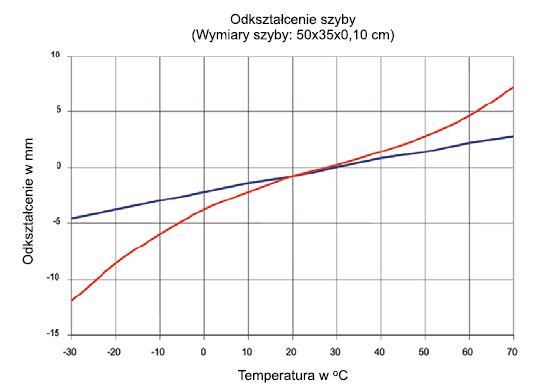
Wykr. 1. Zależne od temperatury wklęśnięcie i wybrzuszenie w dwóch identycznych elementach ze szkła zespolonego, przy czym jeden z nich jest wypełniony sitem molekularnym 3A (linia niebieska) a drugi sitem 4A (linia czerwona)
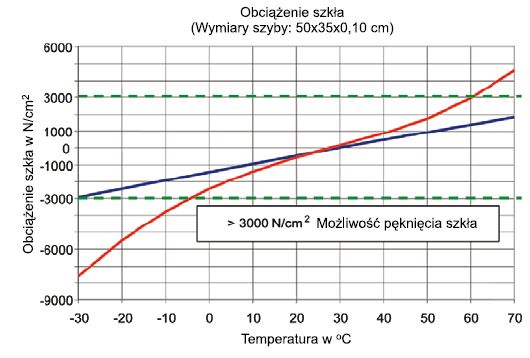
Wykr. 2. Zależne od temperatury mechaniczne obciążenie w dwóch identycznych elementach ze szkła zespolonego, przy czym jeden z nich jest wypełniony sitem molekularnym 3A (linia niebieska) a drugi sitem 4A (linia czerwona). Obszar między obu zakreskowanymi liniami pokazuje zakres, w którym obciążenie szyby niesie z sobą małe ryzyko.
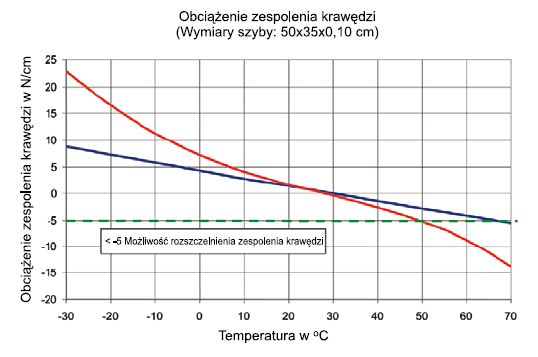
Wykr. 3. Zależne od temperatury obciążenie zespolenia krawędzi w dwóch identycznych elementach ze szkła zespolonego, przy czym jeden z nich jest wypełniony sitem molekularnym 3A (linia niebieska) a drugi sitem 4A (linia czerwona). Obszar powyżej zakreskowanej linii pokazuje zakres, w którym obciążenie zespolenia krawędzi niesie z sobą małe ryzyko
Z wykresów wynika, że im większa różnica temperatury między miejscem produkcji a miejscem eksploatacji elementów szkła zespolonego, tym bardziej pogłębiają się wklęśnięcia i wybrzuszenia. W przypadku zastosowania sita molekularnego 4A ryzyko pęknięcia szkła i obciążenia zespoleń krawędziowych jest wyraźnie większe niż w przypadku zastosowania sita 3A. W przypadku elementów szkła zespolonego wysokiej jakości długość eksploatacji ocenia się na ok. 25 lat. Okres ten ulega znacznemu skróceniu, jeżeli element taki jest poddawany zwiększonym obciążeniom. Wynika z tego, że użycie wysokiej jakości sita molekularnego 3A jest nieodzowne do wyprodukowania elementu ze szkła zespolonego wysokiej jakości.
Aby zoptymalizować długość eksploatacji elementu ze szkła zespolonego, konieczne jest zwiększenie własności pochłaniania wilgoci przez sito molekularne. Zależy ona od początkowej – produkcyjnej zawartości wilgoci oraz od równomiernego jej wchłaniania przez środek odwadniający. Wstępna, możliwie niska zawartość wilgoci w sicie molekularnym uwaunkowana jest poprawnym procesem wyprażania, chłodzenia, odpowiedniego opakownia i przechowywania. Z kolei w czasie procesu produkcyjnego koniecznym jest skracanie do minimum czasu pomiędzy napełnieniem ramki sitem, a oczekiwaniem na pełne zespolenie szyb.
Równomierne wchłanianie wilgoci jest uzależnione od chemiczo-fizycznych właściwości syntetycznie otrzymanego zeolitu (sita molekularnego) oraz sposobu jego łączenia z odpowiednim lepiszczem tak, aby uzykac końcową postać kulki o zadanej średnicy. Złe proporcje substancji aktywnej (sita) i lepiszcza, a także ich słaba homogenizacja mogą powodowac nadmierne pylenie finalnego produktu lub jego zwiększoną, niekorzystną twardość a także zmniejszoną pojemność adsorpcyjną.
Opracowany w latach 70. poprzedniego stulecia, przy współudziale firmy Grace oraz wprowadzony do produkcji szkła zespolonego test Delta-T jest stosunkowo łatwą do przeprowadzenia metodą sprawdzania sprawności działania sita molekularnego w celu określenia jego zdolności funkcjonowania. Mierzony jest wzrost temperatury w danej mieszaninie wodnej sita molekularnego, przy czym wzrost ten jest miarą wyzwalanego podczas adsorpcji ciepła.
Badanie to jest wprawdzie akceptowane w przemyśle, jednak jest uznawane jedynie za wystarczający wskaźnik poziomu aktywności, a nie za bezwzględną miarę potencjału adsorpcyjnego sita molekularnego. Badania wykazują, że potencjał adsorpcyjności sit molekularnych z różnych źródeł, dostępnych w sprzedaży na rynku europejskim, może różnić się jakością nawet do 40%. Wszystkie wykazują jednak określony minimalny wzrost temperatury.
Podawane w kartach charakterystyki produktu różnice temperatur Delta-T powinny być poparte samym opisem pomiaru, wskazówkami dotyczącymi zestawu do wykonania badania oraz graniczna różnica temperatur, poniżej której producent nie zaleca zasypywania ramki sitem.
Brak tych danych przy jednoczesnym wykonywaniu pomiarów na przypadkowym zestawie prowadzi do wielu błędów i wyciągania złych wniosków co do lepszej lub gorszej Delta-T.
Dobór i ilość lepiszcza ma także wpływ na końcowy wynik pomiaru a tym samym na pojemność adsoprcyjną wyrobu. Dlatego też to producent, dostarczając metodykę pomiaru, warunki brzegowe testów i zestaw pomiarowy, decyduje jednoznacznie o parametrach oferowanego adsorbentu.
Ramka dystansowa
Sita molekularne o odpowiedniej wielkości kuleczek umożliwiają wygodne i szybkie napełnianie ramek dystansowych.
Proces napełniania niesie ze sobą potencjalne niebezpieczeństwo tworzenia pyłu, który działa w następujący sposób:
1. Badanie wzrokowe – pył na powierzchniach szkła i ramek jest wyraźnie widoczny.
2. Obecność pyłu wpływa ujemnie na przyczepność środka uszczelniającego i prowadzi do skrócenia okresu eksploatacji.
3. Automatyczne systemy napełniające mają tendencję do zaburzeń funkcjonowania w przypadku intensywnego występowania pyłu.
4. Intensywne występowanie pyłu w przypadku zaistnienia niekorzystnych okoliczności może prowadzić nawet do wystąpienia warunków szkodliwych dla załogi producenta szkła zespolonego.
Poprzez dobór odpowiednich środków wiążących oraz wprowadzenie nowoczesnych technologii np. granulacji producenci sit molekularnych mogą minimalizować powstawanie pyłu. Należy przy tym uwzględnić, że spoiwa są z reguły naturalnymi materiałami nieorganicznymi, wydobywanymi metodami górniczymi. W przypadku takich materiałów istnieje niebezpieczeństwo, że zawierają szkodliwe stężenia włókien i kwarcu oraz ich skład mineralny jest zmienny. Stąd też spoiwa używane w Europie do produkcji sit molekularnych są poddawane stałej kontroli jakości.
Wielkości kuleczek sit molekularnych muszą ściśle odpowiadać ostrym wymaganiom specyfikacji, aby zapewnić bezawaryjną pracę urządzeń napełniających.
Wiadomo, że kuleczki nieodpowiedniej wielkości blokują urządzenia napełniające i powodują ich przestój. Następnym punktem krytycznym jest ciężar nasypywanego środka odwadniającego. Producent szkła zespolonego kupuje go według wagi, natomiast przetwarza według objętości.
Stąd też przy ocenie ekonomicznej należy bardzo dokładnie przeanalizować wzajemną relację ciężaru materiału nasypywanego i zdolności pochłaniania wilgoci.
W obliczu wszystkich tu wymienionych wątpliwości niektórym użytkownikom może wydawać się bardzo dziwne, że produkty, których zdolność adsorpcyjna wynosi tylko 60% zdolności sita molekularnego dobrej jakości i których naturalne właściwości adsorpcyjne mogą prowadzić do powstawania wybrzuszeń i pęknięć szkła, w ogóle są akceptowane na rynku europejskim.
Możliwe, iż wychodzi się z założenia, że produkty te spełniają wymagania Normy Europejskiej prEN 1279. Gdyby tak było, należy wziąć pod uwagę, że norma ta reguluje jedynie wymagania dotyczące możliwości adsorpcyjnych środka osuszającego. Inne ważne właściwości produktu, takie jak adsorpcja i desorpcja gazu, trwałość mechaniczna i wytwarzanie pyłu przez środek odwadniający, kinetyka pochłaniania wody i możliwie jednolity rozkład wielkości kuleczek nie są regulowane w normie prEN 1279.
| Wybór środka osuszającego:
Odpowiedzialność za użycie środka osuszającego z nieznanego źródła pochodzenia spoczywa wyłącznie na producencie szkła zespolonego. Dla własnego bezpieczeństwa powinien on żądać dostarczenia świadectwa pochodzenia towaru, który otrzymuje. Poza tym dostawca ma obowiązek w każdej chwili udowodnić na podstawie dokumentacji technicznej, że jego produkty spełniają wszystkie wymagania europejskich standardów przemysłowych. Jest to konieczne, aby utrzymać wysoki poziom jakości europejskich wyrobów ze szkła zespolonego i być godnym zaufania użytkowników. |
Andreas Keinath, Martin Newsom
Glaswelt 10/05
więcej informacji: Świat Szkła 1/2006






















