







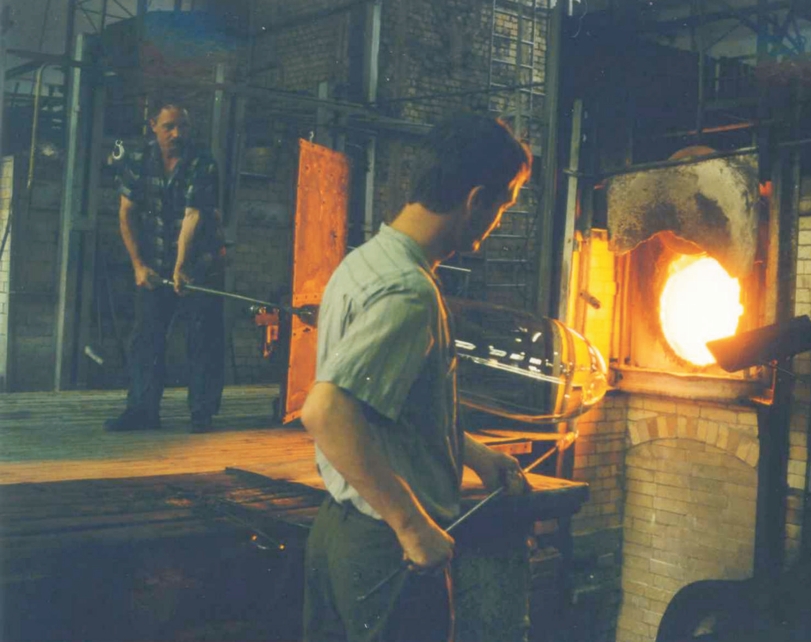
"Zwiedzając hale produkcyjne Huty Szkła w Jaśle, odnosi się wrażenie jakby czas w tym miejscu odmierzany był według własnych reguł. Widok hutników wybierających rozpaloną masę szklaną i dmuchających ustami małe, potem większe formy nasuwa historyczne skojarzenia. Jest w tych scenach i romantyka minionych epok i ładunek autentycznej wykonywanej rękami pracy, która trwa nieprzerwanie"1.

Fot. 1. Podgrzewanie cylindra w drumli
Wrażenie takie potęguje dodatkowo niewielki wymiar hali, w której odbywa się produkcja szkła witrażowego. Większość czynności wykonywana jest blisko siebie. Łatwo więc można ogarnąć wzrokiem cały cykl produkcyjny.
W procesie produkcji antycznego szkła witrażowego biorą udział:
- kulkarz,
- nabieracz,
- dmuchacz,
- paclarz,
-walcarz.
Prace przy formowaniu cylindrów rozpoczynają najpierw kulkarz i nabieracz. Do obowiązków kulkarza należy przygotowanie piszczeli i wyłożenie kształtowników drewnianych specjalnego gatunku tektura papierowa wcześniej namoczona w wodzie. Po wykonaniu czynności przygotowawczych kulkarz rozgrzewa w piecu zwanym drumla końcówkę piszczeli (tzw. nabel), a następnie nabiera pierwsza porcje szkła z donicy.
Nabrane szkło studzi i kształtuje na kule w kształtowniku. Na przestudzona kule nabiera druga porcje szkła i wtedy oddaje piszczel ze szkłem nabieraczowi, który znowu studzi porcje szkła i formuje z niej kształt kuli. Następnie nabieracz jeszcze dwa razy nabiera kolejne porcje szkła i gdy ma na piszczeli stosowna ilość masy szklanej wkłada ja do odpowiednio przygotowanego metalowego kloca. Wspólnie z dmuchaczem rozpoczynają formowanie w nim szklanego cylindra. Gdy uformują początek cylindra, tzw. kape, nabieracz przenosi go do oddzielne- go pieca w celu podgrzania przestudzonej masy szklanej.
Fot. 2. Przygotowanie do wyciecia otworu w wydmuchanym cylindrze
W tym momencie dmuchacz przejmuje piszczel i w drumli nagrzewa mase szklana do temperatury, w której jest ona plastyczna i nadaje sie do rozpoczęcia procesu wyciągania cylindra. Później dmuchacz przenosi piszczel z rozgrzanym szkłem nad kanał wymachowy i za pomocą odpowiednich ruchów (obrotowy i wahadłowy) powoduje wyciąganie cylindra. Aby zachować odpowiednia średnicę cylindra (około 32-35 cm) dmuchacz musi wdmuchiwać powietrze ustami do wyciąganego cylindra, bacznie obserwując czy zachowana jest średnica.
Proces formowania cylindra trwa az do uzyskania cylindra odpowiedniej długości, co uzależnione jest od ilości szkła nabranego na piszczel. Wtedy paclarz na kopule cylindra przylepia niedużą porcje gorącej masy szklanej o średnicy około 5 cm. Po odłączeniu pręta z reszta masy szklanej od czaszy, dmuchacz wdmuchuje ustami powietrze do cylindra, zamyka dłonią jego dopływ i podgrzewa w drumli. Pod wpływem temperatury powietrze w cylindrze rozszerza sie, zwiększa ciśnienie i znajduje sobie ujście tworząc otwór w miejscu wcześniejszego przylepienia gorącej porcji szkła.

Fot. 3. Wyciaganie cylindra
1 Rudnicka M. – Szkło witrażowe z Jasła „Nowiny” 206/1996, str. 12.
Gdy proces ten dobiegnie końca dmuchacz kieruje cylinder z otworem w stronę paclarza, który przy pomocy specjalnych nozyc stalowych powiększa otwór starając sie, aby był on symetryczny w stosunku do osi cylindra. Z kolei dmuchacz umieszcza ponownie cylinder w drumli i mocno nagrzewa okolice wyciętego otworu. Gdy masa szklana jest plastyczna wyjmuje cylinder z drumli, ustawia go w kanale wymachowym w pozycji pionowej i przez obrót piszczela wokół własnej osi, wykorzystujac siłe odsrodkowa, doprowadza do wyrówna- nia koncówki cylindra do rozmiarów jego srednicy.
Tak uformowany cylinder dmuchacz przenosi na specjalny stojak i ustawia w pozycji poziomej. W miedzyczasie paclarz nabiera wieksza porcje goracej masy szklanej na pret metalowy i formuje z niej laske, która przynosi do lezacego na stojaku cylindra. Dmuchacz wyciaga z laski masy szklanej nitke o srednicy około 1 cm i opasuje cylinder przy piszczeli. Po kilku sekundach w miejscu styku goracej nitki z przestudzonym szkłem cylindra powstaja naprezenia termiczne i wtedy wystarczy dotkniecie cylindra zimnym kawałkiem metalu, aby nastapiło pekniecie po linii styku nitki szklanej z cylindrem. W ten sposób odłacza sie uformowany cylinder od piszczeli, a cylinder przekazuje sie do procesu jego prostowania2.
2 We Francji stosuje sie równiez zmechanizowane dmuchanie cylindrów. Polega to na tym, ze po wydmuchaniu ustami małej kulki szklanej piszczel ze szkłem układa sie na specjalne uchwyty ustawione pod katem i uruchamia dmuchanie poprzez wtłaczanie sprezonego powietrza do obracajacej sie kuli. Przy odpowiednim nachyleniu piszczeli i obrocie na wałkach o ostrych zarysowaniach nastepuje z jednej strony wydłuzanie cylindra, a z drugiej rysowanie powierzchni szkła. Otrzymany w ten sposób cylinder ma długosc 1,3-1,4 m.
Prostowanie cylindra na tafle szklana rozpoczyna sie od przeciecia go wzdłuz. W tym celu walcarz przenosi przestudzony cylinder na inny stojak i tam wspólnie z dmuchaczem dokonuje jego przeciecia. Proces ten wykonac mozna dwoma sposobami:
- pierwszy polega na nacieciu diamentem cylindra i poprzez stukniecie w miejscu naciecia spowodowanie jego pekniecia,
- drugi polega na wytworzeniu przy pomocy goracych metalowych pretów naprezen w miejscu styku preta z cylindrem, co doprowadza do jego wzdłuznego pekniecia.
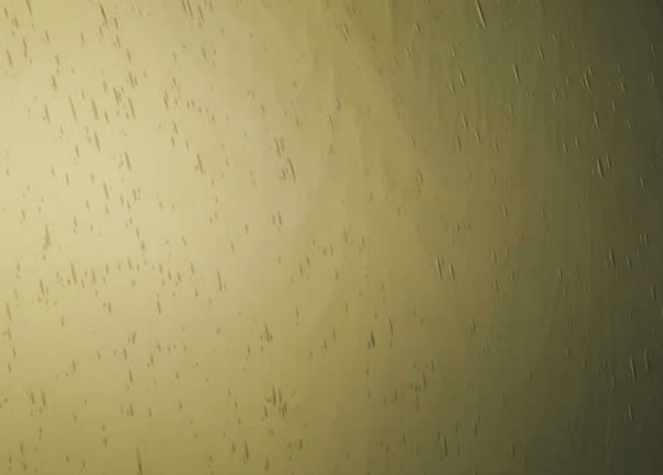
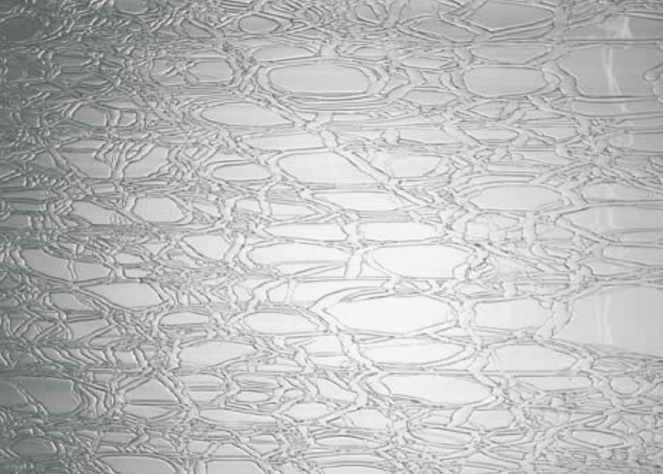

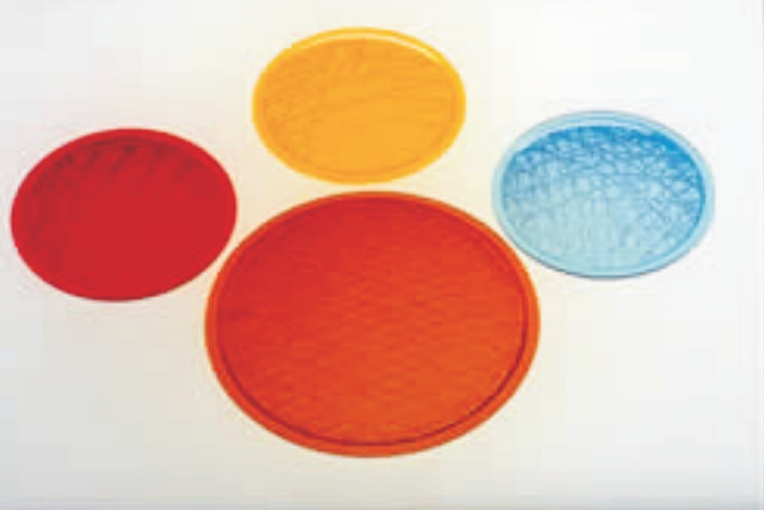
Fot. 4-7. Przykładowe tafle szkła witrazowego produkcji Huty Szkła w Jasle z widocznymi pecherzykami i wgnieceniami na powierzchni tafli
Rozciety wzdłuz cylinder przekazywany jest innej ekipie hutniczej celem rozprostowania go na tafle szklana. Do pro- stowania cylindrów przeznaczony jest specjalny piec, gdzie najpierw zimny cylinder podgrzewany jest stopniowo w specjalnym tunelu do temperatury około 450-470oC. Nastepnie cylinder przenoszony jest przez prostowacza na płyte szamotowa do czesci pieca, gdzie temperatura wnetrza waha sie od 650-750oC. Duza rozbieznosc w temperaturach prostowania zwiazana jest z kolorem szkła, jakie sie prostuje oraz nasyceniem barwy. Cylinder pozostaje tam do czasu uzyskania plastycznosci. Wtedy prostowacz rozkłada cylinder na zewnatrz dbajac o to, aby zadna czesc nie zawineła sie do srodka i nie zetkneła z inna czescia cylindra.
Gdy cylinder jest juz rozłozony wtedy prostowacz za pomoca klocka drewnianego wyrównuje tafle szklana przyciskajac ja do płyty szamotowej. Rozprostowany na tafle cylinder w innej czesci pieca zostaje przestudzony do takiej temperatury, aby tafla szklana mogła byc przesunieta do kanału odprezania i studzenia. W kanale tym nastepuje najpierw wyrównanie temperatur w całej masie tafli szklanej, a nastepnie powolne i równomierne jej studzenie, az do temperatury około 50oC. Na koncu kanału tafla szklana odbierana jest recznie i przenoszona na stojaki.
Opisane elementy technologii produkcji szkła witrazowego dotycza najbardziej cenionego na rynku szkła dmuchanego.
Etapy jego produkcji wzorowane sa na sredniowiecznych metodach wytwarzania, dzieki czemu szkło to spełnia wysokie oczekiwania klientów. W szczególnosci szkło witrazowe, które ma przypominac antyczny wyrób:
- powinno byc produkowane metoda re- czna, aby imitowało wyrób, jaki był wytwarzany przed setkami lat,
- musi miec rózna grubosc (przewaznie 2,5-5,0 mm), aby widoczne były róznice w intensywnosci barwy w poszczególnych elementach kompozycji szklanej,
- tafla szklana musi miec nierównosci powierzchni w formie wgniecen liniowych ułozonych przypadkowo, aby w witrazu powodowały dodatkowe efekty swietlne (tzw. „gre swiateł”),
- powinno zawierac w swojej masie znaczna ilosc pecherzyków gazowych, które powoduja równiez dodatkowe rozproszenie swiatła przechodzacego przez szkło, a przede wszystkim wspaniale imituja szkła sredniowieczne – wówczas do topienia masy szklanej uzywano jako paliwa technologicznego drewna lub wegla i temperatury w piecu nie pozwalały na uzyskanie masy wolnej od tych pecherzyków.
Wszystkie te cechy posiada polskie szkło witrazowe. Ponadto, jak twierdzi wielu wykonawców witrazy, dobrze sie kroi i ma bogata kolorystyke. Wprowadzone w 1993 roku udoskonalenia w procesie produkcji spowodowały wzrost ilosci pecherzyków w masie szklanej oraz liniowych wgniecen na powierzchni tafli. Dzieki temu krajowe szkło witrazowe moze smiało konkurowac z tego typu szkłem produkcji zagranicznej.
Maria Chrzaszcz
Całość artykułu w wydaniu drukowanym i elektronicznym
Inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
Więcej informacji: Świat Szkła 12/2003






















