







Wydanie 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
|
Ramki dystansowe w szybach zespolonych - Zagadnienia cieplne
|
Jakość cieplna szyb zespolonych stosowanych w oknach, drzwiach lub metalowo-szklanych ścianach osłonowych zalezy od:
- ich budowy: liczby i grubości szyb oraz odległości między nimi w zestawie,
- emisyjności powłok stosowanych na powierzchni szyb (w zakresie promieniowania podczerwonego),
- rodzaju gazu lub mieszaniny gazów wypełniających przestrzenie międzyszybowe,
- rodzaju ramki dystansowej i materiałów zastosowanych w obwodowym zespoleniu szyb,
- rodzaju i liczby ewentualnych szprosów.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Potęga koloru |
Wielu architektów, projektantów i inwestorów doskonale zdaje sobie sprawę z sytuacji panującej w branży budowlanej: istnieje przymus tworzenia budynków możliwie jak najniższym kosztem, nieraz nawet za cenę gorszej jakości wykonania i użytych elementów. Często z przepięknych prac studyjnych rodzą się zupełnie nieciekawe budynki, skłaniające się ku pospolitości, będące raczej wyrazem wymuszonej uniformizacji.
 Z drugiej strony przedsiębiorcy i firmy traktują swe budynki administracyjne i inne prestiżowe obiekty niczym swoje wizytówki, współtworzące ich własny wizerunek. Dlatego też stawiają wysokie wymagania dotyczące wizualnych i technicznych walorów budynków. Te dwa przeciwstawne sobie wymogi zmuszają projektantów do niezwykle trudnych poszukiwań możliwie najlepszej relacji kosztów budowy i płynących z niej korzyści. Bo w końcu da się zrobić niemal wszystko – jednak musi być to jeszcze opłacalne!
Z drugiej strony przedsiębiorcy i firmy traktują swe budynki administracyjne i inne prestiżowe obiekty niczym swoje wizytówki, współtworzące ich własny wizerunek. Dlatego też stawiają wysokie wymagania dotyczące wizualnych i technicznych walorów budynków. Te dwa przeciwstawne sobie wymogi zmuszają projektantów do niezwykle trudnych poszukiwań możliwie najlepszej relacji kosztów budowy i płynących z niej korzyści. Bo w końcu da się zrobić niemal wszystko – jednak musi być to jeszcze opłacalne!
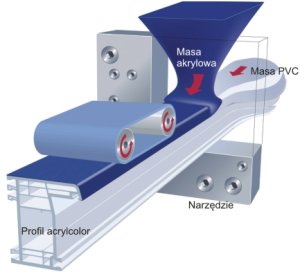
Jak zatem w kontekście obniżania kosztów i uzyskania maksymalnej korzyści pokusić się o efekty kolorystyczne w budowanym obiekcie? W przypadku kolorystyki elementów okiennych firma GEALAN umożliwia inteligentne rozwiązania za sprawą profili acryl color, które są produkowane w procesie koekstruzji. Jest to wysokiej jakości metoda powlekania okien z tworzyw sztucznych, którą śmiało można porównać z materiałami aluminiowymi powlekanymi metodą proszkową.
Mało tego, powierzchnia acrylcolor wykazuje wyraźną przewagę pod względem odporności na zarysowania oraz minimalizowania nagrzewania powierzchni wskutek promieniowania słonecznego. Te zalety jakościowe odnoszą się nie tylko do okien standardowych. Dzięki systemowi profili S 8000 IQ, uwzględniającego podwyższone wartości statyczne, profile acrylcolor można również stosować w fasadach o znacznie bardziej skomplikowanej strukturze.
 Mariaż procesu koekstruzji i systemu S 8000 IQ otwiera ciekawe perspektywy przed projektantami. Decydując się na niedrogie okna z tworzywa sztucznego, których powierzchnia została pokryta szkłem akrylowym, można uzyskać znaczące oszczędności w porównaniu z tradycyjnie montowanymi systemami aluminiowymi, nie tracąc przy tym nic na wartości i jakości tychże elementów. W zależności od rodzaju budynku można tym sposobem obniżyć koszty budowy fasady i montażu okien o 10 do 20 procent. To znaczący czynnik w wymienionym wyżej rachunku kosztów i korzyści płynących z budowy nowego obiektu.
Mariaż procesu koekstruzji i systemu S 8000 IQ otwiera ciekawe perspektywy przed projektantami. Decydując się na niedrogie okna z tworzywa sztucznego, których powierzchnia została pokryta szkłem akrylowym, można uzyskać znaczące oszczędności w porównaniu z tradycyjnie montowanymi systemami aluminiowymi, nie tracąc przy tym nic na wartości i jakości tychże elementów. W zależności od rodzaju budynku można tym sposobem obniżyć koszty budowy fasady i montażu okien o 10 do 20 procent. To znaczący czynnik w wymienionym wyżej rachunku kosztów i korzyści płynących z budowy nowego obiektu.
Co to jest acrylcolor?
Firma GEALAN Fenster Systeme od ponad dwudziestu pięciu lat produkuje kolorowe profile dla stolarki otworowej w procesie zwanym koekstruzją. Metoda ta polega na połączeniu dwóch różnych tworzyw sztucznych, w tym przypadku białego PVC i kolorowego PMMA (polimetakrylanu metylu) – znanego pod handlową nazwą „szkło akrylowe”. Materiał ten jest – bez zastosowania jakichkolwiek środków przeciwstarzeniowych, stabilizatorów i pochłaniaczy promieniowania UV – najbardziej odpornym na działanie czynników atmosferycznych tworzywem sztucznym (swojej odporności na co dzień szkło akrylowe dowiodło w milionach tylnych świateł samochodów).
Do wykorzystania zalet PMMA wystarcza warstwa o grubości zaledwie 0,5 mm, która jest łączona homogenicznie z rdzeniem profila z białego PVC. Udarne PVC służy jako materiał nośny, natomiast warstwa PMMA (szkła akrylowego) nadaje profilowi kolor. Oba te materiały dobrze łączą się ze sobą, porównywalnie jak stal i beton. Współczynniki rozszerzalności PVC i PMMA wynoszą około 70 x 10-6K-1. W ten sposób przy nagrzewaniu PMMA nie ma ryzyka odwarstwienia.
Jak powstają profile okienne acrylcolor?
W procesie koekstruzji rdzeń profila z białago PVC łączy się nierozerwalnie z warstwą kolorowego szkła akrylowego. Profil acrylcolor opuszcza ekstruder już jako profil dwukolorowy. Na skutek stopienia tych dwóch materiałów powstaje jedwabisto-matowa powierzchnia zewnętrzna profila, która jest odporna na działania słońca, wiatru, deszczu i zimna (rys. 1).
Przekonujące argumenty
 Trwałość kolorów
Trwałość kolorów
Proces koekstruzji, w którym produkowane są profile acrylcolor, gwarantuje niedoścignioną trwałość kolorów. Akryl jest od dziesiątek lat stosowany do produkcji świateł samochodowych i wciąż po latach utrzymuje swój kolor.

Łatwa pielęgnacja
Powierzchnia profili acrylcolor utrudnia zbieranie się zanieczyszczeń, można ją czyścić zwykłymi środkami czystości.
 Odporność na zarysowania
Odporność na zarysowania
Stopienie PVC i szkła akrylowego po wpływem wysokiej temperatury nadaje im szczególną wytrzymałość. Dzięki temu wykazują znaczną odporność na zarysowania.
 Wysoki refleks
Wysoki refleks
Promieniowanie słoneczne jest w przeważającej części odbijane od białego PVC znajdującego się pod warstwą akrylu. Dzięki temu zredukowano do minimum nagrzewanie się profili. Zaskakująco niskie są różnice temperatur powierzchni jasnych i ciemnych okien.
 100% recykling
100% recykling
Powstałe w trakcie obróbki odpadki profila zostają wprowadzone w powtórny obieg materiału, zgranulowane i ponownie przetworzone. W ten sposób zapewnia się zamknięty obieg materiału.
 Odporność na działanie czynników atmosferycznych
Odporność na działanie czynników atmosferycznych
Na przestrzeni wielu lat szkło akrylowe udowodniło swoją odporność na oddziaływanie agresywnych czynników atmosferycznych w milionach tylnych świateł samochodowych. Ten sam materiał, szkło akrylowe, jest stosowane do produkcji profili acrylcolor.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
|
Reaktywne hotmelty jako uszczelniacze do szyb zespolonych
|
Reaktywny hotmelt jest nowym typem uszczelniacza, który może być stosowany w produkcji szyb zespolonych. Koncepcja produktu jest połączeniem zalet tradycyjnych hotmeltów butylowych z uszczelniaczami chemoutwardzalnymi.
Reaktywne hotmelty nakłada się jako jednoskładnikowe, a następnie chemicznie reagują z wilgocią z otoczenia w celu uzyskania lepszych właściwości (kohezja, odporność temperaturową, adhezja do szkła) niż hotmelty butylowe przy zachowaniu zalet stosowania uszczelniaczy jednoskładnikowych.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
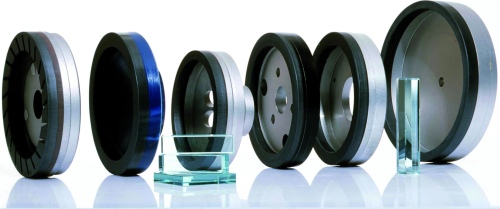
DIAPOL – światowy partner produkujący narzędzia diamentowe i polerujące dla przemysłu szklarskiego |
 Na początku roku 2006 na międzynarodowym rynku narzędzi do obróbki szkła pojawił się nowy gracz: firma DIAPOL, której początek dała firma Bavelloni. DIAPOL to firma z oddzielną i niezależną osobowością prawną, wyspecjalizowana w sektorze narzędzi diamentowych i polerujących do obróbki szkła, korzystająca z ogromnego, ponad 60-letniego własnego doświadczenia w branży narzędzi o najwyższej jakości.
Na początku roku 2006 na międzynarodowym rynku narzędzi do obróbki szkła pojawił się nowy gracz: firma DIAPOL, której początek dała firma Bavelloni. DIAPOL to firma z oddzielną i niezależną osobowością prawną, wyspecjalizowana w sektorze narzędzi diamentowych i polerujących do obróbki szkła, korzystająca z ogromnego, ponad 60-letniego własnego doświadczenia w branży narzędzi o najwyższej jakości.
Młoda organizacja z kilkudziesięcioletnim doświadczeniem
Dzięki swojemu pochodzeniu, DIAPOL może dzisiaj korzystać ze wszystkich atutów młodej i dynamicznej firmy, która jednocześnie korzysta z kilkudziesięcioletniego doświadczenia w projektowaniu i produkcji narzędzi, wychodząc naprzeciw potrzebom przemysłu obróbki szkła zarówno we Włoszech jak i na całym świecie.
Nazwa DIAPOL – która łączy w sobie podstawę słowotwórczą “Diamond” (Dia) i “Polishing” (Pol) – wskazuje na zadania firmy: Diapol to światowy partner na rynku narzędzi dla przemysłu szklarskiego – produkujący i dystrybujący tarcze diamentowe i polerujące do obróbki szkła płaskiego.
Jakość i zawansowana technologia produktów: lepsze parametry przy niższych kosztach
Siła DIAPOL polega głównie na ogromnym doświadczeniu opartym na badaniach i rozwoju systemu „maszyna – narzędzie” – stanowiącym ogromne dziedzictwo know-how zdobywane przez lata, które teraz pozwala firmie DIAPOL oferować produkty o najwyższej jakości z rozwiązaniami odpowiednimi dla wszystkich szlifierek działających na tym rynku, a także dla szlifierek wszystkich producentów.
Rozwój nowych produktów i unowocześnianie technologii są częścią ciągłego procesu badawczego ukierunkowanego na dalsze umacnianie pozycji w przyszłości. Jest to odpowiedź na ogromny rozwój przemysłu szklarskiego, a co za tym idzie rosnące oczekiwania dotyczące wysokiej jakości, wydajności i automatyzacji.

Jeden dostawca szerokiej gamy narzędzi
Aktualnie DIAPOL jest światowym liderem dostaw narzędzi odpowiednich do wszystkich rodzajów szlifierek.
W każdej szlifierce pracują zarówno tarcze szlifujące, jaki i tarcze polerujące, zatem rola każdej z nich ma fundamentalne znaczenie dla uzyskania wysokiej jakości produktu finalnego.
Zwiększenie osiągów maszyny jest wynikiem dużego doświadczenia i umiejętności inżynierów firmy DIAPOL w dziedzinie narzędzi diamentowych i tarcz polerujących.
Zakres oferty DIAPOL obejmuje 10 grup produktów makro, a magazyn oferuje 32.000 narzędzi gotowych do natychmiastowej dostawy, gwarantując tym samym szybki i skuteczny serwis.
Międzynarodowa sieć dystrybucji
Swoje produkty DIAPOL dystrybuuje poprzez międzynarodową organizację sprzedaży, w której skład wchodzą agenci i dealerzy.
DIAPOL dąży do rozwoju marki i kanałów sprzedaży współpracując z dystrybutorami i agentami licznych producentów maszyn do obróbki szkła płaskiego.
DiaPol S.r.l.
Via dell’Industria, 1; 22070 Bregnano (Co) – Italy; Tel. 0039 031 728530 r.a.; Fax 0039 031 728519
DiaPol wchodzi w skład Glaston Corporation
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Bezołowiowy lep na klientów |
Rodzaj stabilizatora zastosowanego w profilach okiennych nie powinien stanowić przedmiotu publicznej dyskusji ani być wykorzystywanym w reklamie. Aspekt ten bowiem widziany w sposób obiektywny, jest bez znaczenia, a osoby z zewnątrz, kierujące się kryteriami subiektywnymi, nie są w stanie właściwie zrozumieć go ani ocenić. Niektórzy oferenci produktów okiennych obiecują sobie sukces reklamowy przez stosowanie haseł w rodzaju „bezołowiowy” lub „wolny od metali ciężkich”. Ubolewamy nad tym i wolelibyśmy, aby zamiast takich kryteriów na rynku artykułów okiennych rzeczywiście decydowały istotne ich własności.
 Informacje o terminie „stabilizator”
Informacje o terminie „stabilizator”
Jako producenci profesjonalni nabywamy surowce w przemyśle chemicznym, komponujemy je według naszych receptur, a następnie topimy uzyskaną mieszaninę i formujemy z niej odpowiednie profile okienne. Poszczególne składniki wyjściowe mają swoje specyficzne funkcje w mieszaninie służącej do otrzymania produktu końcowego.
Podstawowy materiał do wykonania ramy okiennej – PCW – narażony jest na działanie obciążeń w dwóch momentach: w trakcie produkcji profili przejściowo nagrzewany jest do temperatury ok. 200oC, a podczas użytkowania ramy okiennej - stale poddawany działaniu światła słonecznego, a więc promieniowania UV i nagrzewania. W celu zagwarantowania stabilności materiału ramy pod działaniem promieniowania słonecznego i nagrzewania, do mieszaniny dodaje się tak zwane stabilizatory. Są to przeważnie materiały zawierające komponenty metalowe.
Konieczność wprowadzania dodatków stabilizujących nie jest zresztą niczym szczególnym. Również drewno wymaga w swoich zastosowaniach zewnętrznych (jako ramy okienne) takich dodatków, z tym tylko, że do drewna nie można niczego domieszać, a jedynie w jakiś sposób zabezpieczyć jego powierzchnię. Bez materiałów dodatkowych i lakierowania drewno ulega zniszczeniu pod wpływem działania czynników atmosferycznych. Nałożona warstwa lakieru gwarantuje natomiast trwałość materiału podstawowego. W przypadku ram z PCW podobne jest działanie dodanego do mieszaniny stabilizatora.
Obecność ołowiu w stabilizatorze
W przypadku ram okiennych z PCW jako stabilizatory stosuje się w pierwszej kolejności materiały organiczne zawierające pewien komponent metalowy. Takimi metalami, wprowadzanymi osobno lub w kombinacjach, są: bar, kadm, ołów, cyna, cynk i wapń.
Nasza firma stosuje standardowo stabilizatory z zawartością ołowiu. Ilość tego metalu w profilu okiennym wynosi w stosunku wagowym ok. 2%.
Ołów i jego rozpuszczalne związki są szkodliwe dla zdrowia tylko wtedy, gdy bezpośrednio oddziałują na organizm człowieka. Jeśli jednak taki kontakt nie zachodzi, metal ten nie ma możliwości wywierania szkodliwego oddziaływania na zdrowie. Ołów jest tak samo trwale wprowadzony do masy z tworzywa sztucznego, jak inne składniki receptury profili okiennych. Jest prawie niemożliwe wyodrębnienie ołowiu z gotowych ram. Z tego też powodu nie istnieje żadne niebezpieczeństwo dla zdrowia użytkownika.
Sprawa ta nie wygląda chyba inaczej niż ta z kieliszkami do wina, wykonanymi z tak zwanego kryształowego szkła ołowiowego. Ten materiał szklany zawiera do 30% wagowych ołowiu. Nikt jednak nie zastanawia się nawet nad tym, czy nie powinno się pić wina z takich kieliszków, ponieważ mógłby się z nich wydzielić ołów, który wywiera swoje szkodliwe działanie tylko wtedy, gdy bezpośrednio dostanie się do organizmu człowieka.
Stabilizatory zawierające ołów wprowadzane są do substancji ram okiennych zgodnie z obowiązującymi zasadami techniki, a następnie ulegają trwałemu wmieszaniu. Także po zakończeniu eksploatacji takich okien ołów nie wydziela się na zewnątrz.
Stabilizatory ołowiowe są bez zastrzeżeń dopuszczone do stosowania w przewodach wodociągowych wykonanych z PCW. Ponieważ przy wodzie pitnej chodzi o dobro podlegające ochronie, wymaga się w tym wypadku atestu na dopuszczenie do zastosowania określonych składników potrzebnych do produkcji przewodów rurowych, a przecież obecność stabilizatorów jest tutaj niekwestionowana. Przy profilach okiennych tego typu atesty nie są wymagane.
Zasady ogólnego obchodzenia się z ołowiem
Zaniechanie stosowania stabilizatorów z zawartością ołowiu pozostaje w dużej sprzeczności z traktowaniem ołowiu całkiem bez uprzedzeń przy innych jego zastosowaniach.
Rezygnując z ołowiu należałoby też zabronić używania aparatów telewizyjnych. W kineskopach powstaje bowiem niebezpieczne promieniowanie rentgenowskie na skutek działania wiązki elektronów, a obecność w szkle ekranów dodatków z ołowiem (w ilości do 800 g) powoduje zatrzymanie promieniowania i tym samym umożliwia spokojne korzystanie z telewizji.
Nikt nie wpada na pomysł stosowania szkieł bezołowiowych do wyrobu okularów, lunet, mikroskopów czy soczewek kamer. Dodatki ołowiu do szkła nadają mu wyższy współczynnik załamania i stają się niezbędne do uzyskania wymaganych właściwości optycznych. Obiektywy specjalne o wysokiej jakości, w szczególności o zmiennej ogniskowej, zawierające skomplikowane układy soczewek i używane w kamerach telewizyjnych, zawdzięczają swoją jakość właśnie dodatkowi ołowiu.
Każdy samochód wyposażony jest w akumulator – w tej skrzynce z tworzywa sztucznego, mieści się wiele kilogramów ołowiu. Dopóki skrzynka z ogniwami jest zamknięta, nikt nie styka się bezpośrednio z ołowiem i nie ponosi z tego powodu żadnej szkody. Po zużyciu akumulatory zbiera się i przystosowuje do następnego użycia, a odzyskany ołów znajduje nowe przeznaczenie. Podobna sytuacja ma miejsce przy ramach okiennych. Niewielka ilość ołowiu jest trwale wprowadzona do materiału profili okiennych. Po zużyciu ramy są zbierane i wykorzystywane ponownie, przy czym odzyskana masa plastyczna stosowana jest do produkcji nowych profili. W kolejnym zastosowaniu ołów wnika tak samo głęboko do profilu okiennego jak miało to miejsce wcześniej. Nikt nie żąda bezołowiowych akumulatorów samochodowych.
Ogromną wartość estetyczną posiada ołowiowe szkło krystaliczne, przeznaczone do wyrobu przedmiotów użytkowych i ozdobnych w rodzaju karafek, szklanek do soków, czar i talerzy oraz modnej biżuterii osobistej. Ołów stosowany jest w postaci tlenku i nie jest dodatkiem, ale wraz z piaskiem kwarcowym i wapniem stanowi główny składnik szkła. Dodatek tlenku ołowiu zwiększa współczynnik załamania światła i tym samym powoduje, że szkło nabiera większego połysku. Nikt nie wpadł jednak na pomysł rezygnacji ze szkła ołowiowego. Ołów jest stałym składnikiem szkła.
Dodatek tlenku ołowiu zwiększa współczynnik załamania światła i tym samym powoduje, że szkło nabiera większego połysku. Nikt nie wpadł jednak na pomysł rezygnacji ze szkła ołowiowego. Ołów jest stałym składnikiem szkła.
Już od stuleci używa się blachy ołowiowej do wykonywania uszczelnień dachowych, w szczególności przy oknach i kominach. Zasadniczo nie wymaga się od dekarzy rezygnacji z używania grubej blachy ołowianej.
Hasła: „wolny od ołowiu”, „ciężki metal”
Używanie przez niektórych producentów profili okiennych określeń „wolny od ołowiu” powinno kojarzyć się z bezołowiowymi dodatkami do benzyny. Nie można jednak porównywać ze sobą środków zwiększających odporność benzyny na samozapłon, zawierających ołów ze stabilizatorami w profilach okiennych. Dodatki ołowiowe do benzyny ulegają spalaniu podczas jazdy i następnie wydalane są na zewnątrz przez rury wydechowe. Ołów rozprzestrzenia się wtedy w powietrzu i nad ziemią w postaci pyłu. Odejście od środków ołowiowych zwiększających odporność na samozapłon stanowiło więc istotny krok do przodu z punktu widzenia ochrony środowiska, z uwagi na nie zanieczyszczanie go ołowiem.
Ołów znajdujący się w profilach okiennych tkwi natomiast głęboko w jego strukturze i również w trakcie utylizacji ram okiennych po ich zużycia nie przedostaje się w niekontrolowany sposób do otoczenia.
Określenie „metal ciężki” wprowadza w pierwszym momencie w błąd. Już samo to słowo brzmi wyraźnie negatywnie, a przecież termin ten jest właściwie obojętny i określa po prostu metale ciężkie, to jest metale o gęstości przekraczającej wartość 4,5 lub też 5 g/cm2. Do tej grupy należą takie pierwiastki jak żelazo, cynk, ołów, miedź, złoto i wiele innych. W pobieżnych dyskusjach o ochronie środowiska mylnie używa się jednak określenia „metal ciężki” odnosząc go do „metali trujących”. Zgodnie z takim ujęciem „metalu ciężkiego” staje się nim również szczególnie lekki metal beryl (o gęstości 1,85 g/cm2), podczas gdy bez wątpienia metale ciężkie: żelazo, złoto, cynk i inne, nie byłyby zaszeregowane do takiej kategorii. Widać zatem, że pojęcie „metal ciężki” w ścisłym tego słowa znaczeniu nie jest przydatne do określania metali niebezpiecznych dla zdrowia.
Stabilizatory z wapniem i cynkiem jako komponenty metalowe do profili nie są wolne od „metali ciężkich”. Cynk jest wprawdzie metalem dosyć neutralnym, jednak zasługuje on na używanie wobec niego miana metal ciężki w rzeczywistym jego znaczeniu (gęstość cynku wynosi 7,14 g/cm2). Ogólnie jednak pod pojęciem metali ciężkich rozumie się w ramach głównego nurtu naszej dyskusji takie metale, jak ołów, rtęć oraz kadm. Są one faktycznie trujące, ale przy założeniu, że dostaną się do organizmu.
Serwery stron internetowych producentów profili bezołowiowych twierdzą z jednej strony, że tylko profile okienne bez ołowiu są profilami dobrymi, z drugiej zaś propagują utylizację starych okien. Co to oznacza? Mianowicie, że ołów ze starych okien wykorzystywany jest w nowych wyrobach. Jest to sprzeczność, którą niektórzy producenci profili z PVC próbują wobec nas zbagatelizować, używając w tym celu odpowiedniej retoryki. Jest to jednak postawa niekonsekwentna. Stary ołów może być bowiem dokładnie tak samo nieszkodliwy lub szkodliwy jak nowy.
Nie można uznać za postępową postawy, która z jednej strony dąży do realizacji bezołowiowych profili okiennych, a z drugiej do utylizacji starych okien. Nie pomaga w tym względzie również podkreślenie przez producentów profili bezołowiowych, że nowy materiał będzie bezołowiowy. Według takiego poglądu ołów pozyskiwany w ramach utylizacji jest dobry, podczas gdy ten stosowany w nowych wyrobach – szkodliwy. Są to poglądy nieklarowne i uzasadniające nasze przekonanie, że rodzaj użytego stabilizatora w ogóle nie jest elementem nadającym się do wykorzystania przy reklamie i ocenie wyrobów.
Stosunek firmy VEKA do ołowiu
Podobnie jak większość producentów profili okiennych stosujemy standardowo do ich wyrobu stabilizatory zawierające ołów. Na życzenie klienta dostarczamy również profile ze stabilizatorami na bazie wapnia i cynku.
Niezależnie od tego, jakie stabilizatory stosujemy, są one, podobnie jak pozostałe składniki receptur, w sposób trwały wprowadzane do masy tworzywa sztucznego i nie wydostają się na zewnątrz, podobnie jak neutralna kreda, która jako środek wypełniający także zawarta jest w materiale profilu.
Jesteśmy w stanie dostarczyć również profile stabilizowane wapniem i cynkiem, jednak nadal polecamy przede wszystkim sprawdzone stabilizacje przy pomocy ołowiu, gdyż biorąc pod uwagę dwa łatwe do rozpoznania mankamenty tej pierwszej grupy – wyższą cenę i trudniejszą obróbkę podczas wykonywania profilu, nie stwierdza się tutaj zauważalnej korzyści dla środowiska lub zdrowia użytkowników. Brak przekonywającego uzasadnienia przestawienia się na inne stabilizatory jest w tym wypadku istotny; nie wchodzą tu w grę jedynie wyższe koszty produkcji. Jeśli istniałyby poważne wątpliwości przemawiające przeciwko stabilizatorom ołowiowym, nie dałoby się ich po prostu zignorować, kierując się przy tym zmniejszeniem kosztów.
W dłuższej perspektywie czasowej również i my dokonamy całkowitego przestawienia naszej produkcji i zakończymy stosowanie stabilizatorów ołowiowych. Ale wynika to z dobrowolnego zobowiązania się europejskiego przemysłu produkującego PCW z 2000 roku, które decyzją większości nabrało ważności i do którego również i my jesteśmy zobowiązani Przewiduje ono takie przestawienie najpóźniej do 2015 roku. Polityka Unii Europejskiej zmierza generalnie do redukcji ilości stosowanego ołowiu, bez powiązania tego z potencjałem zagrożenia istniejącym w produktach końcowych.
Natomiast rodzaj receptury na profile okienne posiada niewielkie znaczenie przy ocenie ram okiennych z PCW w aspekcie zdrowia ich użytkowników.
dr Herbert Uhlen
VEKA AG/ VEKA Polska Sp. z o.o.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Żywicowanie (prawie) dla każdego |
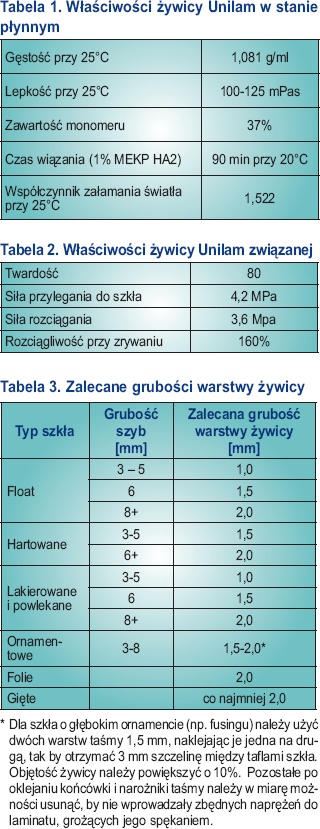
Unilam International od ponad 20 lat wyznacza standardy w dziedzinie żywic do produkcji szkła wielowarstwowego. Żywice Unilam są eksportowane do ponad 70 krajów i wykorzystywane w prestiżowych budynkach na całym świecie. W ciągu wszystkich tych lat wyrób w dużej mierze pozostał niezmieniony. Dokumenty nieustannie potwierdzają znakomitą opinię, jaką cieszy się ten 3-składnikowy system. Laminaty wyprodukowane z wykorzystaniem żywic Unilam dowiodły, że są w stanie zachować klarowność przez ponad 15 lat bez „żółknięcia”, jakie często wywołuje światło UV. Taka estetyczna trwałość tych żywic w połączeniu ze znakomitymi właściwościami izolacji dźwiękowej oraz możliwość łączenia ich z praktycznie każdym typem szkła sprawia, że Unilam staje się nieocenionym narzędziem dla producentów laminatów.
 Jak laminować żywicą Unilam 1418?
Jak laminować żywicą Unilam 1418?
Przed rozpoczęciem procesu istotne jest dokładne przeczyszczenie szkła, szczególnie krawędzi (np. Specjalnym Cleanerem Bohle)
Zastosowanie taśmy
W pierwszym etapie stosujemy taśmę obustronną. W ten sposób formuje się przestrzeń pomiędzy szybami, a taśma działa jak uszczelka do momentu utwardzenia żywicy. Taśmę należy przyłożyć do wszystkich czterech krawędzi szyby, zaczynając od dłuższego boku. Przy drugim długim boku należy zostawić przerwę wielkości około 4 mm po obu stronach. To będzie krawędź górna, z której będzie wlewana żywica Spód taśmy należy zagiąć po 25 mm na każdym rogu. Na wierzchu kładziemy drugą szybę i upewniamy się, że są dobrze dopasowane. Teraz można usunąć spód taśmy z dwóch bocznych i dolnej krawędzi. W dolnych narożnikach, gdzie łączy się taśma obrzeżna, dobrze jest umieścić trochę silikonu. To zapobiegnie ewentualnym przeciekom w tym obszarze. W miejscu usunięcia spodu taśmy krawędzie muszą być dociśnięte, aby obie szyby były dobrze sklejone ze sobą.
W dolnych narożnikach, gdzie łączy się taśma obrzeżna, dobrze jest umieścić trochę silikonu. To zapobiegnie ewentualnym przeciekom w tym obszarze. W miejscu usunięcia spodu taśmy krawędzie muszą być dociśnięte, aby obie szyby były dobrze sklejone ze sobą.
Należy używać taśmy, która była przechowywana w ciepłym i suchym miejscu. W przeciwnym wypadku taśma mogłaby zaabsorbować wilgoć, przez co nie będzie przylegać do szyby wystarczająco ściśle i spowoduje przeciekanie żywicy.
Dozowanie żywicy
Poniższe wartości mają zastosowanie tylko do laminacji szkła float.
 Gdy używana jest taśma obrzeżna 0,8 lub 1,0 mm
Gdy używana jest taśma obrzeżna 0,8 lub 1,0 mm
Po obliczeniu powierzchni szyby, np.: 1163x897 mm = 1043 mm2, zamieniamy jednostkę miary – 1043 mm2 równe będzie 1,043 litra (lub 1 litr i 43 mililitry) i w ten sposób otrzymujemy konieczną ilość żywicy Dla wygody można wynik zaokrąglić do równych jednostek 50 (100). W tym wypadku wymagana ilość żywicy wynosi więc 1,050 litra lub 1 litr 50 mililitrów.
Gdy używana jest taśma obrzeżna 1,5 mm
Po obliczeniu powierzchni szyby, należy ją pomnożyć przez grubość taśmy (np.: 1,043 m2 x 1,5 = 1,566 m2) i zamienić jednostki miary. Po zamianie na litry otrzymujemy 1 litr i 566 mililitrów. Następnie dla wygody zaokrąglamy wynik do równych 50 (100) i otrzymujemy 1 litr i 600 mililitrów. Wyznaczoną objętość żywicy można teraz wlać do pojemnika pomiarowego i dodać katalizatory.
 Katalizatory
Katalizatory
W systemie występują dwa katalizatory. Katalizator A wspomaga przyleganie, a katalizator B jest utwardzaczem. Do żywicy należy dodać po 1% każdego katalizatora. Korzystając z powyższego przykładu: 1,050 l żywicy x 1% = 10,5 mililitra. Wynik ten można zaokrąglić w górę lub w dół Tak więc wymagana ilość katalizatorów wynosi 10-11 mililitra każdego z nich (A i B).
Po dodaniu katalizatorów należy mieszać żywicę do momentu zniknięcia smug i uzyskania klarowności. Po dodaniu katalizatora B żywica musi być użyta natychmiast.
Wlewanie żywicy
Pośrodku górnego brzegu szyb umieszczamy stalowy lejek, który pomoże żywicy spłynąć do otworu. Przy laminacji dużych paneli (powyżej 2 m2 powierzchni) i grubości szyby do 6 mm, pomiędzy obie szyby polecamy włożyć dwa kawałki czystej i suchej taśmy plastikowej, w połowie odległości pomiędzy narożnikiem a lejkiem. Ma to zapobiec ewentualnemu zetknięciu się szyb w trakcie wlewania, co zakłóciłoby swobodny przepływ żywicy. Przy podnoszeniu się poziomu żywicy, można stopniowo usuwać te taśmy.
Przy laminacji dużych paneli (powyżej 2 m2 powierzchni) i grubości szyby do 6 mm, pomiędzy obie szyby polecamy włożyć dwa kawałki czystej i suchej taśmy plastikowej, w połowie odległości pomiędzy narożnikiem a lejkiem. Ma to zapobiec ewentualnemu zetknięciu się szyb w trakcie wlewania, co zakłóciłoby swobodny przepływ żywicy. Przy podnoszeniu się poziomu żywicy, można stopniowo usuwać te taśmy.
Wlewanie należy rozpocząć po podniesieniu szyby pod kątem 45o. Po wlaniu odmierzonej ilości żywicy, trzeba chwilę odczekać, aby żywica rozłożyła się równomiernie. Po usunięciu lejka i spodu taśmy z górnej krawędzi, należy następnie docisnąć ją powoli i położyć płasko. Wtedy żywica popłynie do górnej krawędzi. Można przyspieszyć ten przepływ podnosząc dolną krawędź po kątem 45o do góry. Żywica popłynie najpierw w kierunku środka górnej krawędzi, a następnie dwóch małych przerw, zostawionych w górnych narożnikach. Dobrze jest, aby kilka kropel żywicy wylało się przez te przerwy. W ten sposób usunięte zostaną wszelkie pęcherzyki powietrza. Na końcu trzeba uszczelnić te przerwy małą ilością silikonu.
Żywica popłynie najpierw w kierunku środka górnej krawędzi, a następnie dwóch małych przerw, zostawionych w górnych narożnikach. Dobrze jest, aby kilka kropel żywicy wylało się przez te przerwy. W ten sposób usunięte zostaną wszelkie pęcherzyki powietrza. Na końcu trzeba uszczelnić te przerwy małą ilością silikonu.
I to jest pełny proces produkcyjny. Szyby powinny leżeć teraz płasko, aby żywica mogła dobrze stwardnieć.
Twardnienie
Szyby muszą pozostawać w horyzontalnej pozycji spoczynkowej do momentu pełnego stwardnienia żywicy, co zajmuje około 100 minut w temperaturze 20oC. Przy zmianie temperatury czas twardnienia może być inny. Gdy żywica jest już twarda, szyby można podnieść i składować w pionowej pozycji.
 Obróbka
Obróbka
Dalsza obróbka tak przygotowanego panelu jest możliwa dopiero po 24 godzinach.
Porady praktyczne
1. Taśmy należy przechowywać w miejscu suchym i ciepłym, w przeciwnym razie zostanie obniżona przylepność do szkła i mogłoby dojść do wycieku żywicy.
2. Do obniżenia przylepności taśmy do szkła może dojść także przy użyciu bardzo zimnych lub wilgotnych szyb.
3. Podgrzanie żywicy przed dodaniem katalizatora i barwników spowoduje zmianę jej lepkości, co umożliwi szybsze znikanie pęcherzy powietrza. Podgrzanie zapewni łatwiejsze i sprawniejsze wlewanie żywicy.
4. Przy dużych taflach (powyżej 2x1 m) zaleca się umieszczenie dwóch idealnie czystych plastrów (lub aluminiowych ramek) o długości 1 m i wymiarach 12x8 mm między obiema taflami. Winny one wchodzić mniej więcej do 1/3 wysokości, mierząc od górnej krawędzi pomiędzy szybami. W ten sposób będzie możliwe umieszczenie dużego lejka do nalewania żywicy. Włożone paski zapewnią rozwarcie tafli niezbędne przy wlewaniu żywicy.
5. Po zastosowaniu taśmy transportowej producent zaleca pozostawienie szkła po zalaniu w pozycji poziomej na czas 24 godzin.
6. Do czyszczenia przyrządów można użyć acetonu lub gorącej wody ze środkiem myjącym. Naczynia i dozowniki należy umyć natychmiast po wykorzystaniu, po zastygnięciu żywica jest trudna do usunięcia.
O ile zaistnieje konieczność usunięcia zastygłej żywicy, producent zaleca usunąć ją – w miarę możliwości – mechanicznie, a potem zastosować środek myjący. Jeśli szyby będą ponownie klejone w miejscu poprzedniego łączenia z nowa żywicą, należy stosować wyłącznie zalecane środki myjące do szkła np. Profesjonalny Cleaner BOHLE (BO 5107911).
Podgrzewanie stężonej żywicy nie przynosi pozytywnego skutku. Zastosowanie acetonu jest niewskazane, ponieważ pozostawia ślady na czystych powierzchniach.
7. W przypadku pojawienia się pęcherzy powietrza po złączeniu szyb, można wykonać nakłucie igłą ze strzykawką przez taśmę klejącą i wyssać je.
8. Gdy pojawi się wyciek żywicy po złączeniu szyb, miejsce wypływu należy zakleić silikonem.
9. Klejenie luster – w zasadzie klei się przeźroczystą szybę do szklanej powierzchni luster. W przypadku klejenia z tylną ścianą lustra, należy zbadać wpływ żywicy na powłokę lustrzaną. Najlepszą metodą jest nalanie odrobiny żywicy na powłokę lustrzaną, przyłożenie szybki i odczekanie 48 godzin, czy powłoka lustrzana nie ulega uszkodzeniu. Można też przetrzeć acetonem powłokę lustrzaną – jeśli nie zostanie zniszczona, nie powinno być problemów w jej kontakcie z żywicą.
10. W przypadku produkcji skrzydeł drzwiowych, balustrad itp. szyby należy kleić bez użycia taśmy klejącej. Wówczas należy użyć stylonowego włosia lub poliwęglanu dla wypełnienia szczeliny pomiędzy szybami i cały zestaw okleić aluminiową taśmą grubości ok. 0,4 mm. Metoda wymaga pewnej zręczności i doświadczenia z żywicą i dlatego zalecana jest tylko w uzasadnionych przypadkach.
11. Można kleić szyby także z mniejszym rozstawem niż 0,8 mm. Trzeba jednak pamiętać, że jakość klejenia zależy od równomiernej warstwy żywicy i od grubości pomiędzy taflami. Przy obniżeniu rozstawu dochodzi do obniżenia zakładanych parametrów.
Uwaga!
Używając szyb z wzorkami, hartowanych, giętych, należy zwiększyć ilość używanej żywicy w celu wyrównania nierówności. Przykładem tego mogą być zniekształcenia falowe obecne w hartowanym szkle. W takim przypadku trudno jest podać odpowiedni wzór obliczenia potrzebnej ilości żywicy, ponieważ ilość zniekształceń falowych może być różna, w zależności od grubości i jakości hartowania. Zalecamy obliczoną zgodnie z powyższym sposobem ilość żywicy powiększyć o 10-20%. Technik powinien sam oszacować konieczną, dodatkową ilość.
Uwaga!
Podgrzanie skraca czas utwardzania: można założyć, że przez podgrzanie o 5oC proces utwardzania zostanie skrócony o 50%, poprzez ochłodzenie o 5oC okres ten wydłuży się dwukrotnie. Najprościej jest umieścić pojemnik z żywicą w gorącej wodzie lub użyć strumienia ciepłego powietrza.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
System połączeń profili aluminiowych do konstrukcji na wymiar |
System połączeń profili aluminiowych otwiera całkowicie nowe możliwości rozwiązywania problemów konstrukcyjnych w budowie maszyn, systemach transportu i podnoszenia, systemach zabezpieczeń, obudowach maszyn, stołach roboczych, systemach laboratoryjnych, szafach, ściankach działowych lub stoiskach targowych. Pod kątem, prosto lub skośnie, na stałe lub ruchomo. Prosty montaż i szeroki asortyment profili i akcesoriów daje konstruktorowi swobodę działania, a szeroka gama profili, pozwala na budowę zarówno delikatnych kompozycji, jak również rozwiązań związanych z wysokimi obciążeniami. W razie potrzeby można bezproblemowo zmieniać i uzupełniać konstrukcję tak, aby zaplanowane przedsięwzięcie zrealizować zgodnie z zamierzeniami, bez obawy, ze wybrany wcześniej materiał ulegnie zniszczeniu.
 Specjalny program komputerowy przyspiesza etap projektowania. Zawiera on wszystkie artykuły zawarte w katalogu PVS, w plikach „dwg” oraz „dxf”. Dane te są dostępne zarówno w postaci płyt CD, jak i w internecie.
Specjalny program komputerowy przyspiesza etap projektowania. Zawiera on wszystkie artykuły zawarte w katalogu PVS, w plikach „dwg” oraz „dxf”. Dane te są dostępne zarówno w postaci płyt CD, jak i w internecie.
W programie tym profile i akcesoria przedstawione są w trzech rzutach: pionowym, poziomym i bocznym. Jako kody do poszczególnych plików używane są numery asortymentu poprzez uzupełnienie ich cyframi 1, 2 lub 3.
Zaletą elektronicznego katalogu, jest także możliwość ciągłej kontroli nowości, gdyż strona internetowa jest na bieżąco aktualizowana.
Zarówno przy opracowywaniu projektu, jak i przy jego realizacji bierze udział wykwalifikowany i doświadczony zespół. Dzięki temu nawet najbardziej skomplikowane konstrukcje, wymagające specjalistycznej obróbki, realizowane są w krótkim czasie.
Przy wykorzystaniu specjalistycznych pił, wiertarek oraz giętarek, obróbka profili we wszystkich wariantach nie stanowi problemu. Doświadczony personel jest w stanie wykonać także nietypowe elementy konstrukcyjne, co powoduje, że nie trzeba w tym celu prowadzić żmudnych i czasochłonnych poszukiwań rzadko spotykanych detali. Każda część może być na życzenie normowana. Odpadają drogie obróbki dodatkowe lub przygotowanie powierzchni. Nakład konstrukcyjny staje się zbyteczny, co znowu pozawala zaoszczędzić dużo czasu i zmniejszyć koszty.
Każda część może być na życzenie normowana. Odpadają drogie obróbki dodatkowe lub przygotowanie powierzchni. Nakład konstrukcyjny staje się zbyteczny, co znowu pozawala zaoszczędzić dużo czasu i zmniejszyć koszty.
Problemy z połączeniami są sprawnie i szybko rozwiązywane. Umożliwia to opatentowana złączka, której zastosowanie w określony sposób pozwala z dużą siłą połączyć wybrane profile. Dokręcenie stożkowego wkrętu w odpowiednio zamontowanej złączce powoduje dociśnięcie powierzchni profili do siebie, co daje bardzo mocne połączenie. Im większy jest moment obrotowy tym większa jest siła, pozwalająca utrzymać połączenie. Ponieważ siły tnące nie są przeważnie przyłożone bezpośrednio na styku powierzchni – moment gnący wywołuje przechylenie, które dodatkowo wzmacnia węzeł.
Połączenia te są proste technologicznie oraz charakteryzują się wysoką powtarzalnością wytrzymałościową. W realizowanych konstrukcjach – w porównaniu ze spawaniem – jest ona znacznie lepsza. Połaczenia nie wymagają udziału skomplikowanych maszyn i specjalnych szkoleń dla montażystów. Szybki i łatwy jest zarówno montaż jak i demontaż konstrukcji. Ewentualne naprawy uszkodzonych elementów nie są pracochłonne.
 System zacisków rurowych RVS
System zacisków rurowych RVS
System konstrukcyjny RVS to aluminiowe, regulowane zaciski do łączenia rur aluminiowych o średnicach 12, 20, 30, 40 i 50 mm. Rury można łączyć prostopadle i równolegle, na stałe i ruchomo, z możliwością przesuwu i regulacji. Wszystkie zaciski mogą być łączone wzajemnie ze sobą lub montowane do innych profili PVS. Z systemu RVS można zbudować stelaże laboratoryjne, urządzenia dla fotooptyki, lekkie prowadnice przystawki maszynowe. System poszerza możliwości konstrukcyjne systemu PVS.
Moduły napędowe LVS
Systemy LVS to moduły napędowe do przemieszczeń liniowych, zbudowane na profilach systemów PVS, od prostych elementów prowadnic do kompletnych, precyzyjnych osi linowych, napędzanych paskiem zębatym lub śrubą, z dokładnością przesuwu 0,05 mm. Prowadnice można łączyć w dowolne konfiguracje. Stosując systemy PVS możemy zbudować kompletną linię technologiczną, maszynę, obrabiarkę. Ponadto w ofercie znajdują się precyzyjne stalowe wałki prowadzące i liniowe łożyska kulkowe.
Profile wysokogabarytowe, portalowe
Do wysokich obciążeń oraz momentów przenoszonych przez całą konstrukcję, można zastosować system profili aluminiowych, prowadnic, wózków jezdnych i akcesoriów, ewentualnie z napędami i czujnikami krańcowymi. Profile o przekrojach 360x200, 280x170, 200x120 mm stanowią bazę do budowy linii technologicznych, możliwych do zaprojektowania jedynie w tym systemie. Do lżejszych obciążeń, można zastosować profile SYS – bez bieżni stalowych.
Dlaczego aluminium Aluminium jest jednym z najbardziej odpornych na korozję metali. Istnieje wiele metod zabezpieczenia powłok, jak lakierowanie proszkowe czy anodowanie. Stosowane w tym systemie konstrukcyjnym profile są anodowane, co oznacza, że powłoka tlenkowa została naniesiona w procesie technologicznym. Grubość warstwy ochronnej dochodzi do 25 μ. Przed malowaniem aluminium jest poddawane procesowi chromianowania, co zwiększa przyczepność powłok malarskich. Powłoki lakiernicze wykorzystują pełną gamą kolorów z palety RAL, dzięki czemu profile mogą znakomicie komponować się w dowolnym otoczeniu kolorystycznym. Na życzenie Klienta mogą być także kolorowo anodowane.
Aluminium jest jednym z najbardziej odpornych na korozję metali. Istnieje wiele metod zabezpieczenia powłok, jak lakierowanie proszkowe czy anodowanie. Stosowane w tym systemie konstrukcyjnym profile są anodowane, co oznacza, że powłoka tlenkowa została naniesiona w procesie technologicznym. Grubość warstwy ochronnej dochodzi do 25 μ. Przed malowaniem aluminium jest poddawane procesowi chromianowania, co zwiększa przyczepność powłok malarskich. Powłoki lakiernicze wykorzystują pełną gamą kolorów z palety RAL, dzięki czemu profile mogą znakomicie komponować się w dowolnym otoczeniu kolorystycznym. Na życzenie Klienta mogą być także kolorowo anodowane.
Profile aluminiowe, ze względu na właściwości tego metalu, odporne są na większość kwasów organicznych, takich jak: jabłkowy, mlekowy, winowy, nie ogrzane octowy i cytrynowy, kwasy tlenowe, a także chlor i amoniak.
Aluminium, ze względu na małą gęstość, jest ok. 3 razy lżejsze od stali, dzięki czemu znajduje szerokie zastosowanie w lekkich konstrukcjach.
Do wykonania profili użyty został stop 6063, gatunku T66 (wyżarzany cieplnie – F25), który jest bardzo podatny do obróbki plastycznej, utwardzalny wydzielinowo oraz nadaje się do polerowania mechanicznego i chemicznego.
System profili konstrukcyjnych charakteryzuje się lekkością i dużą wytrzymałością struktury, nowoczesnością i estetyką rozwiązań, krótkim czasem projektowania, szybkim montażem i demontażem, możliwością szybkich zmian konstrukcyjnych w okresie eksploatacji i modernizacji konstrukcji bez konieczności całościowych zmian kompozycji.
Oferta handlowa obejmuje:
● sprzedaż profili i akcesoriów systemu;
● cięcie na wymiar, gięcie, gwintowanie, wiercenie pod złączki;
● projektowanie konstrukcji z wykonaniem;
● przygotowanie konstrukcji wg projektu przedstawionego przez Klienta;
● możliwość wykonania kompleksowych rozwiązań przy użyciu profili konstrukcyjnych w dziedzinie projektowania linii podajników, taśmociągów, obudów maszyn z systemem zabezpieczeń i innych.
Arkadiusz Litwiński
TABAL
- Szczegóły
- Kategoria: Wydanie 7-8/2007
W trosce o ciszę i środowisko |
Konstruowanie szyb chroniących przed hałasem towarzyszącym nam w dużych skupiskach ludzkich oraz wszędzie tam, gdzie występuje wysoki stopień urbanizacji, jest jednym z najważniejszych i również jednym z najtrudniejszych do rozwiązania aspektów użytkowych szyb zespolonych stosowanych w oknach, fasadach i ściankach wewnętrznych. Dzieje się tak ponieważ dźwięk słyszany przez człowieka jest falą składającą się wielu różnych częstotliwości. Ponieważ ucho ludzkie, w zależności od częstotliwości, w różnym stopniu odczuwa dźwięk o tym samym natężeniu, hałas nie jest równie groźny dla człowieka w całym paśmie słyszalnym.
Dla ciszy
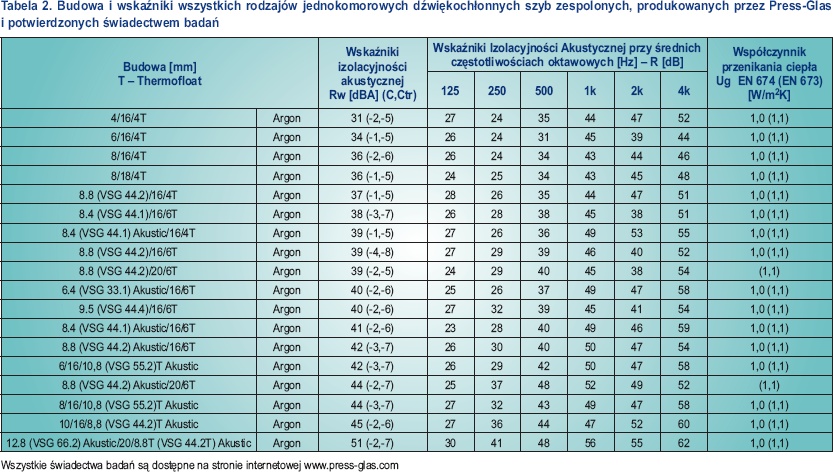
Press-Glas stale rozszerza ofertę szyb zespolonych chroniących przed hałasem. Od teraz oferuje trzy nowe konstrukcje jednokomorowe o wysokiej izolacyjności dźwiękowej: od 42 do 45 dBA.
Press-Glas i tym razem przeprowadził badania zestawów szybowych o podwyższonej dźwiękochłonności w instytucie IFT w Rosenheim. Są one zgodne z wymogami stawianymi szybom zespolonym przez normy EN 20140-3:1995-01 oraz EN ISO 717-1:1996-12. Klienci Press-Glas mogą więc posługiwać się Świadectwami Badań zarówno w Polsce jak i za granicą, w krajach, które jako obowiązujące przyjęły powyżej podane normy.
Wyboru szyb zespolonych do badań dokonano tak, aby spełnić możliwie wiele wymagań zgłaszanych przez klientów, którzy przedstawili swoje oczekiwania wypełniając specjalnie przygotowane ankiety. Głównymi wymogami dodatkowymi, były: jak najlepsza ciepłochronność, ograniczenie szerokości pakietu szybowego, brak obecności gazów ciężkich i niebezpiecznych dla środowiska naturalnego, takich jak SF6.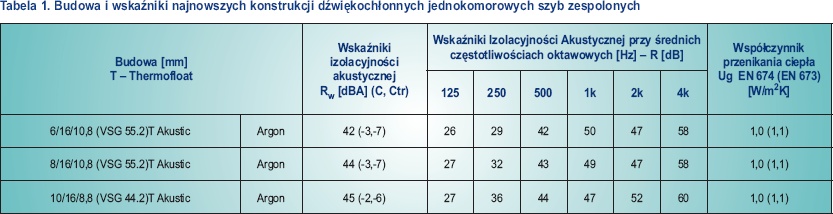 Wszystkie te wymogi zostały spełnione. Szyby poddane badaniom wykonano z użyciem ramki dystansowej 16 mm i wypełniono argonem, a jedna z nich posiadała powłokę ciepłochronną. Ze względu na swoje właściwości akustyczne w testowanych zestawach użyto także ochronnych szkieł laminowanych warstwowych VSG 44.2 i 55.2, z akustyczną folią PVB.
Wszystkie te wymogi zostały spełnione. Szyby poddane badaniom wykonano z użyciem ramki dystansowej 16 mm i wypełniono argonem, a jedna z nich posiadała powłokę ciepłochronną. Ze względu na swoje właściwości akustyczne w testowanych zestawach użyto także ochronnych szkieł laminowanych warstwowych VSG 44.2 i 55.2, z akustyczną folią PVB.
 Nowe szyby są atrakcyjne dla klienta pod wieloma względami:
Nowe szyby są atrakcyjne dla klienta pod wieloma względami:
● są zestawami ciepłochronnymi o współczynniku U=1,0 W/m2K (EN 674), zapewniając tym samym:
- oszczędność energii cieplnej,
- niższe koszty ogrzewania,
- optymalną temperaturę w pomieszczeniu;
● są zestawami mogącymi czasowo chronić przed włamaniem o klasie wytrzymałości na uderzenie P2A;
● są szybami bezpiecznymi dla użytkowników – po rozbiciu pozostają w ramach nie raniąc tym samym przebywających w ich pobliżu osób;
● nie zawierają w przeciwieństwie do starszych konstrukcji gazu ciężkiego SF6, nie obciążają więc środowiska naturalnego;
● dzięki zastosowaniu szyb laminowanych są zestawami zapewniającymi skuteczną redukcję przenikania promieniowania UV, chroniąc meble i ściany pomieszczeń przed przyspieszonym blaknięciem. Przepuszczają jednocześnie część promieniowania odpowiedzialną za wzrost roślin, nie powodują więc ich więdnięcia.
Dla środowiska
Ze względu na szczególną dbałość o ochronę środowiska Press-Glas zrezygnował całkowicie z produkcji szyb zespolonych wypełnionych gazem ciężkim SF6. Nowa oferta szyb dźwiękochłonnych to nowoczesne rozwiązania, zastępujące w pełni stare konstrukcje, pozbawione stosowanego jeszcze przez niektóre firmy gazu ciężkiego SF6. Zmiana ta jest jednym z elementów programu prowadzonego w zakładach produkcyjnych Press-Glas, mających na celu wprowadzenie wszystkich zasad związanych z ochroną środowiska zawartych w normie ISO 14001.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Doradztwo wdrożeniowe. Norma PN-EN-1279 |
Jakość oferowanego produktu jest najważniejszym kryterium pozwalającym producentom na budowanie solidnej marki i pozycji na rynku. Nowa norma PN-EN-1279 dotycząca szyb zespolonych (zharmonizowana norma europejska) za główny cel stawia wysoką i stabilną jakość produktu – porównywalną w skali całej zjednoczonej Europy, potwierdzoną prawem oznakowania produktu znakiem CE.
Ale norma PN-EN-1279 wprowadziła na rynku zarówno nowe wymagania, jak i ogromne zamieszanie. Po pierwsze, sama norma jest nazbyt rozbudowana (prawie 200 stron tekstu) i skomplikowana, a przez to w wielu sprawach niezrozumiała. Po drugie, ze względu na wiele różnych – a czasami dowolnych i nieuprawnionych interpretacji – wynikających często po prostu z nieznajomości faktycznych wymagań normy.
Fakt, że od 1 marca 2007 norma PN-EN-1279 jest normą obowiązującą, nakłada na wszystkich producentów szyb zespolonych obowiązek zmodyfikowania zakładów i procedur produkcyjnych tak, aby spełniały jej wymogi – w zakresie niezbędnym, a dostosowanym do specyfiki zakładu. Nie jest to proces łatwy i wielu przypadkach producenci odstępują od tego działania, oczekując, że nie będą do tego kroku zmuszeni, albo nie zdając sobie sprawy z ewentualnych konsekwencji.
Chcąc ułatwić producentom implementację normy PN-EN-1279 oraz przejście przez gąszcz przepisów, firma INTech oferuje nową usługę polegającą doradztwie wdrożeniowym dla firm producentów szyb zespolonych.
Korzystamy w tej dziedzinie z bogatego doświadczenia (ponad 500 wdrożeń) firmy CEN_Solutions z Wielkiej Brytanii – specjalistów od spraw normalizacyjnych w zakresie szyb zespolonych oraz okien.
W ramach udzielonej licencji oraz współpracy merytorycznej z CEN_Solutions firma INTech jest przygotowana do doradztwa we wdrożeniach PN-EN-1279. Nasza współpraca z producentami polega w szczególności na:
● opracowaniu zakładowego systemu kontroli produkcji - factory production conrol,
● przygotowaniu opisu systemu - system description,
● wprowadzeniu wymaganych, zakładowych badań materiałów oraz gotowych szyb zespolonych,
● modyfikacji procesów produkcyjnych – zarówno pod kątem wymagań normy, jak i w celu uzyskania jak najwyższej jakości szyb zespolonych,
● doradztwie i audytach procesów produkcyjnych,
● pośrednictwie w wykonywaniu badań wstępnych - initial type test (laboratorium notyfikowane),
● wykonywaniu badań okresowych (krótkoterminowych) wymaganych przez normę (laboratorium CEN_Solutions lub inne).
Wykonanie wszelkich prac związanych z wdrożeniem normy PN-EN-1279 oraz pozytywne wyniki badań wykonanych szyb upoważniają producenta do stosowania oznakowania CE.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Od Włoszczowy po Starogard |
Początki firmy EFFECTOR sięgają roku 1993, wówczas powstała spółka z siedzibą we Włoszczowie, w której rozpoczęto produkcję aluminiowych okapników rynnowych do okien drewnianych. Z czasem Spółka EFFECTOR rozszerzyła swoją działalność wprowadzając na rynki nowe grupy produktowe takie, jak np.: aluminiowe okapniki i okładziny okienne do okien drewnianych, listwy wykończeniowe, dodatkowo świadczy usługi w zakresie obróbki profili aluminiowych.
W 1997 roku EFFECTOR uruchomił w Kielcach Zakład Produkcji Szyb Zespolonych, który w lipcu 2006 roku został wyodrębniony w samodzielną spółkę z osobowością prawną i obecnie występuje pod nazwą EFFECTOR II.
Dzięki sprzyjającej koniunkturze gospodarczej i bardzo dobrej polityce organizacyjnej (inwestycyjnej, zakupowej, handlowej, logistycznej) EFFECTOR jest firmą, która należy do ścisłej czołówki krajowej w branży producentów szyb zespolonych. Prócz szyb zespolonych ciepłochronnych (ekonomicznych), przyjętych przez rynek jako standardowe wypełnienie ram okiennych, EFFECTOR oferuje całą gamę szyb zespolonych dla użytkowników okien bardziej wymagających. W skład oferty wchodzą szyby laminowane, dźwiękochłonne, przeciwsłoneczne, dekoracyjne oraz specjalne (hartowane, kuloodporne, ognioodporne, emaliowane, z otworami i wycięciami oraz gięte). 26% wzrost klientów w stosunku do roku ubiegłego jest potwierdzeniem rosnącego zaufania producentów okien do produkowanych przez nas szyb zespolonych.

Wysoka jakość produktów to wynik ciągłych inwestycji w nowoczesny park maszynowy.
Wychodząc na przeciw potrzebom naszych klientów we wrześniu 2006 na północy Polski w Starogardzie Gdańskim, został uruchomiony drugi Zakład Produkcji Szyb Zespolonych. Oba zakłady posiadają nowoczesne linie technologiczne austriackiej firmy PETER-LISEC. W procesie produkcyjnym wykorzystywane jest szkło renomowanych koncernów takich jak: PILKINGTON, SAINT-GOBAIN, GUARDIAN czy GLAVERBEL. Dostawcami mas uszczelniających są firmy: H.B. FULLER, Kommerling; ramek dystansowych – HELIMA oraz SAINT-GOBAIN, zaś szprosów międzyszybowych – firma HELIMA.
Spółka Effector w roku 1999 wdrożyła system zapewniania jakości wg norm PN-EN ISO 9001 certyfikowany przez TUV CERT POLSKA Sp. z o.o.

Z dniem 01.03.2007 wprowadziliśmy oznakowanie znakiem CE potwierdzającym, że wyrób jest zgodny z Dyrektywą 89/106/EEC i spełnia wymagania zharmonizowanej normy europejskiej PN-EN 1279 dotyczącej szyb zespolonych.
Polityką jakości naszej firmy jest dostarczanie wyrobów spełniających najwyższe wymagania i oczekiwania naszych obecnych i przyszłych Klientów.
Zapraszamy do odwiedzenia naszej strony internetowej www.effector.com.pl
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Wnętrza biurowe |
Modne wnętrza biurowe, projektowane zarówno w nowoczesnych budynkach jak i w obiektach dawnych a modernizowanych, wyróżnia znaczący udział szkła zastosowanego w ich wystroju. Szkło stało się materiałem budowlanym powszechnie używanym do kształtowania przestrzeni, wykańczania mebli, okładzin ściennych, a nawet podłóg, decydując zarówno o walorach funkcjonalnych jak i estetycznych wnętrz.
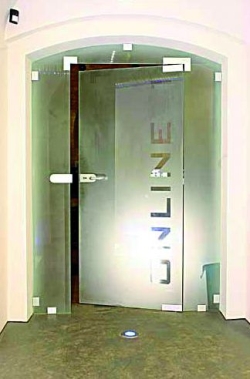
 Podstawowym zastosowaniem szkła stały się ściany działowe i obudowa ciągów komunikacyjnych wydzielających poszczególne pomieszczenia biurowe. W budynkach o szklanych fasadach szkło stanowi istotę „szklanej architektury”. Powszechnym już zastosowaniem szkła stały się drzwi całoszklane, ułatwiające modernizację wnętrz w dawnych budynkach, w których stosowano pełne ściany działowe z tradycyjnych materiałów budowlanych.
Podstawowym zastosowaniem szkła stały się ściany działowe i obudowa ciągów komunikacyjnych wydzielających poszczególne pomieszczenia biurowe. W budynkach o szklanych fasadach szkło stanowi istotę „szklanej architektury”. Powszechnym już zastosowaniem szkła stały się drzwi całoszklane, ułatwiające modernizację wnętrz w dawnych budynkach, w których stosowano pełne ściany działowe z tradycyjnych materiałów budowlanych.
Szkło staje się symbolem nowoczesności i prestiżu również dlatego, że konkurujące ze sobą na rynkach budowlanych firmy prześcigają się w uatrakcyjnianiu sposobów wykańczania szkła, jak i okuć do jego montowania. Stąd coraz oryginalniejsze sposoby użycia szkła w aranżacjach wnętrz. Prezentację takich nowości zaczniemy od firmy ubezpieczeniowej PREAMERICA (arch. Piotr Wyrobek, fot. 1-2).
Widok ogólny zabudowy recepcji ukazuje wnętrze wykończone szkłem w kilku rodzajach. Głównymi elementami zdobiącymi są konstrukcje obudowy filarów ze szkła crashglass, o bogatej fakturze mieniących się jak kryształy kawałeczków szklanych uwięzionych między dwoma gładkimi szybami. Obudowa, odbijająca setkami krawędzi światło, stwarza wrażenie niezwykłej lekkości i nadaje wnętrzu odświętny charakter.
Lada recepcji, obudowana szkłem hartowanym, mocowanym punktowo, w części górnej jest przezroczysta z lekkim matowieniem, w części dolnej szkło stanowi wykończenie nieprzejrzystej powierzchni. Ściana za recepcją pokryta jest okładziną z wielkiej tafli szklanej. Szklane drzwi do pomieszczeń biurowych mają również skrzydła wykonane ze szkła crashglass, z mocowanymi do nich uchwytami ze stali satynowanej. Zastosowanie jednocześnie innych drzwi, nieprzezroczystych, ułatwia wybór pomieszczeń dostępnych dla klientów, wyróżniając je od tych przeznaczonych dla personelu. Drzwi przezroczyste dając wgląd do pomieszczeń biurowych otwierają perspektywę, sprawiając wrażenie dużych przestrzeni otwartego biura. Następne przykłady różnorodnych możliwości zdobienia i wykańczania szklanych przegród pokazują zdjęcia fragmentów wnętrza firmy reklamowej Platige Image (arch. Marek Szcześniak, fot. 3-5). Wnętrze biura Platige Image to przykład awangardowej architektury wnętrz, stawiającej na świadome kontrasty i zestawienia materiałów tradycyjnych i współczesnych. Oto zastosowano szkło w zestawieniu z betonowymi ściankami działowymi, kamiennym wykończeniem łukowo wygiętych stropów i czarnej stali konstrukcyjnej, użytej do obudowy szklanych elementów.
Następne przykłady różnorodnych możliwości zdobienia i wykańczania szklanych przegród pokazują zdjęcia fragmentów wnętrza firmy reklamowej Platige Image (arch. Marek Szcześniak, fot. 3-5). Wnętrze biura Platige Image to przykład awangardowej architektury wnętrz, stawiającej na świadome kontrasty i zestawienia materiałów tradycyjnych i współczesnych. Oto zastosowano szkło w zestawieniu z betonowymi ściankami działowymi, kamiennym wykończeniem łukowo wygiętych stropów i czarnej stali konstrukcyjnej, użytej do obudowy szklanych elementów.
Ścianki działowe z drzwiami wypełnione są szkłem o fakturze rastrowanej, piaskowanej, szybami zespolonymi – szkło zbrojone ze szkłem emaliowanym – a także szkłem Antisol niebieskim. Przy wejściu, wzdłuż lady recepcyjnej o monumentalnej formie, ułożono szklaną, podświetlaną podłogę, stanowiącą kontrast do surowych, gładkich i pustych ścian.
Poszczególne aneksy pomieszczeń wydzielone są różnorodnymi ścianami działowymi w formie szklanej zabudowy. W jednej z nich umieszczono drzwi wahadłowe a szkło wypełniające metalową konstrukcję jest zdobione wzorem piaskowanym. Kolejna ściana działowa wykonana jest w formie konstrukcji ze stali czarnej, obłożonej z dwóch stron szkłem hartowanym. Przestrzeń między taflami szkła wypełniona jest kliszą filmową, stanowiącą osobliwą dekorację, podobną do efektu szkła crashglas, tyle, że w większej skali. Skłębiona taśma filmowa odbija światło, tworząc półprzezroczystą fakturę Następne, stalowe drzwi łukowe wypełniono szybami zespolonymi ze szkła zbrojonego i szkła emaliowanego. W innym otworze zastosowano zabudowę całoszklaną ze szkła hartowanego, piaskowanego, z okuciami MAB. Inny przykład zastosowania szkła we wnętrzu biurowym oglądamy w firmie NEPENTES. Do wnętrza prowadzi wygodny, przestronny wiatrołap w postaci szklanej zabudowy bezprofilowej, wykonanej ze szkła hartowanego mocowanego do sufitu i podłogi za pomocą listew zasiskowych. Drzwi całoszklane mocowane są okuciami MAB. Dodatkowym zdobieniem są pasy matowej folii, przebiegające pod sufitem pośrodku ścian obudowy i przy podłodze, ułatwiające orientację wchodzącym tak, aby kierowali się do centralnie umieszczonych drzwi. W dalszej części pomieszczeń biurowych zastososowano drzwi całoszklane i to zarówno przesuwne, jak i wahadłowe. Wykonano je ze szkła hartowanego, piaskowanego, pokrytego teflonem. Zastosowano w nich system suwany GEZE oraz okucia MAB do drzwi wahadłowych (arch. Ewa Lipa, fot. 6-9).
Inny przykład zastosowania szkła we wnętrzu biurowym oglądamy w firmie NEPENTES. Do wnętrza prowadzi wygodny, przestronny wiatrołap w postaci szklanej zabudowy bezprofilowej, wykonanej ze szkła hartowanego mocowanego do sufitu i podłogi za pomocą listew zasiskowych. Drzwi całoszklane mocowane są okuciami MAB. Dodatkowym zdobieniem są pasy matowej folii, przebiegające pod sufitem pośrodku ścian obudowy i przy podłodze, ułatwiające orientację wchodzącym tak, aby kierowali się do centralnie umieszczonych drzwi. W dalszej części pomieszczeń biurowych zastososowano drzwi całoszklane i to zarówno przesuwne, jak i wahadłowe. Wykonano je ze szkła hartowanego, piaskowanego, pokrytego teflonem. Zastosowano w nich system suwany GEZE oraz okucia MAB do drzwi wahadłowych (arch. Ewa Lipa, fot. 6-9).
Najnowszym rozwiązaniem przeszklonych ścian działowych są konstrukcje ścianek suwanych, składanych, tworzonych z wąskich tafli szkła mocowanych w prowadnicach, umieszczonych na suficie i podłodze (arch. Zbigniew Tomczyk – DECORUM, fot. 10-11). Można je zsunąć jedne za drugie otwierając całą ścianę. Szczególnie atrakcyjne są możliwości systemu DORMA – ścian przesuwnych łukowych, przesuwanych po okręgu (fot. 12 – DORMA). Takie rozwiązania stosuje się do wydzielania sal spotkań, konferencyjnych czy wykładowych, w których potrzebne jest szybkie wchodzenie i wychodzenie dużej liczby osób. Przykładem może być sala pokazów firmy MIELE wydzielona w jej salonie ekspozycyjnym.
 W zależności od stylu architektury budynku, w którym projektowane są wnętrza biurowe, szkło w ścianach działowych może być stosowane z użyciem rozmaitych profili konstrukcyjnych, zarówno stalowych, aluminiowych, tworzywowych czy drewnianych (fot. 13-15). Jednak ostatnio najbardziej awangardowe stają się konstrukcje bezprofilowe (fot. 16-17), które dzięki listwom bezzaciskowym mocującym szkło do podłogi pozwalają na przeszklenia dowolnych długości ścian. Dzięki niezliczonym sposobom nanoszenia na powierzchnię szkła rozmaitych elementów dekoacyjnych można uzyskać płaszczyzny o dowolnym zabarwieniu i wykończeniu. Nowością jest zastosowanie szkła emaliowanego, barwionego metodą nanoszenia i wygrzewania powłok barwnych, które bywa zespalane ze szkłem hartowanym dla uzyskania pożądanej wytrzymałości. Ponadto nieograniczone możliwości zdobienia szkła daje sitodruk lub metody natryskowe.
W zależności od stylu architektury budynku, w którym projektowane są wnętrza biurowe, szkło w ścianach działowych może być stosowane z użyciem rozmaitych profili konstrukcyjnych, zarówno stalowych, aluminiowych, tworzywowych czy drewnianych (fot. 13-15). Jednak ostatnio najbardziej awangardowe stają się konstrukcje bezprofilowe (fot. 16-17), które dzięki listwom bezzaciskowym mocującym szkło do podłogi pozwalają na przeszklenia dowolnych długości ścian. Dzięki niezliczonym sposobom nanoszenia na powierzchnię szkła rozmaitych elementów dekoacyjnych można uzyskać płaszczyzny o dowolnym zabarwieniu i wykończeniu. Nowością jest zastosowanie szkła emaliowanego, barwionego metodą nanoszenia i wygrzewania powłok barwnych, które bywa zespalane ze szkłem hartowanym dla uzyskania pożądanej wytrzymałości. Ponadto nieograniczone możliwości zdobienia szkła daje sitodruk lub metody natryskowe.
Szczególnie atrakcyjne w przypadku wnętrz biurowych są możliwości nanoszenia znaków firmowych o dowolnej kolorystyce, jak również innych form reklamy, łącznie z odwzorowywaniem ogromnych fotografii (fot. 18). Nowością jest też szkło podświetlane za pomocą diod świecących LED (Light Emiting Diode), umieszczanych pomiędzy warstwami szkła klejonego. Sposób rozmieszczania punktów świetlnych jest dowolny – można więc uzyskać niezwykłe wrażenia estetyczne (fot. 19-21). Jest to oczywiście kosztowna nowość, ale wiele firm dla podkreślenia swojego prestiżu stara się sięgać po najnowocześniejsze rozwiązania technologiczne.
Ewa Mickiewicz
- Szczegóły
- Kategoria: Wydanie 7-8/2007
 Klamki są niewielkimi elementami w wyposażeniu drzwi, ale mają duży wpływ na ich estetykę i funkcjonalność.
Klamki są niewielkimi elementami w wyposażeniu drzwi, ale mają duży wpływ na ich estetykę i funkcjonalność.
Większość użytkowników wybierając klamki kieruje się tylko dwoma parametrami estetyką i... ceną.
Tymczasem wyborowi klamek należy poświęcić sporo uwagi.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
|
Podstawowe zasady doboru szkła na fasadę Część 2
|
W części 1 niniejszego artykułu („Świat Szkła” 5/07) opisane zostały zasady stosowania różnych typów szkła, w zależności od rodzaju przeszklenia. Celem części 2 jest ogólne omówienie czynników oddziaływujących na przeszklenia.
 Obciążenia działające na przeszklenie
Obciążenia działające na przeszklenie
Podczas wykonywania obliczeń statycznych przeszkleń pod uwagę bierze się następujące rodzaje obciążeń:
- obciążenia wiatrem,
- obciążenia śniegiem,
- obciążenia temperaturą,
- obciążenia liniowe,
- obciążenia skupione
Ponadto w przypadku szyb zespolonych izolacyjnych dodatkowo należy uwzględnić wpływ różnic ciśnienia po, które wynikają z różnicy temperatury dT, różnicy ciśnienia atmosferycznego dpmet oraz różnicy wysokości niwelacyjnej dH pomiędzy miejscem produkcji a miejscem montażu szyby. Za miejsce produkcji przyjmuje się miejsce ostatecznego uszczelnienia szyb.
Obciążenia wiatrem
Obciążenie wiatrem wyznaczane jest zgodnie z jedną z poniższych norm:
- PN-77/B-0211 Obciążenia w obliczeniach statycznych. Obciążenie wiatrem;
- PN-EN 1991-1-4 Eurokod 1: Oddziaływania na konstrukcje – Część 1-4: Oddziaływania ogólne – Oddziaływania wiatru
Obciążenie wiatrem jest obciążeniem równomiernie rozłożonym na powierzchni płyty szklanej i definiowne jest jako różnice ciśnienia na powierzchniach budowli oraz opory tarcia wywołane przepływem powietrza [PN-77/B-0211]. Wyznaczane jest przy założeniu najbardziej niekorzystnych warunków dla danej budowli.
 Wartości obciążenia wiatrem zależą od następujących czynników:
Wartości obciążenia wiatrem zależą od następujących czynników:
- prędkości wiatru,
- rodzaju terenu (teren rolniczy, mieszany, zabudowany),
- wysokości montażu przeszklenia nad poziomem gruntu,
- zewnętrznego kształtu budowli
Obciążenia wiatrem nie można uniknąć. Jest ono najbardziej dominującym czynnikiem oddziaływującym na przeszklenia pionowe.
Obciążenia śniegiem
Obciążenie śniegiem wyznaczane jest dla przeszkleń nad głową zgodnie z jedną z poniższych norm:
- PN-80/B-02010 Obciążenia w obliczeniach statycznych. Obciążenie śniegiem;
- PN-EN 1991-1-3 Eurokod 1: Oddziaływania na konstrukcje – Część 1-3: Oddziaływania ogólne – Obciążenie śniegiem
Wartości obciążenia śniegiem zależą od dwóch czynników:
- geograficznego położenia budowli (wysokość nad poziomem morza i strefa obciążenia śniegiem gruntu),
- kształtu i pochylenia dachu
Podczas wykonywania obliczeń należy wziąć pod uwagę fakt, że śnieg na dachu może się różnie rozkładać. Dwa podstawowe rodzaje obciążeń to:
- obciążenia rozłożone równomiernie – zależne tylko od kształtu dachu, bez rozpatrywania innych obciążeń klimatycznych;
- obciążenia rozłożone nierównomiernie – pod uwagę bierze się przemieszczanie śniegu z jednego miejsca dachu na inne np. w wyniku działania wiatru.
Do obliczeń należy zawsze przyjmować najbardziej niekorzystny wariant obciążenia śniegiem.
Obciążenia temperaturą
Obciążenie temperaturą wyznaczane jest zgodnie z normami:
- PN-86/B-02015 Obciążenia budowli. Obciążenia zmienne środowiskowe. Obciążenie temperaturą;
- PN-EN 1991-1-5 Eurokod1: Oddziaływania na konstrukcje – Część 1-5: Oddziaływania ogólne – Oddziaływania termiczne
 Normy te różnią się od siebie zasadniczo. Polska norma z 1986 roku dotyczy tylko obciążeń temperaturą pochodzenia klimatycznego (temparatura powietrza i promieniowanie słoneczne) Natomiast norma europejska uwzględnia także oddziaływania termiczne pochodzenia technologicznego np. w rurociągach, kominach przemysłowych.
Normy te różnią się od siebie zasadniczo. Polska norma z 1986 roku dotyczy tylko obciążeń temperaturą pochodzenia klimatycznego (temparatura powietrza i promieniowanie słoneczne) Natomiast norma europejska uwzględnia także oddziaływania termiczne pochodzenia technologicznego np. w rurociągach, kominach przemysłowych.
Przy przeprowadzaniu obliczeń statycznych przeszkleń, obciążenia temperaturą nie bierze się właściwie pod uwagę. Z założenia przeszklenie powinno być zaprojektowane w taki sposób, aby umożliwić przemieszczenia spowodowane temperaturą.
Obciążenia liniowe
Obciążenia liniowe brane są szczególnie pod uwagę w przypadku tzw. „ścian całoszklanych” (wysokość przeszklenia jest równa wysokości pomieszczenia) i pochodzą od naporu ludzi na przegrodę. Wartość obciążenia liniowego zależy od rodzaju pomieszczenia, w którym to obciążenie może wystąpić, np. pomieszczenie mieszklane, pomieszczenie biurowe, pomieszczenia handlowe itd. Może być ono przyłożone zarówno od wewnątrz, jak i od zewnątrz pomieszczenia.
Obciążenia skupione
Obciążenia skupione uwzględniane są w przypadku przeszkleń, po których istnieje możliwość chodzenia, np. dachy, na które można wychodzić, schody Obciążenie skupione przyjmuje się w najbardziej niekorzystnym miejscu przeszklenia.
Podczas obliczeń przeszkleń pod kątem obciążeń opisanych powyżej należy dodatkowo uwzględnić wszystkie wpływy zwiększające naprężenia np. wiercenia czy wykroje w szkle.
Dopuszczalne naprężenia zginające i rozciągające
W oparciu o zasady techniczne dotyczące przeszkleń mocowanych liniowo TRLV do obliczeń statycznych przeszkleń należy przyjmować wartości wytrzymałości szkła przy zginaniu zgodnie z tabelą 1.
Dla szkła float oraz szkła lanego w przypadku oszkleń pionowych dopuszczalne naprężenia rozciągąjąco-zginające są wyższe niż dla oszkleń nad głową. W ten sposób uwzględnione zostały różne czasy oddziaływania obciążeń, które dla oszkleń pionowych można przyjąć za krótsze (np. obciążenia wiatrem) niż dla oszkleń nad głową (np. obciążenia śniegiem).

Dopuszczalne ugięcia
Zgodnie z zasadami TRLV ugięcia tafli szklanych w najbardziej niekorzystnych miejscach nie mogą przekraczać wartości podanych w tabeli 2.
Jak wynika z powyższej tabeli, dla oszleń pionowych podpartych czterostronnie nie podaje się żadnych ograniczeń ugięcia, a dla oszkleń mocowanych dwu- i trzystronnie dopuszczalne ugięcie wynosi 1/100 wolnej krawędzi. W przypadku oszkleń pojedynczych można zrezygnować z tego ograniczenia, o ile pierwotny stan szkła nie został przekroczony o więcej niż 5 mm.
Te ułatwienia dla oszkleń pionowych uzasadnione są tylko krótkotrwałym występowaniem odkształceń przy obciążeniu wiatrem. W określonych przypadkach zastosowań, zwłaszcza przy oszkleniach wielkoformatowych, na skutek rezygnacji z ograniczenia ugięcia możliwe są duże odkształcenia, które mogą prowadzić do deformacji optycznych lub też do nieznanych zachowań związanych z drganiem szyb. W celu uniknięcia takich efektów – zależnie od przypadku zastosowania – należałoby zastosować sensowne ograniczenia ugięcia.
***
Opisane w dwóch częściach niniejszego artykułu podstawowe zasady doboru szkła na fasadę opierają się przede wszystkim na niemieckich zasadach technicznych. Uwzględniają one jednak jedynie niewielki zakres zastosowań. Dla wielu innych, nietypowych rozwiązań konieczne jest uzyskanie specjalnych pozwoleń. Obecnie, w związku z rosnącym zastosowaniem szkła architektonicznego, konieczne staje się ustalenie nowych zasad, które będą stosowane w całej Europie. W związku z tym w Niemczech została utworzona komisja mająca za zadanie stworzenie norm obejmujących szeroki zakres możliwych zastosowań przeszkleń
mgr inż. Monika Magiera
GUARDIAN Częstochowa
LITERATURA
[1] Niemiecki Instytut Techniki Budowlanej DIBt. Zasady techniczne dotyczące zastosowania przeszkleń mocowanych liniowo (TRLV – Technische Regeln für Verwendung von linienförmig gelagerten Verglasungen)
[2] Niemiecki Instytut Techniki Budowlanej DIBt. Zasady techniczne dotyczące zastosowania przeszkleń zabezpieczających przed wypadnięciem (TRAV – Technische Regeln für die Verwendung von absturzsichernden Verglasungen)
[3] Niemiecki Instytut Techniki Budowlanej DIBt. Zasady techniczne dotyczące zastosowania przeszkleń mocowanych punktowo (TRPV – Technische Regeln für die Bemessung und Ausführung punktförmig gelagerter Verglasungen)
[4] Instytut Techniki Budowlanej. Instrukcje, wytyczne, poradniki nr 426/2007. Obliczenia szyb zespolonych podpartych na krawędziach.
[5] PN-77/B-0211. Obciążenia w obliczeniach statycznych. Obciążenie wiatrem
[6] PN-EN 1991-1-4 Eurokod 1: Oddziaływania na konstrukcje – Część 1-4: Oddziaływania ogólne – Oddziaływania wiatru
[7] PN-80/B-02010. Obciążenia w obliczeniach statycznych. Obciążenie śniegiem
[8] PN-EN 1991-1-3 Eurokod 1: Oddziaływania na konstrukcje – Część 1-3: Oddziaływania ogólne – Obciążenie śniegiem
[9] PN-86/B-02015 Obciążenia budowli. Obciążenia zmienne środowiskowe. Obciążenie temperaturą.
[10] PN-EN 1991-1-5 Eurokod 1: Oddziaływania na konstrukcje – Część 1-5: Oddziaływania ogólne – Oddziaływania termiczne
więcej: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Przed przystąpieniem do projektowania takiej konstrukcji należy bardzo dokładnie przewidzieć jak konstrukcja ta będzie realizowana i jakie materiały zostaną użyte, ponieważ nawet najdrobniejsze szczegóły mają wpływ na wyniki obliczeń.
Sposób podparcia szyb decyduje o uwzględnieniu bądź nieuwzględnieniu obciążeń wynikających ze zmian temperatury i odkształceń konstrukcji wsporczej. Ważne jest, by konstrukcja wsporcza była zaprojektowana z uwzględnieniem tolerancji produkcyjnych i wymiarowych szyb oraz łączników użytych w trakcie realizacji.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
|
Przyszłość przeszkleń fasadowych
|
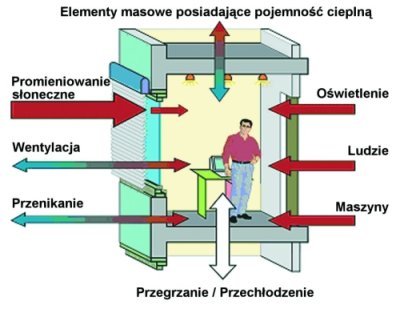
Przeszklenia fasadowe o dużych powierzchniach narzucają wysokie wymagania, zwłaszcza w wypadku tych pomieszczeń, w których rezygnuje się z mechanicznej ich wentylacji lub chłodzenia. W takiej sytuacji należy w taki sposób zaprojektować rozmieszczenie odznaczających się pojemnością cieplną masowych elementów konstrukcyjnych pomieszczenia oraz rozwiązać kwestie związane z ochroną powierzchni przeszkleń przed promieniowaniem słonecznym i naturalną wentylacją pomieszczenia, aby uniknąć wystąpienia jakichkolwiek niepożądanych zjawisk towarzyszących, jak np. przegrzewanie pomieszczenia w okresie letnim, występowanie przeciągów przy silnych wiatrach lub wzrost zapotrzebowania na energię cieplną w okresie zimowym.
Przedstawiona w niniejszym artykule naukowa analiza czynników wpływu oraz istniejących możliwości wskazuje na fakt, że poprzez właściwy dobór koncepcji przeszkleń fasadowych oraz właściwe projektowanie przestrzenne można stworzyć pomieszczenia odznaczające się komfortowym klimatem, ocenianym z punktu widzenia zachodzących w nich zjawisk cieplnych. Przede wszystkim jednakże należy przedyskutować wymagania związane z termicznymi warunkami i klimatem panującym wewnątrz pomieszczeń oraz ich wentylacją – te bowiem wymagania mają największe znaczenie.
Warunki termiczne i klimat pomieszczeń w okresie letnim
Przed około 30 laty warunki panujące w pomieszczeniu uważano za komfortowe z klimatycznego punktu widzenia wówczas, jeżeli temperatura powietrza w tym pomieszczeniu zawarta była w granicach pomiędzy +19oC oraz +24oC, zaś wilgotność względna powietrza w tym pomieszczeniu zawierała się pomiędzy 35% i 70% (Hettinger, Leusden i Treymark). W dobie dzisiejszej za komfortową z punktu widzenia ciepłoty pomieszczenia uważa się taką atmosferę, której temperatura zawiera się w granicach pomiędzy +25oC a +27oC.
Norma ISO 7730 rozróżnia trzy kategorie ciepłoty pomieszczenia, są to: kategoria A (temperatura graniczna dla tej kategorii wynosi +25,5oC), kategoria B (temperatura graniczna wynosi +26,0oC) oraz kategoria C (temperatura graniczna wynosi +27,0oC).
Norma DIN 1946-2 dopuszcza w pomieszczeniach wentylowanych mechanicznie temperaturę o wartości +26oC Norma DIN 4108-2:2003-07 zaś ogranicza temperaturę panującą w pomieszczeniach nie chłodzonych do wartości +25oC w wypadku pomieszczeń zlokalizowanych na terenach, gdzie w okresie letnim panuje chłodny klimat; do wartości +26oC w wypadku pomieszczeń zlokalizowanych na terenach, gdzie w okresie letnim panuje klimat umiarkowany oraz do wartości +27oC w wypadku pomieszczeń położonych na terenach, gdzie w okresie letnim panuje klimat gorący.
Dopuszczalne są przekroczenia podanych wyżej wartości przez okres 10% tzw. dziennego czasu eksploatacji (pomieszczeń). Także w orzeczeniach ferowanych przez sądy wartość +26oC traktowana jest jako graniczna wartość temperatury pomieszczenia w okresie letnim.
Wentylacja pomieszczeń
Wymagania odnoszące się do niezbędnej ze względów higienicznych, minimalnej wymiany powietrza na osobę nie uległy istotnym zmianom od czasów pierwszych omawiających tę tematykę publikacji autorstwa Maxa von Pettenkofera (około 1850): większość norm i przepisów określa, że orientacyjna wartość przepływu powietrza powinna zawierać się w granicach pomiędzy 30 i 40 m3/h.
Wytyczna nr 5 natomiast, odnosząca się do warunków klimatycznych panujących na stanowisku pracy określa, że w wypadku pomieszczeń o wentylacji naturalnej, przekroje kanałów wentylacyjnych powinny być takie, by zapewniały możliwość doprowadzenia, w przeliczeniu na jedną osobę znajdującą się w pomieszczeniu zamkniętym, ilości powietrza zewnętrznego na poziomie pomiędzy 20 i 40 m3/h.
Podobne wymagania minimalne określono w normie DIN 1946-2 dotyczącej pomieszczeń wentylowanych mechanicznie oraz w normie DIN 1946-6:1998-10, odnoszącej się do wentylacji mieszkań; wymagania takie podaje również Federalny Instytut Ochrony Pracy w swoim opracowaniu poświęconym ergonomii warunków w niewielkich pomieszczeniach przetwarzania danych.
Bilans energetyczny pomieszczenia
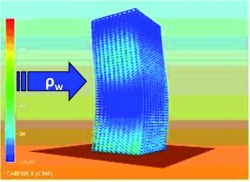
Opis gospodarki energetycznej pomieszczeń wymaga opracowania bilansu energetycznego oraz porównania dwóch strumieni energii cieplnej: strumienia doprowadzonego oraz strumienia odprowadzonego. Jeżeli obydwa te strumienie są sobie równe, to wówczas układ znajduje się w stanie równowagi termicznej, zaś jego temperatura pozostaje stała. W sytuacji jednakże wystąpienia jakiegokolwiek zakłócenia równowagi, dochodzi do zmiany temperatury panującej w pomieszczeniu, co można zobrazować przy pomocy prostych liczb, wykorzystując w charakterze przykładu szkic przedstawiony na rysunku 1.
Przy nasłonecznieniu (o natężeniu promieniowania 600 W/m2) przez powierzchnię oszklenia (współczynnik nasłonecznienia g=0,2; A=2x3 m2) do wnętrza pomieszczenia dociera strumień cieplny +720 W. W określonych warunkach otoczenia (n=2 1/h, V=32 m3, temperatura wewnętrzna: +22oC, temperatura zewnętrzna: +17oC) poprzez otwarte okno z pomieszczenia „wychodzi” strumień –109 W.
Użytkownik pomieszczenia wraz z wykorzystywanym przez siebie sprzętem EPD1 dodaje do bilansu energetycznego pomieszczenia strumień ciepła rzędu +250 W. Jeżeli przyjmiemy, że rozpatrywane pomieszczenie ma wyjątkowo lekką konstrukcję, a także przy założeniu, że strumienie ciepła wywołane oświetleniem oraz zjawiskiem przenikania ciepła są pomijalnie małe, okaże się, iż w rozpatrywanym przykładzie mamy do czynienia z doprowadzeniem do pomieszczenia strumienia energii cieplnej wynoszącego +861 W – pomieszczenie zatem ulegnie nagrzaniu, przy czym energia cieplna doprowadzona do tego pomieszczenia będzie równoważna tej, jaką przekazałby grzejnik płytowy o powierzchni grzewczej 2 m2 i temperaturze 65oC.
Owego niepożądanego nagrzania pomieszczenia można byłoby uniknąć wówczas, gdyby – na przykład – elementy otaczające rozpatrywane pomieszczenie wykonać z betonu oraz bloków sporządzonych z tworzywa sztucznego, zastosować przeszklenie o mniejszym współczynniku przepuszczalności energii słonecznej (np. g=0,10) oraz dwukrotnie zwiększyć przekroje kanałów wentylacyjnych.
Warunki klimatyczne w pomieszczeniach – temperatury i bilans energetyczny pomieszczeń o wentylacji naturalnej
Przy założeniu usystematyzowanej zmienności parametrów przeanalizowano wpływ najważniejszych kryteriów projektowych oraz czynników eksploatacyjnych na oceniany z punktu widzenia ciepłoty klimat pomieszczenia oraz eksploatacyjne zużycie energii.
Rozpatrywano zlokalizowane w klimacie umiarkowanym pomieszczenie o wentylacji naturalnej, południowej elewacji, dynamicznej aktywizacji systemu ochrony przed nasłonecznieniem; założono również, że sztuczne oświetlenie pomieszczenia jest załączane stosownie do potrzeb (analizę oparto na wykorzystaniu zdefiniowanego zgodnie z wymogami DWD2 tzw. badawczego roku odniesienia 3).
Przegrzanie w okresie letnim
Na wykresie przedstawionym na rys. 2, na osi odciętych zaznaczono liczbę tych dni w ciągu roku, w których temperatura eksploatacyjna przekracza wartość +28oC. Przedstawione poziomo słupki wykresu obrazują, w jaki sposób zmieniają się wyniki na skutek zmian jednego z badanych parametrów.
Liczbę dni, w których pomieszczenie narażone jest na przegrzanie można zmniejszyć poprzez bardziej intensywną wentylację pomieszczenia, zmniejszenie współczynnika przepuszczalności energii promieniowania słonecznego elementów stanowiących osłonę przed nasłonecznieniem, zmniejszenie powierzchni okien, redukcję obciążeń wewnętrznych oraz zwiększenie ciężaru konstrukcji budowlanej.
W wypadku niekorzystnego doboru wszystkich parametrów należy się liczyć z przegrzaniem pomieszczenia na przełomie półrocza. Jednak w wypadku optymalnego doboru zespołu parametrów eksploatacyjnych ryzyko przegrzania pomieszczenia staje się niemalże pomijalnie małe.
Należy tu również zauważyć, że wykorzystywane w badaniach tzw. badawcze lata odniesienia nie obejmują okresów wielodniowych upałów i z tego też względu może się zdarzyć, że nawet w pomieszczeniach o korzystnie dobranych parametrach i w warunkach optymalnego wykorzystania tych pomieszczeń, mogą w okresie upałów samorzutnie wystąpić temperatury przekraczające wartość +28oC.
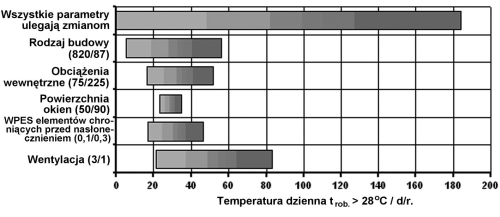
Eksploatacyjne zapotrzebowanie energii
Badania pomieszczeń klimatyzowanych wykazują, że roczne eksploatacyjne zapotrzebowanie energii związane z ogrzewaniem pomieszczeń, ich chłodzeniem oraz sztucznym oświetleniem waha się w granicach pomiędzy 120 i 150 Wh/m2r (współczynnik sprawności przyjmuje się na poziomie 20%, współczynnik eksploatacyjnego zapotrzebowania energii fB,P = 3). Wartości te kontrastują z wynikami przedstawionymi na rys 3 i odnoszącymi się do pomieszczeń o wentylacji naturalnej.
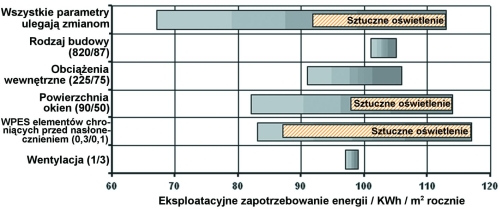
Eksploatacyjne zapotrzebowanie na energię można utrzymać na niskim poziomie wyłącznie poprzez stosowanie przeszkleń o dużej powierzchni i w warunkach zapewnienia optymalnego wykorzystania światła dziennego.
Spełnienie tych warunków pozwoli zarazem na utrzymanie pod kontrolą ryzyka przegrzania pomieszczeń w okresie letnim, o ile tylko w przeszkleniach tych zostaną zastosowane takie systemy ochrony przed nasłonecznieniem, które będą się odznaczać wysoką wydajnością, możliwością wykorzystywania ich przez cały rok, a także możliwością ich regulacji stosownie do potrzeb.
Przezroczyste przeszklenia fasadowe – skuteczność ochrony przed promieniowaniem słonecznym
Miarą skuteczności ochrony przed promieniowaniem słonecznym w okresie letnim różnego rodzaju przezroczystych ścian zewnętrznych są, przedstawione na rys. 4 i określone drogą pomiarów wykonanych zgodnie z wymogami normy EN 410, wartości współczynników całkowitej przepuszczalności energii promieniowania oraz ich składowe: Te (tzw. żółta powierzchnia) oraz qi (tzw. czerwona powierzchnia), przedstawione dla czasu dziennego.
Badaniami objęto:
a) przeszklenie termoizolacyjne z zewnętrznym przeciwsłonecznym elementem ochronnym (lamele 80 mm, barwa biała, nachylenie 45o);
b) dwuwarstwową elewację szklaną wyposażoną w usytuowane równolegle i odsunięte na odległość 50 mm na zewnątrz przeszklenie, chroniące przed wpływem czynników atmosferycznych, do którego przymocowano odznaczające się odpornością na działanie wiatru elementy chroniące przed promieniowaniem słonecznym (lamele 50 mm, barwa jasnoszara, nachylenie 45o), a także
c) dwupłytową fasadę szklaną z elementami chroniącymi przed promieniowaniem słonecznym (lamele 50 mm, barwa biała, profilowane, niewielki odstęp między lamelami, nachylenie 30o) z komorą wewnętrzną przewietrzaną w kierunku od dołu do góry (przekrój wykorzystany na wentylację – 10%).
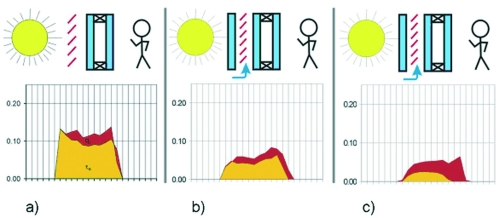
W wypadku okien konwencjonalnych z zewnętrzną przeciwsłoneczną warstwą ochronną należy się spodziewać, że w warunkach rzeczywistych wartości współczynnika nasłonecznienia g będą się zawierać w przedziale od 0,12 do 0,14. Korzystniejszą pod tym względem charakterystykę posiadają konstrukcje dwupowłokowe.
Stwierdzono, że w wypadku przeszkleń fasadowych typu b) oraz c), współczynnik całkowitej przepuszczalności energii zawiera się w granicach pomiędzy 0,05 oraz 0,08; przy czym w wypadku wariantu c) charakteryzująca go niewielka przepuszczalność promieniowania wiąże się ze znacznym ograniczeniem przepuszczalności światła dziennego, co w konsekwencji powoduje konieczność ustawienia lameli pod takim kątem, który zapewni odpowiednie oświetlenie.
Otwory okienne – skuteczność wentylacji
Wprawdzie naturalna wentylacja pomieszczenia jest konsekwencją przepływu powietrza przez wnętrze budynku uzależnionego od siły wiatru, „przedmuchiwania” pomieszczeń spowodowanego silnymi porywami wiatru a także siłą ciągu powstającą w wyniku różnicy temperatur, niemniej jednak roczna minimalna wymiana powietrza niezbędna ze względów higienicznych ustalana jest dla całego roku przy założeniu niekorzystnych warunków, które – statystycznie rzecz biorąc – występują przez jedynie 2% całego rocznego czasu eksploatacji (bezwietrzna pogoda, różnica temperatur pomiędzy temperaturą zewnętrzną i wewnętrzną 1 K).
Aby zmniejszyć ryzyko przegrzewania pomieszczeń w okresie letnim, należy – z jednej strony – projektować otwory wentylacyjne możliwie jak największe i takie, które w razie potrzeby mogłyby się automatycznie zamykać. Z drugiej jednakże strony należy w jak największym stopniu unikać nagrzewania się powietrza doprowadzanego do wnętrza pomieszczeń od nasłonecznionych elementów konstrukcyjnych budynku.
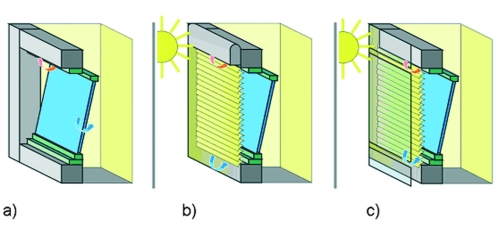
Na rys. 5 przedstawiono trzy różnego rodzaju otwory wentylacyjne, które przy bezwietrznej pogodzie i różnicy temperatur wynoszącej 1 K, zapewniają wymagane natężenie przepływu oraz wymianę powietrza w pomieszczeniu o objętości 32 m3 (zazwyczaj dla 1 osoby).
Wymiary określające powierzchnię czołową zaprojektowanego zgodnie z wymaganiami ASR 5 wychylnego skrzydła okiennego wynoszą 1,6x1 m, zaś skuteczna powierzchnia wentylacji tego skrzydła wynosi 0,24 m2 (przekrój przepływu swobodnego 20%, współczynnik cw=0,75).
W wypadku okna wychylnego a) należy oczekiwać, że objętościowe natężenie przepływu powietrza zewnętrznego będzie wynosić około 80 m3/h (n’ = 2,5 1/h/Δt-0,5). Jeżeli chodzi o wariant b) wyposażony w pochłaniające energię cieplną promieniowania słonecznego żaluzje (kąt nachylenia 45o) zapewnia on wymagany dopływ świeżego powietrza wynoszący 40 m3/h na jedną osobę.
Wariant c) natomiast jest wyposażony w oszklenie odporne na wpływ czynników atmosferycznych i odznaczające się przekrojem swobodnego przepływu wynoszącym 10%, co w konsekwencji pociąga za sobą zmniejszenie objętościowego natężenia przepływu powietrza zewnętrznego do wartości 20 m3/h (n’ = 0,6 1/ h/Δt-0,5); wskutek czego dla poprawy własności wentylacyjnych tego wariantu niezbędne będzie albo zapewnienie kilku okien na osobę, albo też odpowiedni dobór przekroju swobodnego przepływu powietrza przez okno.
Konieczność skutecznej ochrony przed promieniowaniem słonecznym
W wypadku wykonywanych ze szkła elementów budowlanych o powierzchniach zarówno małych jak i dużych, istnieją wzajemne zależności występujące z jednej strony pomiędzy funkcjonowaniem elementów stanowiących osłonę powierzchni przezroczystych przed promieniowaniem słonecznym i skutecznością wentylacji naturalnej, z drugiej zaś strony pomiędzy ciężarem konstrukcji budowlanej i wewnętrznym obciążeniem pomieszczeń.
Przeszklenia o niewielkich powierzchniach wymagają częstszego stosowania sztucznego oświetlenia. Związane z tym eksploatacyjne zapotrzebowanie energii można ograniczyć jedynie poprzez stosowanie przeszkleń o dużych powierzchniach odznaczających się wysoką przepuszczalnością światła dziennego.
Żeby jednakże utrzymać na niskim poziomie ryzyko przegrzania pomieszczeń w okresie letnim, należy wyposażyć przeszklenia o dużych powierzchniach w systemy ochrony przed promieniowaniem słonecznym odznaczające się odpowiednią wydajnością, które ponadto będą mogły być eksploatowane przez cały rok oraz regulowane stosownie do potrzeb.
W wypadku naturalnej wentylacji pomieszczeń należy również zapewnić możliwość regulacji w zależności od potrzeb przekrojów swobodnego przepływu; przy czym należy także zapewnić wymagany ze względów higienicznych dopływ powietrza zewnętrznego w ilości około 30 m3/h także przy niekorzystnych warunkach brzegowych – oraz możliwie jak największą powierzchnię otworów umożliwiających chłodzenie pomieszczenia w ciągu dnia i w ciągu nocy.
Jako podsumowanie nasuwa się wniosek, że – poprzez właściwy dobór parametrów projektowych już na etapie planowania oraz przestrzeganie na etapie użytkowania właściwych i dostosowanych do potrzeb zasad eksploatacji wszystkich elementów, również w warunkach braku mechanicznej klimatyzacji – należy dążyć do tworzenia komfortowych pod względem ciepłoty pomieszczeń, których eksploatacyjne zapotrzebowanie na energię będzie odpowiadać docelowym założeniom przyszłościowym.
dr inż. Armin Schwab
Glaswelt 11/2006
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Nasze maszyny drukują szkło |
 Z Pawłem Depą, właścicielem firmy APED rozmawia Krzysztof Zieliński
Z Pawłem Depą, właścicielem firmy APED rozmawia Krzysztof Zieliński
Firma APED dostarcza maszyny do sitodruku. Czy sprzedaż wspiera doradztwo, materiały pomocnicze i akcesoria?
Firma APED specjalizuje się w produkcji maszyn i urządzeń do sitodruku. Oferujemy maszyny i urządzenia ręczne, półautomatyczne i automatyczne, a także tunele suszące UV, kopioramy i lampy do naświetlania sit, wymywarki do sit, szlifierki do rakli, suszarki półkowe.
Produkujemy maszyny stosowane na wszystkich etapach produkcji elementów drukowanych metodą sitodruku, a często równocześnie z dostawą maszyn zapoznajemy naszych klientów z technologią sitodruku. Na życzenie klienta doradzamy też w zakupie materiałów takich jak farby, sita czy emulsje światłoczułe, w które klient zaopatruje się we własnym zakresie.
Jeśli odbiorca jest zaznajomiony z technologią, dostarczamy maszyny i urządzenia, uruchamiamy je i klient może już przystąpić do pracy. Jeśli klient sobie tego życzy, sprawujemy też opiekę techniczną nad urządzeniami serwisujemy i w razie potrzeby modernizujemy. Jeśli dopiero budujemy linię sitodrukową, to oczywiście klient powinien przedstawić swoje potrzeby – co chce produkować i jaką chce osiągnąć wydajność – wówczas wspólnie możemy wybierać najlepszą opcję. Jeśli spodziewamy się produkcji obejmującej serię kilku lub kilkuset sztuk, nie ma sensu automatyzować linii, chyba, że chcemy drukować duże formaty tafli szklanej, które niestety wymagają zapewnienia transportu mechanicznego do sekcji drukującej, a po zadrukowaniu również do pieca suszącego. Oprócz urządzeń typowo drukarskich trzeba pamiętać również o myjce, aby szkło było czyste przed nakładaniem farby (zapewnia to dobre przyleganie farby do podłoża jakim jest szkło i zapobiega błędom w druku).
, wydruk przed hartowaniem na maszynach Firmy Aped.") Jakiego typu maszyny do zdobienia szkła Państwo dostarczają?
Jakiego typu maszyny do zdobienia szkła Państwo dostarczają?
Ogólnie mówiąc nasze maszyny mogą wszystko, jeśli chodzi o wykorzystanie techniki sitodruku. Obejmują pełny typoszereg począwszy od najprostszych – ręcznych poprzez półautomatyczne do w pełni zautomatyzowanych. Największe maszyny mają obszar zadruku o wymiarach 2x4 m.
Na targach Poligrafia 2007 w Poznaniu prezentowaliśmy automat do druku na szkle, który z myjki zabiera taflę szkła pod sito, automatycznie ustawia i pozycjonuje, drukuje i odsyła do tunelu suszącego lub pieca hartowniczego (uzależnione to jest od rodzaju zastosowanej farby). Maszyna automatycznie (elektronicznie) odczytuje pozycję krawędzi tafli, ustawia ją w odpowiednim miejscu, opuszcza sito i wychodzi zadrukowany wzór.
W rozwiązaniu ľ automat człowiek podaje szkło, a maszyna drukuje i odprowadza użytek do tunelu suszącego.
W półautomacie ingerencja człowieka polega na podaniu i odebraniu użytku, sam nadruk jest wykonywany automatycznie.
I w końcu w urządzeniu ręcznym pracownik podaje i odbiera taflę szkła, jak również ręcznie, za pomocą rakla, przedrukowuje wzór.
 Możemy nadrukowywać wzory składające się z regularnie naniesionych kropek, kresek czy linii – w ten sposób mogą być drukowane napisy, rysunki techniczne oraz inne motywy graficzne.
Możemy nadrukowywać wzory składające się z regularnie naniesionych kropek, kresek czy linii – w ten sposób mogą być drukowane napisy, rysunki techniczne oraz inne motywy graficzne.
Drukowany obraz może składać się z dużych połaci – plam barwnych – przenoszonych na szkło. Mówimy wówczas o drukowaniu apli. Stosując tę metodę można np. satynować szkło czyli wprowadzać w pewne miejsca lub na całą powierzchnię szkła specjalne preparaty matujące. Uzyskuje się szkło o różnym stopniu przezierności, a stosując farbę kryjącą możemy otrzymać szkło nieprzezierne z tzw. powłoką blokującą czyli uniemożliwiającą przechodzenie światła i promieni UV na drugą stronę tafli.
Najwięcej możliwości daje druk rastrowy czyli nanoszenie punktów barwnych rozmieszczonych w sposób nieregularny. Odpowiednie ułożenie i zagęszczenie punktów rastrowych daje możliwość czytania obrazu: z nieciągłych punktów na obszarze zadrukowanym oko tworzy ciągły obraz. W końcu poligrafia to nic innego, jak oszukiwanie ludzkiego oka.
Poprzez odpowiednią gęstość punktów jednego koloru odczytujemy motyw jednobarwny, a naniesienie trzech podstawowych kolorów z tzw. CMYK-a (Cyan, Magenta, Yellow) inaczej zwanych triadą oraz czarnego (blacK) umożliwia naniesienie obrazu w pełnej gamie barw.
 Jaka jest wydajność oferowanych maszyn?
Jaka jest wydajność oferowanych maszyn?
Nie można tego powiedzieć jednoznacznie, gdyż zależy to m.in. od stopnia skomplikowania wzoru. Na niejednoznaczność oceny wpływa też fakt, że szkło – ze względu brak dyspersji oraz duży ciężar i kruchość – jest bardzo trudnym podłożem do druku. W przypadku szkła jako materiału architektonicznego dochodzi konieczność drukowania tafli o dużych rozmiarach.
Maszyny automatyczne są oczywiście szybsze – można je tak skonfigurować, aby przy formacie tafli 2x1 m drukowały trzy formatki na minutę. Na drukarskiej linii technologicznej wąskim gardłem jest zwykle proces suszenia.
Bardzo popularne farby ceramiczne, cenione za swoją twardość i wytrzymałość mechaniczną (odporność na zarysowanie i ścieranie) muszą być przystosowane do wypalania w piecu w temperaturze ok. 650°C, w trakcie procesu hartowania lub gięcia na gorąco.
Najczęściej stosowane farby ceramiczne wodne mają w swojej strukturze wodę i muszą być suszone w temperaturze ok. 150°C przez ok. 3 min. przed gięciem lub hartowaniem, bo inaczej „zagotują się” w piecu hartowniczym i uzyskamy popękaną powłokę lakierniczą
Firma APED może zbudować taki tunel suszarniczy, który zapewni warunki fizyczne potrzebne do prawidłowego wysuszenia farby i przy którym wydajność maszyny drukującej będzie w pełni wykorzystana.
Nowością na rynku są farby ceramiczne, które są suszone promieniami UV. Pod wpływem tego promieniowania w farbie tworzą się wówczas wielkocząsteczkowe polimery, nierozpuszczalne w wodzie. Proces naświetlania UV jest znacznie krótszy - trwa zwykle tylko kilka sekund, wymaga jednak zastosowania lampy UV, emitującej promienie o określonej długości fali.
 W procesie sitodruku możemy nakładać również farby syntetyczne, zwane też rozpuszczalnikowymi, bo w swoim składzie zawierają rozpuszczalnik organiczny. Mogą być one nakładane jedynie na szkło, które nie będzie poddawane dalszej obróbce cieplnej, ponieważ nie wytrzymują wysokiej temperatury.
W procesie sitodruku możemy nakładać również farby syntetyczne, zwane też rozpuszczalnikowymi, bo w swoim składzie zawierają rozpuszczalnik organiczny. Mogą być one nakładane jedynie na szkło, które nie będzie poddawane dalszej obróbce cieplnej, ponieważ nie wytrzymują wysokiej temperatury.
Wśród farb rozpuszczalnikowych najczęściej stosowane są farby chemoutwardzalne dwuskładnikowe, gdyż uzyskują one wysoką twardość i wytrzymałość, a nie trzeba ich wypalać. Nie uzyskują one jednak twardości zbliżonej do twardości szkła, jak ma to miejsce w wypadku farb ceramicznych do wypalania. Farby te nie są zbyt wygodne w metodzie sitodruku, gdyż po zmieszaniu (aktywator z bazą) muszą być zużyte w określonym czasie przed rozpoczęciem procesu utwardzania – niektóre farby mogą być używane tylko ok. 3 godzin po zmieszaniu składników, bo po tym czasie następuje sieciowanie czyli wiązanie wewnętrzne i nie nadają się już do druku.
Dostępne są też farby rozpuszczalnikowe, które wysychają w wyniku odparowywania rozpuszczalnika, a których proces polimeryzacji może być przyspieszony przez działanie promieniowania IR (farby temoutwardzane) lub UV (farby fotoutwardzalne). Charakteryzuje je krótki okres schnięcia – nie osiągają one jednak dużej wytrzymałości mechanicznej i twardości. Mogą ulegać zarysowaniu i ścieraniu np. po wielokrotnym przejściu przez zmywarki do naczyń.
Czy może Pan naszym Czytelnikom przybliżyć technologię sitodruku?
Drukarz otrzymuje komputerowy plik graficzny lub zdjęcie, które zostaje zeskanowane. Za pomocą programów graficznych robimy separację barwną, czyli rozkładamy na kolory bazowe CMYK lub robimy tzw. sepię czyli obraz w odcieniach szarości do druku jedną farbą. Następnie przygotowywane są klisze (diapozytywy) – 4 dla druku za pomocą CMYKa, jedna dla druku jednobarwnego, mogą być też dodatkowe klisze do kolorów specjalnych.
Po przygotowaniu diapozytywów przystępuje się do przygotowania sita. Sita mogą różnić się między sobą rodzajem splotów, grubością i sprężystością włókien oraz liniaturą czyli rozdzielczością Wyboru dokonuje się biorąc pod uwagę głównie: rodzaj motywu jaki będziemy drukować, rodzaj farby (jaka ma być docelowa trwałość i efekty estetyczne) oraz podłoże, na którym drukujemy.
Po wybraniu rodzaju sita zaciąga się je emulsją swiatłoczułą – rodzaj emulsji również zależy od rodzaju stosowanych farb – a po wyschnięciu wkładamy sito do kopioramy.
Poprzez działanie podciśnienia w tym urządzeniu powodujemy dokładny docisk diapozytywu do sita a od strony szkła naświetlamy światłem UV ze specjalnej lampy. Producent emulsji określa długość fali promieniowania (zwykle jest to ok. 360-420 nm) i czas naświetlania. Te elementy, które są na kliszy (na diapozytywie) czarne blokują światło UV - tam gdzie promienie nie dochodzą, tam emulsja na sicie nie polimeryzuje (nie tam fotoutwardzania). W miejscach gdzie klisza jest przezroczysta, światło UV przechodzi i utwardza emulsję. Sito po naświetleniu wstawia się do wymywarki i wymywane jest wodą – emulsja, która została utwardzona zostaje na sicie, a emulsja niespolimeryzowana jest miękka i bez problemu daje się wymyć. Na sicie otrzymujemy dziurki zwane kapilarami, które pozwalają na gromadzenie się farby podczas procesu druku i przenikanie tej farby do podłoża.
Sitodruk polega na zapełnieniu otworów w sicie farbą, co uzyskujemy przesuwając najpierw tzw. przedrakiel, wykonany najczęściej z aluminium czy też ze stali chromowo-niklowej, który rozprowadza farbę równomiernie po sicie. Następnie część gumowa rakla przesuwając się w przeciwnym kierunku powoduje zetknięcie tego sita z podłożem i ta ilość farby, która została w tych otworach zostaje przyjęta przez podłoże nadrukowywane.
Siła docisku rakla powoduje zetknięcie sita z podłożem wzdłuż krawędzi rakla. Rakiel przesuwany (ręcznie lub automatycznie) po podłożu powoduje przeniesienie farby z sita na podłoże. Tak powstaje obraz.
Rakiel wyposażony jest w uchwyt utrzymujący element roboczy – gumę raklową, o odpowiedniej twardości i z odpowiednio wyprofilowaną krawędzią. Ustawiony jest z odpowiednim kątem nachylenia, a urządzenia automatyczne zaprogramowaną mają odpowiednią szybkość jego przesuwu.
Nacisk gumy na sito powoduje liniowe zetknięcie sita z podłożem, a zależność między adhezją podłoża i lepkością farby, powoduje w czasie zetknięcia się sita ze szkłem wyciągnięcie tej farby z otworków w sicie.
Rakle gumowe co jakiś czas się zużywają, bardzo istotnym czynnikiem podczas druku jest jakość (ostrość) krawędzi rakla, kiedy krawędź gumy jest niewłaściwa na obrazie powstają smugi, jest to szczególnie ważne na takim podłożu jakim jest szkło – oferowane są więc szlifierki, które służą do regeneracji krawędzi drukującej i do nadania tej krawędzi odpowiedniego kształtu.
Stopień zużycia rakli dopuszczalny przy druku na tekstyliach jest niedopuszczalny przy druku na szkle - szkło podświetlane z drugiej strony uwidacznia każdą niejednolitość nałożenia farby.
Druk na szkle jest trudny, gdyż jednolita szybkość druku, grubość warstwy zaciąganej oraz gęstość farby, mają kolosalne znaczenie.
Jak Państwo dbają o jakość swojej produkcji i czym się Państwo odróżniacie od konkurencji?
Dla mnie ważny jest dialog między producentem a użytkownikiem. Pozwala on na zdobycie doświadczeń. Korzystając z wiedzy z kontaktów z klientami na przestrzeni 18 lat jestem w stanie przewidzieć, czego użytkownik maszyny może oczekiwać od tego urządzenia, na co należy zwrócić uwagę użytkownikowi aby w pełni wykorzystał zalety oferowanego mu urządzenia, a także nowinki technologiczne.
Na tle konkurencji staramy się wyróżnić szybkością w działaniu - od przyjęcia zamówienia, zaprojektowania maszyny, do dostawy i uruchomienia wszystkich urządzeń – oraz solidnością w podejściu do klienta.
Jesteśmy firmą zdolną do dostarczenia maszyny na wymiar, dostosowaną do potrzeb produkcyjnych klienta pod względem gabarytów czy wydajności.
Obecnie nie produkuje się maszyn do sitodruku tzw. standardowych Dzisiaj klient chce maszynę specjalnie dostosowaną do jego produkcji. Są firmy drukujące małe formatki szkła, ale w dużej ilości, np. do mebli czy do sprzętu agd. Są też producenci, którzy potrzebują drukować wielki tafle, ale w małych ilościach, np. szkło architektoniczne. Są również producenci giętych szyb samochodowych czy kabin prysznicowych.
W zależności od wielkości zleceń polecane są maszyny automatyczne, półautomatyczne i obsługiwane ręcznie.
Chciałbym zwrócić uwagę każdemu zakładowi używającemu maszyny do sitodruku, że bardzo ważny jest fachowy serwis użytkowanych maszyn. Jeśli ktoś kupuje i inwestuje, to nie powinien zapominać, że nie ma takiej maszyny, która bez usterek działałaby wiecznie. Operatorzy obsługujący maszynę też czasami popełniają błędy, które trzeba szybko skorygować.
Niestety często problem serwisu i możliwej awarii maszyny jest traktowany marginalnie w chwili zakupu maszyny, a awaria nawet drobnego urządzenia może mieć daleko idące skutki przy dużej produkcji, w której ważne są terminy i grożące kary umowne lub utrata kontraktu. Polscy producenci zapewniają serwis na miejscu, w szybkim terminie, bez barier językowych, z wyczerpującymi instrukcjami obsługi i fachowym wdrożeniem do obsługi maszyny.
Ponieważ koszty pracy w Polsce cały czas rosną, a ponadto wielu pracowników (najczęściej wykwalifikowanych specjalistów) jest podkupywanych przez firmy zachodnie, coraz rzadziej sprzedajemy proste maszyny, ręczne czy półautomatyczne. Teraz większość zleceń to stoły w pełni zautomatyzowane.
Ale sprzedajemy też małe maszyny nieskomplikowane w obsłudze, które mogą zrobić bardzo dużo przy fachowej kadrze, a jednocześnie z możliwością zaangażowania małego kapitału i łatwej odsprzedaży.
Jakie macie Państwo plany na przyszłość?
Plany na przyszłość to dalsze istnienie firmy na rynku i konstruowanie coraz lepszych maszyn. Jesteśmy jedną z czołowych firm oferujących maszyny do sitodruku w Polsce. Swój udział w rynku oceniamy na ok. 10% - w tym segmencie bardzo duży jest import z Zachodu. My ze swej strony wysyłamy również nasze maszyny za granicę – do Wielkiej Brytanii, Niemiec, Francji czy Czech i Słowacji.
Nasze maszyny nie odstają technologicznie, jakościowo czy estetyką wykonania od zachodnich, co jest widoczne na targach, a wyrazem tego jest pełne zdziwienie pytających, czy są to rzeczywiście maszyny polskie.
A w którym kierunku będą rozwijały się Pańskie maszyny? Czy będą coraz bardziej zautomatyzowane, sterowanie numeryczne, ze zdalnym serwisem?
Oczywiście można maszyny coraz bardziej rozbudowywać, bardziej zautomatyzować, wprowadzić wiele dodatkowych funkcji, które są często „bajerami dla reklamy”, ale są one często niepotrzebne, bo rzadko w praktyce wykorzystywane. Ponadto, jeśli maszyna jest bardzo skomplikowana wymaga bardzo zaawansowanego specjalisty operatora, który nie zawsze jest na naszym rynku osiągalny.
Jeśli maszyna jest prosta, ale wyposażona w odpowiednie programy, to udział operatora sprowadza się głównie do nadzoru, czy maszyna wykonuje sitodruk odpowiedniej jakości. Ważna jest też kwestia ceny, bo wszelkie dodatkowe funkcje podnoszą koszty, a płacenie za funkcje, których się nie wykorzystuje jest marnotrawstwem pieniędzy. Modernizacja i unowocześnienie maszyn idzie w kierunku uproszczenia obsługi, a jednocześnie zaprogramowanie tych funkcji, których klient wymaga i używa. Podkreślam, że nie produkujemy uniwersalnych, standardowych maszyn, bo zgodnie z powiedzeniem: „jeśli coś jest do wszystkiego – to jest do niczego”.
Inaczej będzie wyposażona maszyna do zdobienia szkła (które jest materiałem ciężkim i kruchym) niż maszyna do druku na papierze. W przypadku szkła korzystnym wyposażeniem jest poduszka powietrzna, ułatwiająca manipulacje dużą taflą szkła, a przy innych materiałach jest to zbędne.
Ważnym elementem, który polecamy w naszych maszynach, jest pneumatyczna kompensacja docisku rakla - ułatwia ona obsługę i zapewnia dobrą jakość druku dzięki równomiernemu rozprowadzaniu jednolitej warstwy farby.
Istotnym elementem jest też elektroniczna regulacja wysokości odskoku – sito nie może przylegać do drukowanej powierzchni, może stykać się ze szkłem tylko momencie nacisku krawędzi gumy rakla na sito – wtedy właśnie powstaje obraz. Odskok to odległość między sitem a podłożem – może mieć wartość 2 mm, ale też 2 cm – co jest zależne od rodzaju stosowanej siły naciągu i liniatury sita, a także formatu drukowanego podłoża. Wielkość odskoku jest regulowana elektronicznie, ale jest zaprogramowana przez drukarza na podstawie wiedzy i doświadczenia. Drukarz w każdym momencie musi myśleć nad przekazywaniem obrazu na podłoże. Nawet w przypadku maszyn automatycznych to drukarz programuje wykonywane przez maszynę operacje i określa parametry druku.
Oferujemy też maszyny bardzo nietypowe - nawet wykonujące zarówno nadruk na szkle jak i laminowanie (wstępne przygotowanie tafli przed autoklawem. Możemy dostarczyć też maszyny które wykorzystując metodę sitodruku mogą też trawić szkło. Za pomocą specjalnego sita drukuje się pastą z zawartością kwasu, dozując ilość i miejsce nakładanej pasty. Po określonym czasie pasta jest zmywana ze szkła w którym pozostaje tylko wyrzeźbione przez kwas struktura, matowa lub przejrzysta.
Nasze maszyny są również używane do drukowania różnych wzorów na bezbarwnej lub kolorowej foli samoprzylepnej. Folia tą laminuje się szkło po lewej stronie – szkło uzyskuje cechy szkła bezpiecznego, a naniesiony wzór charakteryzuje głębia obrazu. Druk na folii jest znacznie prostszy, a poza tym łatwiejszy jest transport lekkiej folii.
Dziękuję za rozmowę, życząc sukcesów i satysfakcji zawodowej.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Pozycja firm i marek stolarki okiennej w tradycyjnych kanałach dystrybucji |
ASM – Centrum Badań i Analiz Rynku wdrożyło z początkiem 2006 roku projekt badawczy pod nazwą Mini Bud Panel. Jest to pierwszy w Polsce, cykliczny monitoring trendów i struktury sprzedaży materiałów budowlanych.
Badanie Mini Bud Panel obejmuje swym zakresem 11 grup asortymentowych materiałów budowlanych i realizowane jest wśród grupy dystrybutorów reprezentatywnej dla danej kategorii materiałów budowlanych.
Punkty handlowe to pierwsze miejsce pozyskiwania informacji o materiałach budowlanych. Ok. 80% inwestorów korzysta z obecnych tam folderów i ulotek, natomiast dla ponad 50% opinie sprzedawców i rekomendowane przez nich rozwiązania to najważniejsze źródło opinii w procesie wyboru i zakupu produktu.
Mini Bud Panel oparty jest na idei badania nazwanego „Panelami sprzedaży”.
W innych krajach panele prowadzone są z ogromnym sukcesem i szerokim zainteresowaniem producentów. Ich wyniki wykorzystywane są do skutecznego planowania produkcji i sprzedaży materiałów budowlanych, rozwoju sieci dystrybucji, rozwoju i skutecznego wprowadzania na rynek nowych produktów a przede wszystkim do szybkiego reagowania na zmieniające się potrzeby rynku.
Zbierane i opracowywane przez nas informacje na pewno umożliwią producentom:
● szybki zbiór informacji na temat pozycji w punktach sprzedaży poszczególnych kategorii produktów i marek
● ciągłe monitorowanie pozycji danej marki na rynku
● natychmiastową reakcję na wszelkie braki wynikające z niedoskonałych działań PH
● natychmiastową reakcję na braki w zakresie ekspozycji towarów i materiałów promocyjnych
● rozwój sprzedaży w sieci dystrybucji
● wzmacnianie pozycji marki w punktach sprzedaży
Metody badawcze
Mini Bud-Panel realizowany jest na próbie N=300 dystrybutorów. Każdy segment z 11 badanych grup materiałów budowlanych stanowi odrębne badanie, co oznacza, że próba N=300 dystrybutorów jest odrębnie dobierana dla każdej z badanych grup materiałów budowlanych. Badanie jest przeprowadzane w cyklach półrocznych.
Dla przedstawienia posiadania przez dystrybutorów w sprzedaży zarówno stałej, jak i na zamówienie* poszczególnych rodzajów/ kolorów/ marek farb, w badaniu posłużono się wskaźnikiem NWD.
NWD – Numeryczny Wskaźnik Dystrybucji

Poniżej prezentujemy wybrane wyniki badania dla kategorii OKIEN ELEWACYJNYCH oraz OKIEN DACHOWYCH. Przedstawione materiały zawierają dane z I i II fali badania (I fala-lipiec 2006, II fala-styczeń/luty 2007) Oprócz wskaźników prezentujących zasoby dystrybutorów, warte uwagi są również dane dotyczące obecności głównych marek na ekspozycji.
Informują bowiem, które marki nasz klient widzi zaraz po wejściu do miejsca sprzedaży (marki te nie są „trzymane” na zapleczu). O aktywności marketingowej producenta i przedstawicieli handlowych niech świadczą również oferowane materiały informacyjno-promocyjne w formie ulotek, folderów itp.
Okna elewacyjne
Okna elewacyjne są w ok. 20-25% sprzedawane w hurtowniach, a w 30% bezpośrednio u producenta lub poprzez przedstawicieli handlowych. Sprzedaż poprzez sklepy detaliczne wynosi ok. 40-45%, a przez markety budowlane trafia do klientów pozostałe 5% okien elewacyjnych.
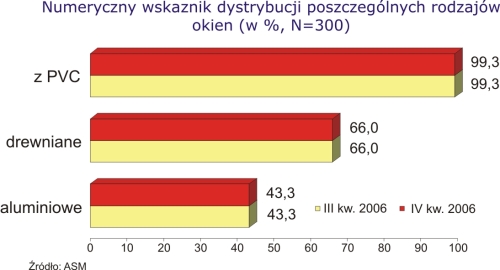
Okna elewacyjne z PVC
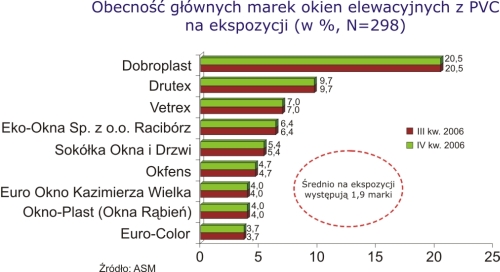
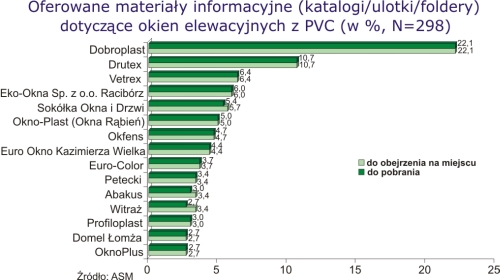
Okna elewacyjne z drewna

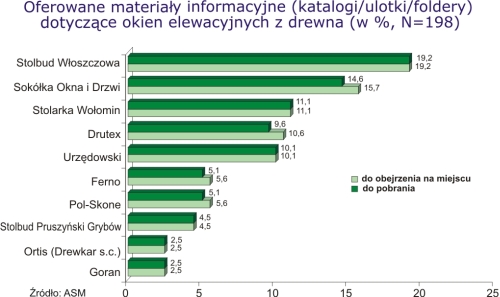
Okna elewacyjne z aluminium
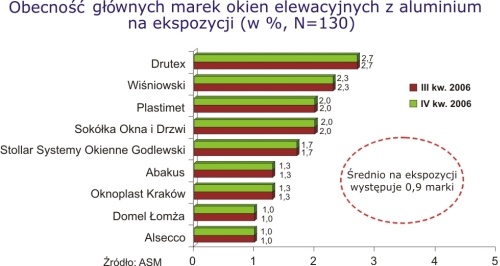
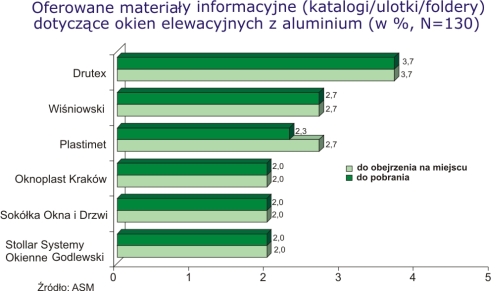
Okna dachowe
Okna dachowe są w ok. 60-70% sprzedawane w hurtowniach, a w 10% bezpośrednio u producenta lub poprzez przedstawicieli handlowych. Udział sklepów detalicznych w sprzedaży okien dachowych kształtuje się na poziomie ok. 15%, pozostałe 5-15% przypada na markety budowlane.
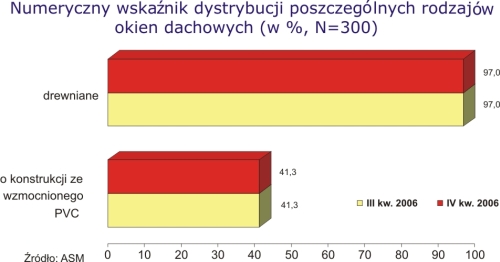
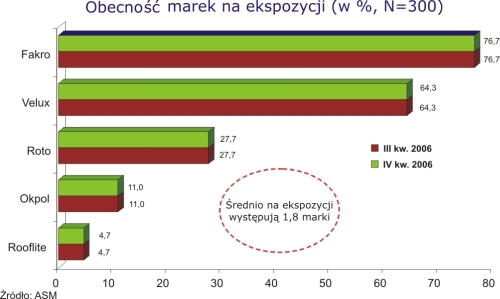
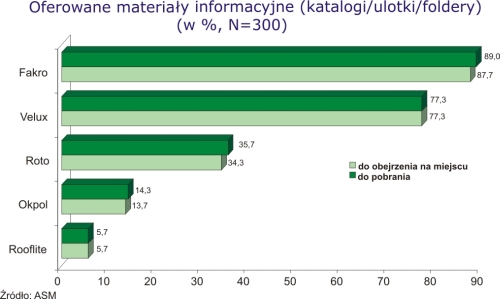
Więcej informacji na temat raportów oraz uzyskanych wyników otrzymają Państwo kontaktując się z:
Sylwia Prośniewska
- Szczegóły
- Kategoria: Wydanie 7-8/2007
|
Badania mas uszczelniających wg normy PN-EN 1279-4:2004
|
Masy uszczelniające stosowane w produkcji szyb zespolonych są surowcami decydującymi w głównej mierze o szczelności szyb, a więc w bardzo dużym stopniu wpływają na ich ogólną jakość. Muszą zatem być objęte szczególnym nadzorem i podlegać obowiązkowym badaniom. Zapewnienie szybie zespolonej trwałej szczelności wymaga przede wszystkim zastosowania bariery dla przenikania gazów, którą powinien być materiał o własnościach trwale elastycznych, odporny na działanie czynników atmosferycznych.
Masy uszczelniające stosowane w produkcji szyb zespolonych muszą więc charakteryzować się następującymi właściwościami:
1. Wysoką izolacyjnością i odpornością chemiczną na obecność i działanie czynników zewnętrznych takich jak wszelkie czynniki agresywne pochodzące z atmosfery.
2. Odpornością na promieniowanie słoneczne, a co za tym idzie, nie mogą ulegać procesowi degradacji.
3. Odpornością na różnice temperatur - muszą zachowywać właściwości mas elastycznych w zakresie różnic temperatur występujących w danym klimacie i powodujących powstawanie naprężeń w miejscach styku ramek ze szkłem, a szczególnie w narożach szyb.
4. Odpornością na wszelkiego rodzaju naprężenia mechaniczne związane z hałasem komunikacyjnym i przemysłowym.
Masy obecnie stosowane w produkcji szyb zespolonych spełniają wymagane warunki, ale różnią się pomiędzy sobą właściwościami. W normie PN-EN 1279:2004 Szkło w budownictwie. Szyby zespolone izolacyjne. Część 4: Metody badania fizycznych właściwości uszczelnień obrzeży, składającej się z sześciu części, część czwarta została poświęcona wyłącznie badaniom mas uszczelniających. Obecnie obowiązująca norma w zakresie badań mas uszczelniających stosowanych w szybach zespolonych, obejmuje ocenę odporności uszczelnionego obrzeża, cząstkową ocenę przenikania wilgoci i gazu przez szczeliwo i/lub sprawdzenie na podstawie protokołu badania, czy wyrób wykonano zgodnie z pierwszą częścią normy przedmiotowej PN-EN 1279-1:2004.
Norma opisuje metody badań trzech parametrów charakterystycznych dla uszczelnień obrzeża szyby zespolonej. Są to badania:
- wytrzymałości uszczelnionego obrzeża – adhezji szczeliwa do szkła,
- szybkości przepuszczania pary wodnej przez szczeliwo,
- przepuszczalności gazu przez warstewkę szczeliwa.
W dalszej części artykułu przedstawiono szczegółowy opis badania adhezji szczeliwa do szkła i badania szybkości przepuszczania pary wodnej przez szczeliwo.
Badanie adhezji szczeliwa do szkła wg normy PN-EN 1279-4:2004
Badanie adhezji szczeliwa do szkła obejmuje badanie wytrzymałości na rozciąganie pod obciążeniem przygotowanych próbek, stanowiących połączenia szkło-szczeliwoszkło, przed i po starzeniu. Starzenie próbek polega na poddaniu ich działaniu następujących czynników:
- ciepła,
- wody,
- promieniowania UV.
 Opis: 1 – Szkło, 2 – Szczeliwo, 3 – Szkło, 4 – Powierzchnia która może być powlekana.")
Każdemu z czynników starzenia poddaje się 7 połączeń szkło-szczeliwo-szkło.
Norma podaje dokładnie sposób wykonania, kształt i wymiary wymaganych próbek (rys. 1). Dla szczeliw obrzeży na bazie polimerów są one następujące:
- wymiary szyby: 75x12x6 mm
- wymiary szczeliwa: 50x12x12 mm
Tolerancje wymiarowe szczeliwa wynoszą ± 1 mm.
Zarówno po wyprodukowaniu, jak i po poddaniu starzeniu i klimatyzowaniu w czasie od 24 h do 48 h w standardowych warunkach pokojowych, dokładnie mierzy się szerokość, głębokość i wysokość próbek oraz dokonuje oględzin zewnętrznych. Dokładność wymiarów przygotowanych połączeń, a zwłaszcza wymiary szczeliwa, gdzie tolerancje wymiarowe wynoszą ±1 mm, oraz ogólna jakość wykonania jest niezwykle istotna. Z doświadczenia nabytego przy wykonywaniu tych badań wiadomo, że szczeliwo w przygotowanej próbce musi być jednorodne, nie może zawierać pęcherzy powietrza, smug, szkło natomiast musi być czyste i dobrze odtłuszczone, by szczeliwo przylegało do niego możliwie najlepiej (fot. 1).

Badania adhezji obejmujące starzenie próbek oraz badanie wytrzymałości na rozciąganie przeprowadza się z zachowaniem odpowiedniej procedury podanej przez normę.
Kolejność działań w tego typu badaniach jest następująca:
1) wykonanie próbek do badań przez producenta w ilości 28 szt;
2) utwardzanie wszystkich próbek (28 szt.) w standardowych warunkach pokojowych (temperatura otoczenia 23 ± 2oC i wilgotność względna 50 ± 5 % r.h.) przez co najmniej 21 dni;
3) klimatyzowanie w standardowych warunkach pokojowych wszystkich próbek (28 szt.) przez co najmniej 7 dni;
4) starzenie 21 szt. próbek z czego:
– 7 szt. próbek poddaje się wystawieniu na działanie ciepła,
– 7 szt. próbek zostaje zanurzonych w wodzie,
– 7 szt. próbek poddaje się wystawieniu na działanie promieniowania UV.
5) klimatyzowanie w standardowych warunkach pokojowych w czasie od 24 h do 48 h;
6) badanie wytrzymałości na rozciąganie dla próbek poddawanych i nie poddawanych warunkom starzenia;
7) obliczenie i przedstawienie wyników badań.
Norma podaje dokładnie sposób przeprowadzania starzenia, jego czas trwania i warunki. Tak więc, utwardzanie początkowe dotyczy wszystkich badanych próbek i obejmuje utwardzanie wstępne w standardowych warunkach pokojowych (temperatura otoczenia 23 (±2)oC i wilgotność względna 50 (±5)% r.h.) przez co najmniej 21 dni oraz klimatyzowanie w tych samych warunkach przez co najmniej 7 dni. Siedem próbek ze wszystkich 28 szt. nie poddawanych starzeniu bada się na rozciąganie pod obciążeniem.

Pozostałe 21 szt. próbek zostaje przeznaczone do starzenia:
- siedem próbek zostaje wystawionych na działanie ciepła w zamkniętym piecu w temperaturze 60 (±2)oC w czasie 168 (±5) h;
- siedem próbek zostaje zanurzonych w jednym lub dwóch litrach wody destylowanej lub zdejonizowanej przez 168 (±5) h, w standardowych warunkach pokojowych (do każdego badania używa się świeżej wody o przewodnictwie równym lub mniejszym niż 30 µS);
- siedem próbek wystawia się na działanie promieniowania UV w czasie 96 (±4) h, promieniami prostopadle padającymi na szkło, o natężeniu w zakresie UVA równym 40 (±5) W/m2 wg EN 412. Na rys. 2 przedstawiono kierunek promieniowania.

Badanie wytrzymałości na rozciąganie przeprowadza się w maszynie wytrzymałościowej, z zastosowaniem odpowiedniej szybkości rozdzielania, która w przypadku uszczelnień obrzeży opartych na polimerach wynosi 5 (±0,25) mm/min. Sposób umocowania próbki w maszynie wytrzymałościowej przedstawia fot. 2.
W trakcie trwania badania, a więc podczas wykonywania próby rozciągania, sygnał dotyczący wydłużenia szczeliwa i działającego w danej chwili naprężenia zostaje przekazany z maszyny wytrzymałościowej do komputera. Na monitorze otrzymuje się wykres zależności naprężenia [MPa] od wydłużenia [%].
Podstawowym wymaganiem, które musi być spełnione przez wszystkie przygotowane próbki jest odpowiednia wytrzymałość adhezyjna i kohezyjna na rozciąganie, taka aby wszystkie uszkodzenia wystąpiły poza obszarem 0AB, przedstawionym na rys. 3.
Jeżeli podczas badania wytrzymałości na rozciąganie złącza szkło-szczeliwo-szkło, następuje utrata adhezji lub kohezji rozciąganego szczeliwa w obszarze 0AB przedstawionym na rys. 3, wówczas wynik badania próbki jest negatywny. Rys. 4 przedstawia utratę adhezji lub kohezji rozciąganego szczeliwa. Stosując zasadę przepuszczalności światła przez uszkodzenie można określić czy próbka jest dobra czy uszkodzona. Pękanie szkła podczas badania nie stanowi o uszkodzeniu, pod warunkiem pomyślnego przebadania odpowiedniej liczby złączy, żeby można było uzyskać wynik średni.
")
Wartości naprężeń oblicza się ze średniej powierzchni styku szczeliwa ze szkłem w jednej próbce. Wyniki wyraża się w wartościach średnich naprężenia i odkształcenia, gdy krzywe naprężeń/odkształceń przecinają linię AB na rys. 3. Wartości najniższe i najwyższe są pomijane, więc wartości średnie są obliczane z pięciu pozostałych zmierzonych wartości naprężeń i odkształceń.
W tabeli 1 przedstawiono wyniki badań przeprowadzonych dla dwóch różnych polisiarczków pochodzących od różnych producentów.
Natomiast tabela 2 zamieszcza wyniki badań przeprowadzonych dla dwóch różnych poliuretanów pochodzących od różnych producentów.

Jednakże zgodnie z normą, zarówno wielkość naprężenia średniego jak i odkształcenia średniego na przecięciu z linią A-B, nie świadczy o pozytywnym lub negatywnym wyniku całego badania. Kryterium pozytywnego wyniku badania jest jedynie brak utraty adhezji i kohezji rozciąganego szczeliwa w obszarze 0AB.
Norma zaleca włączenie do wyników badań krzywych naprężeń/odkształceń. Przykładowe wykresy uzyskane po rozciąganiu próbek, dla których badanie zakończyło się z wynikiem pozytywnym – a więc szczeliwo nie oderwało się od szkła (nie nastąpiła utrata adhezji) i nie zostało uszkodzone w masie (nie nastąpiła utrata kohezji) w obszarze 0AB – przedstawia rys. 5.


Natomiast rys. 6 przedstawia krzywe naprężeń/odkształceń dla próbek, które uległy rozerwaniu tzn. szczeliwo oderwało się od szkła lub nastąpiła utrata kohezji w obszarze 0AB. Badanie takie uzyskuje wynik negatywny.
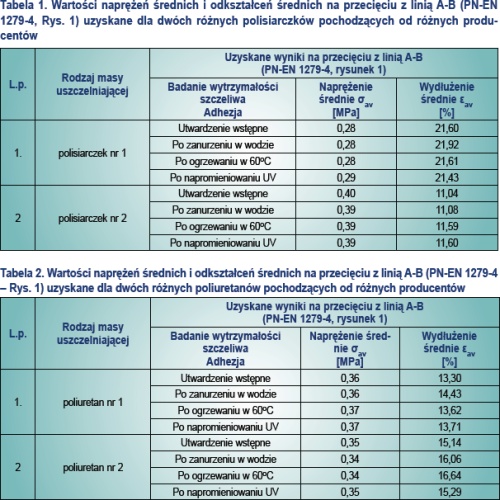
Badanie szybkości przepuszczania pary wodnej wg normy PN-EN 1279-4:2004
Szybkość przepuszczania pary wodnej przez szczeliwo jest parametrem bardzo ważnym z punktu widzenia szczelności szyby zespolonej. Parametr ten ustala się poddając szyby zespolone długotrwałym badaniom klimatycznym zgodnie z PN-EN 1279-2:2004. Celem badania przedstawionego w części 4 normy PN-EN 1279-4:2004 prowadzonego na próbce-membranie jest możliwość porównywania szczeliw w przypadku konieczności ich zamiany. Nie jest ono wymagane przy wstępnych badaniach typu.
Metoda pomiaru szybkości przepuszczania pary wodnej
Szybkość przepuszczania pary wodnej określa ustalony przepływ pary wodnej w jednostce czasu, przez jednostkę powierzchni, prostopadły do określonych powierzchni równoległych, w określonych warunkach temperatury i wilgotności na każdej powierzchni.

Próbkę reprezentatywną dla badanego materiału stanowi membrana o grubości 2 (±0,1 mm). Grubość całkowitą każdej próbki mierzy się w środku każdej ćwiartki koła, a wynik uśrednia. Przykładową próbkę – membranę do badań szybkości przepuszczania pary wodnej przedstawia fot. 3.
Przygotowaną do badań próbkę-membranę przymocowuje się szczelnie do otwartego wylotu naczynia badawczego zawierającego sito molekularne (fot. 4) i umieszcza ten zestaw w kontrolowanej atmosferze w następujących warunkach:
- temperatura 23 (±1)oC,
- wilgotność względna 90% r.h,
- szybkość przepływu powietrza nad próbką nie mniejsza niż 2,5 m/s.

Naczynie do badań wykonane jest z niekorodującego materiału, nieprzepuszczającego wody i pary wodnej. Wylot naczynia jest dostosowany do membrany o powierzchni około 100 cm2, którą określono jako krążek o średnicy około 113 mm. Zewnętrzny kołnierz (występ wokół wylotu), do którego przymocowuje się próbkę, jest przydatny, gdy wystąpi skurcz lub wykrzywienie membrany.
Stosowany w krakowskim oddziale ISiC zestaw badawczy stanowiący naczynie napełnione sitem molekularnym i szczelnie przymocowaną próbką-membraną przedstawia fot. 5.
Komora klimatyczna, w której umieszczane są naczynia badawcze, posiada kontrolowaną, często mierzoną temperaturę i wilgotność względną. Parametry te oraz przepływ powietrza nad próbkami są rejestrowane w sposób ciągły. Powietrze przepływa przez komorę z szybkością wystarczającą do utrzymania jednolitych warunków we wszystkich badanych miejscach. Szybkość przepływu powietrza nad próbką jest większa niż 2,5 m/s.

Materiał uszczelniający, używany do przymocowywania próbki do naczynia, jest odporny na przechodzenie pary wodnej i wody.
Naczynie badawcze napełnia się środkiem osuszającym tak, aby odległość od próbkimembrany wynosiła 6 mm. Należy pozostawić dość miejsca, żeby wstrząsanie naczyniem, które powinno być wykonane przy każdym ważeniu, powodowało wymieszanie środka osuszającego. W metodzie tej stosuje się sito molekularne 4 A lub 3 A dla którego początkowa zawartość wody, mierzona metodą suszenia w 950oC według PN-EN 1279-2:2004 nie przekracza 5%.
Okresowe ważenia określają szybkość przenikania pary wodnej, przez próbkę do osuszacza (sita molekularnego). Ważenie zestawu z naczyniem wykonuje się okresowo, ale dostatecznie często, żeby dostarczyć ośmiu do dziesięciu danych pomiarowych w czasie badania. Daną pomiarową jest zmiana ciężaru po określonym czasie. W związku z tym czas, w którym wykonuje się ważenie, rejestruje się z dokładnością do 1 godziny. Początkowo ciężar może się szybko zmieniać, później jednak zostaje osiągnięty stan ustalony, w którym szybkość zmian jest praktycznie stała. Ważenie wykonuje się ograniczając do minimum czas przetrzymywania próbek w różnych warunkach temperatury i wilgotności względnej.
Zakończenie cyklu badań następuje zanim wilgoć wchłonięta przez środek osuszający przekroczy 10% jego ciężaru początkowego lub po osiągnięciu stanu ustalonego, kiedy szybkość zmian ciężaru jest praktycznie stała.
Jeżeli podczas badania można spodziewać się zmiany ciężaru wynikającej nie z pochłaniania wilgoci przez sito molekularne, lecz z powodu utleniania lub parowania któregokolwiek z materiałów, stosuje się próbkę ślepą wykonaną tak samo jak próbki badane, ale bez osuszacza wewnątrz naczynia.
Zaniechanie użycia ślepej próbki do ustalenia zmodyfikowanych ciężarów naczynia, może znacznie wydłużyć czas potrzebny do ukończenia badania.
Wyniki dotyczące szybkości przepuszczania pary wodnej określa się graficznie lub liczbowo.
Analiza graficzna polega na sporządzeniu wykresu ciężaru zmodyfikowanego przez ślepą próbkę (jeżeli była stosowana) względem upływającego czasu. Krzywa ta ma tendencję do przechodzenia w prostą. Wymagana jest tutaj ocena, którą ułatwiają liczne punkty pomiarowe. Przyjmuje się, że nominalny stan ustalony istnieje, gdy linia prosta dokładnie pasuje do wykresu w co najmniej sześciu właściwie rozmieszczonych punktach, a nachylenie linii prostej jest szybkością przepuszczania pary wodnej.
Analiza liczbowa polega na obliczeniu szybkości przenikania pary wodnej (MVTR) w następujący sposób:
![]()
gdzie:
G = zmiana ciężaru (z linii prostej) w gramach H20
t = czas w dniach (24 h)
G/t = nachylenie linii prostej, w gramach
H20·(24 h)-1
A = powierzchnia badana (powierzchnia otworu naczynia), m2
Norma nie podaje żadnych wartości dopuszczalnych, które pozwoliłby zakwalifikować uzyskane wyniki jako pozytywne lub negatywne. Wartości otrzymane w wyniku przeprowadzenia badań dla poszczególnych mas uszczelniających można jedynie porównywać pomiędzy sobą.
Podsumowując, badania adhezji oraz badania szybkości przepuszczania pary wodnej przez szczeliwo wg normy PN-EN 1279-4:2004 są badaniami bardzo ważnymi. Wyniki uzyskane w trakcie przeprowadzania tych badań świadczą nie tylko o jakości szczeliw stosowanych w produkcji szyb zespolonych, ale też o sposobie wykonania próbek. Pośrednio dają więc informację o jakości produkowanych szyb zespolonych w danym zakładzie. Stanowią istotny element wstępnego badania typu, które powinien przeprowadzić każdy producent szyb zespolonych.
Laboratorium Badawcze Instytutu Szkła i Ceramiki Oddział Zamiejscowy w Krakowie jest laboratorium notyfikowanym posiadającym akredytację na wszystkie badania przedstawione w komplecie norm PN-EN 1279:2004.
Instytut Szkła i Ceramiki
Oddział Zamiejscowy w Krakowie
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Krakowskie wydarzenie - Lumen, Lumen II |
 To wystawa prezentowana obecnie w gotyckich krużgankach klasztoru OO Dominikanów w Krakowie - będzie trwała 3 tygodnie, do niedzieli 29 lipca br.
To wystawa prezentowana obecnie w gotyckich krużgankach klasztoru OO Dominikanów w Krakowie - będzie trwała 3 tygodnie, do niedzieli 29 lipca br.
Przewodnim tematem wystawy jest Światło czyli Lumen (łac.) i zjawisko jego przenikania przez barwne szkło. Sztuka szkła, koloru i światła to właśnie dzieła witrażowe i kreacje ze szkła artystycznego, które przedstawiają na tej wystawie artyści z 5 krajów Europy - Francji, Polski, Węgier, Czech i Słowacji. Są one ilustracją zarówno różnorodności ich kultur i tradycji, a równocześnie łączącej ich wspólnej pasji dla tej magicznej sztuki. Obecna wystawa jest kontynuacja poprzedniej « Lumen, lumen I », która była prezentowana w grudniu 2005 r. Wydarzenie to odniosło duży sukces zarówno artystyczny jak i medialny.
Obecna wystawa jest kontynuacja poprzedniej « Lumen, lumen I », która była prezentowana w grudniu 2005 r. Wydarzenie to odniosło duży sukces zarówno artystyczny jak i medialny.
Obecna wystawa ma również cel dydaktyczny i kulturalno-oświatowy, a cały projekt charakter europejski i cykliczny. Będzie ona prezentowana też w innych miastach polskich i we Francji. Wystawa została zorganizowana w ramach europejskiej wymiany i współpracy w dziedzinie kultury. Głównym organizatorem wystawy jest polsko-francuskie Stowarzyszenie Witraże 2000. Program wystawy
Program wystawy
Na wystawie zaprezentowane są dzieła z zakresu sztuki szkła i witraży o różnorodnej tematyce, z dominantą w tej edycji, projektów i realizacji witraży sakralnych, zarówno zabytkowych jak i współczesnych. W pierwszej części wystawy, ilustrującej współczesne prace konserwatorskie, przedstawione zostały zarówno witraże średniowieczne, jak ostatnio odrestaurowany w Atelier Michel Petit francuski witraż z XIII-go wieku z katedry Notre-Dame w Chartres, a także polskie witraże z późniejszych epok, jak polski witraż Rodzina z XIX-go wieku z katedry we Fromborku, którego konserwacja została wykonana we wrocławskiej pracowni Witraże Oleszczuk , czy rekonstrukcje węgierskich witraży z tej samej epoki w bazylice św. Stefana w Budapeszcie zrealizowane w pracowni Janosa Polyaka. W drugiej części wystawy oglądać można projekty i realizacje współczesnych witraży w zabytkowych katedrach i kościołach, zarówno polskich jak i francuskich. Tak więc zostały zaprezentowane 2 witraże z zespołu 8-u okien o wspólnym temacie Stworzenie Świata, (Świat Szkła 6/07) zaprojektowane do gotyckiej katedry Notre-Dame w Rodez (płd. Francja) przez francuskiego artystę Stefana Belzere. Wykonane one zostały we współpracy tego artysty z Gilles Rousvoalem w Atelier Duchemin w Paryżu. Jest to bardzo oryginalny projekt współczesnych witraży sakralnych, zrealizowany wykorzystując techniki malatury na szkle i fusingu.
W drugiej części wystawy oglądać można projekty i realizacje współczesnych witraży w zabytkowych katedrach i kościołach, zarówno polskich jak i francuskich. Tak więc zostały zaprezentowane 2 witraże z zespołu 8-u okien o wspólnym temacie Stworzenie Świata, (Świat Szkła 6/07) zaprojektowane do gotyckiej katedry Notre-Dame w Rodez (płd. Francja) przez francuskiego artystę Stefana Belzere. Wykonane one zostały we współpracy tego artysty z Gilles Rousvoalem w Atelier Duchemin w Paryżu. Jest to bardzo oryginalny projekt współczesnych witraży sakralnych, zrealizowany wykorzystując techniki malatury na szkle i fusingu.
Prezentujemy też równie nowoczesne, zarówno w formie jak i treści, polskie witraże do gotyckiego kościoła św. Macieja z XV w. we Wrocławiu. Zrealizowane w pracowni Witraże Oleszczuk wg projektów Beaty Stankiewicz-Szczerbik zadziwiają oryginalną koncepcją i piękną malaturą na tle dekoracyjnych motywów zaczerpniętych z gotyckich witraży. Z wielkim kunsztem zastosowana tu została zarówno technika malatury na szkle, jak i fusingu czy serigrafii. Na wystawie można się zapoznać z całością projektu, jak również ze zdjęciami z jego realizacji. Na szczególną uwagę zasługują 2 witraże z tego cyklu: Zwiastowanie (Anioł-detal, Świat Szkła 6/07) i Zstąpienie do otchłani . Witraże te można już obecnie podziwiać, w oknach kościoła św. Macieja we Wrocławiu. Beata Stankiewicz-Szczerbik prezentuje także dwie ciekawe dzieła ze szkła: rzeźbiarską poziomą formę przejrzystej i udziwnionej «syreny» oraz oryginalną kreację witrażową ze stojącą kobiecą postacią (fot. 1). W tej samej części wystawy, wrocławski artysta witrażowy, Sławomir Oleszczuk, przedstawia bardzo ciekawą, monumentalny cylinder Fascynacje z formowanych techniką fusingu i giętych na gorąco tafli szklanych. W ścianki cylindra wtopione zostały różne detale, m. in. z zabytkowej architektury Wrocławia.(fot. 2).
Z wielkim kunsztem zastosowana tu została zarówno technika malatury na szkle, jak i fusingu czy serigrafii. Na wystawie można się zapoznać z całością projektu, jak również ze zdjęciami z jego realizacji. Na szczególną uwagę zasługują 2 witraże z tego cyklu: Zwiastowanie (Anioł-detal, Świat Szkła 6/07) i Zstąpienie do otchłani . Witraże te można już obecnie podziwiać, w oknach kościoła św. Macieja we Wrocławiu. Beata Stankiewicz-Szczerbik prezentuje także dwie ciekawe dzieła ze szkła: rzeźbiarską poziomą formę przejrzystej i udziwnionej «syreny» oraz oryginalną kreację witrażową ze stojącą kobiecą postacią (fot. 1). W tej samej części wystawy, wrocławski artysta witrażowy, Sławomir Oleszczuk, przedstawia bardzo ciekawą, monumentalny cylinder Fascynacje z formowanych techniką fusingu i giętych na gorąco tafli szklanych. W ścianki cylindra wtopione zostały różne detale, m. in. z zabytkowej architektury Wrocławia.(fot. 2). W trzeciej części wystawy przedstawione są 2 rzeźbiarskie a zarazem bardzo malarskie, świetliste witraże, autorstwa znanego francuskiego artysty Henri Guérin z Tuluzy (Świat Szkła, 7/8 2006 r.), Naissance d’une Etoile (Narodziny Gwiazdy- fot.3) i Croix d’Orient (Krzyż Orientalny-fot. 4). Projekty tych witraży wykonane zostały w technice «dalle de verre», zapoczątkowanej we Francji w latach 30-ych XX-go wieku i nadal stosowanej przez niektórych francuskich artystów, natomiast rzadko i sporadycznie w Polsce.
W trzeciej części wystawy przedstawione są 2 rzeźbiarskie a zarazem bardzo malarskie, świetliste witraże, autorstwa znanego francuskiego artysty Henri Guérin z Tuluzy (Świat Szkła, 7/8 2006 r.), Naissance d’une Etoile (Narodziny Gwiazdy- fot.3) i Croix d’Orient (Krzyż Orientalny-fot. 4). Projekty tych witraży wykonane zostały w technice «dalle de verre», zapoczątkowanej we Francji w latach 30-ych XX-go wieku i nadal stosowanej przez niektórych francuskich artystów, natomiast rzadko i sporadycznie w Polsce.
Te masywne witrażowe kreacje z bryłek grubego, barwnego szkła, są zespolone w jedną kompozycyjną całość przy pomocy spoiwa żywicznego lub mineralnego i wzmocnione niewidocznym zbrojeniem stalowym. Wzbudzają one żywe zainteresowanie zarówno ze strony innych artystów jak i publiczności, zwiedzającej wystawę. Współcześni twórcy w dziedzinie sztuki szkła i witraży to przede wszystkim utalentowani artyści malarze. Dzięki ewolucji nowych materiałów i technik w tej dziedzinie sztuki, otwarły się przed nimi szerokie i nieznane dotąd możliwości. Pozwalają one artystom realizować ich wizje malarskie, wykorzystując znakomite właściwości plastyczne i przejrzystość materiału jakim jest szkło, jak także różnorodne metody jego barwienia, i oczywiście światło.
Współcześni twórcy w dziedzinie sztuki szkła i witraży to przede wszystkim utalentowani artyści malarze. Dzięki ewolucji nowych materiałów i technik w tej dziedzinie sztuki, otwarły się przed nimi szerokie i nieznane dotąd możliwości. Pozwalają one artystom realizować ich wizje malarskie, wykorzystując znakomite właściwości plastyczne i przejrzystość materiału jakim jest szkło, jak także różnorodne metody jego barwienia, i oczywiście światło.
Współczesny witraż to wielka sztuka malarska zmaterializowana w barwnym szkle. Odnowa europejskiego witrażu, zwłaszcza w okresie po II-ej wojnie światowej, dokonała się dzięki wielkim artystom-malarzom XX-go wieku. Sztuka ta ewoluuje zadziwiając nadal śmiałością idei i oryginalnością technik wykonania.
W tej części wystawy podziwiać można malarskie kreacje, wykonane techniką termicznego zgrzewania tafli szkła i wypalanej malatury, Une planete i Mes planetes (Planeta i Moje Planety) autorstwa Palo Macho, słowackiego artysty z Bratysławy. Werner Lubos, artysta malarz z Tarnowskich Gór i twórca wielu polskich witraży sakralnych, zaproponował pionową kompozycję z małych tafli szklanych, malowanych na zimno przy pomocy pigmentów z ziemi tarnogórskiej. Jest to praca eksperymentalna.
Werner Lubos, artysta malarz z Tarnowskich Gór i twórca wielu polskich witraży sakralnych, zaproponował pionową kompozycję z małych tafli szklanych, malowanych na zimno przy pomocy pigmentów z ziemi tarnogórskiej. Jest to praca eksperymentalna.
Malowana tafla szklana Dechirures(Rozdarcie) autorstwa francuskiego artysty Michela Petit, jak także fusingowy Danse (taniec, fot. 6) Claire Babet z Atelier M.Petit z Chartres (Francja), to malarskie impresje na szkle specjalnie przygotowane na tę wystawę. Z ostatnich zrealizowanych w tej pracowni projektów witrażowych, zasługują na uwagę malowane witraże do francuskiej firmy farmaceutycznej Novo Nordisk w Chartres, autorstwa Claire Babet. Jeden z detali tej realizacji stał się symbolem obecnej wystawy (fot.7). Reprezentujący tę samą pracownię Stephane Petit przedstawia dekoracyjną błękitną kolumnę, uformowaną z tafli malowanego szkła, zgrzewanych i giętych na gorąco techniką fusingu. Anna-Maria Szpecht, krakowska malarka, proponuje przestrzenną kompozycję Iluminacje z barwnych i nieregularnych, malowanych tafli szklanych uformowanych przy pomocy techniki fusingu . Wawelska rozeta - malarska wizja Jerzego Skąpskiego, twórcy wielu sakralnych, polskich witraży, to projekt przeszklenia witrażowego do zachowanej gotyckiej rozety w katedrze na Wawelu. Detale tego witraża zostały wykonane w 2 różnych technikach: tradycyjnej (szkło i profile ołowiane) i nowoczesnej, czyli malatury na szkle i fusingu.
Wawelska rozeta - malarska wizja Jerzego Skąpskiego, twórcy wielu sakralnych, polskich witraży, to projekt przeszklenia witrażowego do zachowanej gotyckiej rozety w katedrze na Wawelu. Detale tego witraża zostały wykonane w 2 różnych technikach: tradycyjnej (szkło i profile ołowiane) i nowoczesnej, czyli malatury na szkle i fusingu.
W kolejnej części wystawy zaprezentowane są współczesne kreacje ze szkła artystycznego, zaproponowane przez artystów z Polski, Węgier, Czech i Słowacji.
Prace węgierskich artystów sztuki szkła z Budapesztu: magiczna Diatreta ze spagettim Petera Borkovicsa (Świat Szkła 6 /07 i fot.8), zainspirowana przykładami odkrytych archeologicznych naczyń z okresu rzymskiego (II/ IV wiek n.e.), czy bryłowe barwne formy z dmuchanego szkła hutniczego, zrealizowane przez Janosa Polyaka (fot.9) oraz Ptaki (fot.10)-malowane kafle szklane z reliefem, autorstwa Barbary Szoke, zadziwiają oryginalnością idei, precyzją wykonania i finezyjnym pięknem. Pęknięta, wielowarstwowa matowa płyta szklana Diabolus (fot. 11) z wytrawionym kwasem łacińskim tekstem, autorstwa Pawła Przyrowskiego, artysty witrażowego z pracowni Witraże sc z Warszawy, przyciąga uwagę i zachwyca zarówno pomysłem jak i kunsztem wykonania. Młodzi czescy artyści designerzy z Zeleznego Boru proponują także oryginalne barwne dzieła,. Anna Polańska proponuje dekoracyjną zieloną wazę Kvety (kwiaty) i czerwoną bryłę Via Appia z polerowanego szkła, a Martin Hlubucek : Nine- piękną matową paterę w ciemnej czerwieni oraz Naval i Naval-inverse, ciekawą kompozycję z 2 różnych wazowych form z bezbarwnego, matowego szkła.
Młodzi czescy artyści designerzy z Zeleznego Boru proponują także oryginalne barwne dzieła,. Anna Polańska proponuje dekoracyjną zieloną wazę Kvety (kwiaty) i czerwoną bryłę Via Appia z polerowanego szkła, a Martin Hlubucek : Nine- piękną matową paterę w ciemnej czerwieni oraz Naval i Naval-inverse, ciekawą kompozycję z 2 różnych wazowych form z bezbarwnego, matowego szkła.
Jana Mihulova, czeska artystka z Liberca, przedstawia 3 piękne prace, świetliste i barwne Dolmeny, trójwymiarowe bryły, z malowanego szkła.(Świat Szkła 6/07).
Patrik Illo, słowacki artysta-designer z Bratysławy, autor wielu projektów i realizacji ze szkła artystycznego i użytkowego m.in. dla polskiej huty szkła w Krośnie, proponuje także oryginalne prace jak Black and white, kompozycję z 2 waz, czarnej i białej , wykonanych techniką dmuchania z barwionego w masie i polerowanego szkła hutniczego.
Mamy nadzieję, że przedstawione w tej surowej scenerii gotyckich dominikańskich krużganków, współczesne witraże i kreacje ze szkła artystycznego, wzbogacone światłem i kolorem, zachwycą zarówno gospodarzy tego pięknego miejsca, jak i liczną publiczność zwiedzającą wystawę. Wystawie towarzyszyło także seminarium, na którym artyści zaprezentowali swoje artystyczne « credo », a także doświadczenie zawodowe, ilustrując przedstawione tematy licznymi zdjęciami i filmami wideo.
Wystawie towarzyszyło także seminarium, na którym artyści zaprezentowali swoje artystyczne « credo », a także doświadczenie zawodowe, ilustrując przedstawione tematy licznymi zdjęciami i filmami wideo.
Program seminarium.
Wystawie towarzyszyło seminarium, na którym artyści zaprezentowali swoje artystyczne „credo”, a także doświadczenie zawodowe, ilustrując przedstawione tematy licznymi zdjęciami i filmami wideo.
Na seminarium przewidziano wystąpienia artystów z trzech krajów: z Francji...
z Francji...
Claire Babet – Atelier Michel Petit, Chartres,
Współczesne projekty i realizacje z zakresu sztuki szkła i witraży
Henri Guérin – Atelier Gubin, Tuluza
Współczesne kreacje witrażowe w technice dalle de verre (film video)
z Węgier...
Barbara Szoke – Stowarzyszenie Węgierskich Artystów Sztuki Szkła, Budapeszt
Międzynarodowe plenery szkła artystycznego i szkło studyjne na Węgrzech
Jŕnos Polyŕk – Stowarzyszenie Węgierskich Artystów Sztuki Szkła, Budapeszt
Artystyczne szkło architektoniczne i jego możliwości w przyszłości i z Polski...
i z Polski...
Tomasz Tuszko, Warszawa
Pierwsza „autorska” pracownia witrażowa w Polsce – Witraże sc w Warszawie – geneza powstania (Maria Reklewska), współczesne projekty i realizacje.
ks. Mirosław Maliński i Sławomir Oleszczuk, Wrocław
Współczesne witraże w zabytkowym gotyckim kościele św. Macieja we Wrocławiu – geneza, projekt i realizacja (2005/2007)

więcej informacji:
Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Nowy piec do hartowania w VETRO |
Firma VETRO ze względu na rosnące zainteresowanie szkłem hartowanym w branży oświetleniowej postanowiła zakupić nowoczesne urządzenie, licencjonowane przez japońską firmę HI-TECH ENGINEERING, które pozwala na hartowanie w szerokim zakresie grubości (3-19 mm) bardzo małych formatów. Minimalny wymiar określający średnicę lub przekątną elementu, który można poddać obróbce to zaledwie 80 mm. Warto powiedzieć również o dodatkowych możliwościach związanych z hartowaniem. Ponieważ operacja hartowania polega w jej pierwszej fazie na rozgrzaniu formatki szklanej do temperatury około 650oC, daje to możliwość utrwalania na powierzchni szkła różnego rodzaju farb ceramicznych, które mogą mieć zastosowania zarówno dekoracyjne jak i typowo praktyczne. Tutaj przydaje się doświadczenie firmy VETRO w wykorzystywaniu techniki sitodruku, która w precyzyjny i powtarzalny sposób pozwala aplikować na szkło nawet bardzo skomplikowane, wielokolorowe formy graficzne.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
THYSSEN = INOUTIC |
 W wyniku przejęcia firmy THYSSEN POLYMER przez DECEUNINCK N.V. – jednego ze światowych liderów w produkcji profili z PVC, marka profili THYSSEN zmienia się w platformę produktów Inoutic. I jest to tylko zmiana nazwy. Dawne profile THYSSEN dostępne są teraz w ofercie Deceuninck pod dotychczasowymi nazwami serii: ARCADE, ELITE i PRESTIGE. Nie zmieniają się parametry techniczne profili, a produkcja odbywa się w firmie Inoutic (dawniej THYSSEN POLYMER) należącej do Grupy DECEUNINCK w Niemczech oraz częściowo w Polsce. Tym samym Grupa DECEUNINCK ma teraz jeszcze mocniejszą pozycję na rynku profili PVC i oczywiście znacznie szerszą ofertę: platformę produktów Zendow, platformę produktów Inoutic oraz profesjonalne systemy budowlane. DECEUNINCK N.V. rozpoczął właśnie akcję informacyjną w salonach sprzedaży okien komunikującą zmiany w nazewnictwie profili.
W wyniku przejęcia firmy THYSSEN POLYMER przez DECEUNINCK N.V. – jednego ze światowych liderów w produkcji profili z PVC, marka profili THYSSEN zmienia się w platformę produktów Inoutic. I jest to tylko zmiana nazwy. Dawne profile THYSSEN dostępne są teraz w ofercie Deceuninck pod dotychczasowymi nazwami serii: ARCADE, ELITE i PRESTIGE. Nie zmieniają się parametry techniczne profili, a produkcja odbywa się w firmie Inoutic (dawniej THYSSEN POLYMER) należącej do Grupy DECEUNINCK w Niemczech oraz częściowo w Polsce. Tym samym Grupa DECEUNINCK ma teraz jeszcze mocniejszą pozycję na rynku profili PVC i oczywiście znacznie szerszą ofertę: platformę produktów Zendow, platformę produktów Inoutic oraz profesjonalne systemy budowlane. DECEUNINCK N.V. rozpoczął właśnie akcję informacyjną w salonach sprzedaży okien komunikującą zmiany w nazewnictwie profili.
DECEUNINCK NV S.A. oddział w Polsce
www.deceuninck.com
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Wstępne Badanie Typu szyb zespolonych na seminarium w Krakowie |
 W dniu 21 czerwca b.r. w Instytucie Szkła i Ceramiki Oddział Zamiejscowy w Krakowie odbyło się seminarium poruszające tematykę Wstępnych Badań Typu szyb zespolonych.
W dniu 21 czerwca b.r. w Instytucie Szkła i Ceramiki Oddział Zamiejscowy w Krakowie odbyło się seminarium poruszające tematykę Wstępnych Badań Typu szyb zespolonych.
W trakcie spotkania wygłoszono następujące referaty:
1. Oznakowanie szyb zespolonych zgodnie z ustawą o wyrobach budowlanych z dnia 16.04.2004 r. – mgr inż. Teresa Siekierska;
2. Badania przenikania wilgoci wg normy PN-EN 1279-2:2004 – mgr inż. Barbara Mazur; 3. Badania szybkości ubytku gazu z przestrzeni międzyszybowej wg normy PN-EN 1279-3:2004 – mgr inż. Anna Kuśnierz;
4. Badania przepuszczalności gazu przez warstewkę masy uszczelniającej wg normy PN-EN 1279-3:2004 – mgr inż. Anna Kuśnierz;
5. Badania adhezji szczeliwa do szkła wg normy PN-EN 1279-4:2004 – mgr inż. Agnieszka Marczewska;
6. Badania szybkości przepuszczania pary wodnej przez szczeliwo wg normy PN-EN 1279-4:2004 – mgr inż. Agnieszka Marczewska. W trakcie seminarium odbył się również pokaz stanowisk badawczych i wybranych metod badań.
W trakcie seminarium odbył się również pokaz stanowisk badawczych i wybranych metod badań.
W seminarium wzięli udział przedstawiciele czołowych firm zajmujących się produkcją szyb zespolonych. Wygłaszane referaty wzbudzały żywe zainteresowanie słuchaczy, ponieważ Wstępne Badania Typu są bardzo ważnym elementem Zakładowej Kontroli Produkcji i drogą do wytwarzania wyrobów dobrej jakości.
Pracownicy Instytutu zwracali szczególną uwagę na potrzebę prawidłowego przygotowania próbek do badań – zgodnie z wymaganiami normy. W przypadku źle przygotowanych próbek, firma jest proszona o przygotowanie kolejnego zestawu próbek, co wydłuża i tak bardzo długi czas wykonywania badań, który wynika z procedur narzuconych wymaganiami normy.
Uczestnicy seminarium otrzymali „Świadectwa Uczestnictwa” oraz materiały związane z prezentowanymi referatami.
Pracownicy Instytutu zapewniali, że zawsze chętnie służą informacjami na temat zakresu badań wykonywanych w Instytucie. Informacje te można również znaleźć na stronie internetowej www.isic.krakow.pl
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Nowa linia produkcyjna sit molekularnych Siliporte |
 Firma CECA, z grupy ARKEMA, wyspecjalizowana w zakresie specjalistycznych produktów chemicznych, zorganizowała spotkanie dla prasy fachowej, na którym poinformowano o oddaniu do eksploatacji nowej linii produkcyjnej granulowanych sit molekularnych Siliporite do szyb zespolonych, w swoim zakładzie znajdującym się w Inowrocławiu.
Firma CECA, z grupy ARKEMA, wyspecjalizowana w zakresie specjalistycznych produktów chemicznych, zorganizowała spotkanie dla prasy fachowej, na którym poinformowano o oddaniu do eksploatacji nowej linii produkcyjnej granulowanych sit molekularnych Siliporite do szyb zespolonych, w swoim zakładzie znajdującym się w Inowrocławiu.
W trakcie konferencji prasowej mieliśmy możliwość wysłuchania trzech wykładów wygłoszonych przez pracowników firmy ARKEMA-CECA:
● Patrick Alex (Business Manager w departamencie sit molekularnych w firmie CECA) przedstawił ogólnie działalność Grupy ARKEMA i usytuowanie firmy CECA w strukturach grupy oraz opowiedział, czym są sita molekularne i o ich wykorzystaniu w przemyśle szyb zespolonych; ● Kazimierz Borkowski (dyrektor firmy ARKEMA Polska) odpowiedział na pytanie „Dlaczego inwestycje Grupy ARKEMA w Polsce?” oraz przedstawił produkty i usługi firmy CECA wytwarzane w naszym kraju;
● Kazimierz Borkowski (dyrektor firmy ARKEMA Polska) odpowiedział na pytanie „Dlaczego inwestycje Grupy ARKEMA w Polsce?” oraz przedstawił produkty i usługi firmy CECA wytwarzane w naszym kraju;
● Zbigniew Małecki (dyrektor zakładu w Inowrocławiu) mówił o działaniach prowadzących do produkcji sit molekularnych najwyższej jakości.
Po konferencji mogliśmy zwiedzić zakład produkcyjny i zakładowe laboratorium badawcze, a pracownicy opowiadali o procesach produkcyjnych, zachodzących w oglądanych sektorach zakładu.
K.Z.
Sita molekularne Siliporite firmy CECA:
Dzięki gamie produktów Siliporite, syntetycznych zeolitów posiadających doskonałe właściwości w zakresie adsorpcji, selektywności oraz trwałości, firma CECA jest jednym z liderów światowego rynku sit molekularnych. Produkty te, będące pod względem składu chemicznego glinokrzemianami, produkowane są przez firmę we francuskim zakładzie Honfleur (Calvados) oraz w polskim zakładzie w Inowrocławiu. Znajdują one zastosowanie w wielu dziedzinach przemysłu, jak na przykład szyby zespolone, osuszanie gazu ziemnego, a także oddzielanie składników powietrza w celu wytwarzania tlenu przeznaczonego do zastosowań medycznych.
 Firma CECA jest jednym z największych na świecie producentów specjalistycznych produktów chemicznych.
Firma CECA jest jednym z największych na świecie producentów specjalistycznych produktów chemicznych.
Obroty spółki CECA S.A. w 2006 roku to 239 mln €.
Zatrudnienie - 1000 pracowników.
7 jednostek biznesowych, odpowiadających poszczególnym sektorom działalności naszych klientów:
● dodatki do asfaltów
● dodatki używane w przemyśle przetwórczym ropy naftowej i gazu
● ziemie okrzemkowe i perlity
● węgiel aktywny
● sita molekularne
● specjalistyczne produkty powierzchniowo czynne
● specjalistyczne produkty fosforowe (Febex)




więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Kierunek: giełda! |
Komisja Nadzoru Finansowego zatwierdziła Prospekt Emisyjny MERCOR SA, największego w Polsce i jednego z największych w Europie Środkowej podmiotów działających w branży systemów biernych zabezpieczeń przeciwpożarowych. Spółka zamierza pozyskać z oferty 73 mln zł. Całkowita wartość oferty (wraz z akcjami sprzedawanymi) może natomiast przekroczyć 200 mln zł. Środki z emisji publicznej spółka chce wykorzystać na inwestycje w rozwój organiczny oraz na kolejne akwizycje.
Grupa MERCOR jest największym dostawcą kompleksowych systemów biernej ochrony przeciwpożarowej w regionie Europy Środkowo-Wschodniej z rozwiniętą na przestrzeni ostatnich lat siecią sprzedaży w krajach tego regionu. To czyni ją liderem na rynku polskim, czeskim i słowackim w zakresie oddzieleń przeciwpożarowych i systemów oddymiania. Ponadto MERCOR poprzez podmioty zależne obecny jest także m.in. na Ukrainie i w Rumunii, oraz ma własne biuro handlowe w Rosji. Grupa posiada zakłady produkcyjne w Polsce (Dobrzeń Wielki k/Opola, Cieplewo k/Gdańska, Gdańsk) oraz w Czechach (Mariańskie Hory i Nemetice k/Ostrawy).
Strategicznym celem Grupy MERCOR jest zdobycie pozycji jednego z głównych europejskich graczy na rynku biernych zabezpieczeń przeciwpożarowych, przede wszystkim w zakresie oddzieleń przeciwpożarowych oraz systemów oddymiania i odprowadzania ciepła.
Cel ten Grupa zamierza realizować poprzez:
● Umocnienie dominującej pozycji na rynkach polskim, czeskim i słowackim
● Wykorzystanie efektów synergii po przejęciu kontroli nad Hasil a.s.
● Rozszerzenie kanałów dystrybucji poprzez możliwe akwizycje, przede wszystkim na Zachodzie, ale również selektywnie w Polsce
● Dynamiczny wzrost eksportu, z wykorzystaniem spółek zależnych na Ukrainie i w Rumunii oraz biura handlowego w Rosji.
Produkty grupy MERCOR wyodrębniono w czterech działach:
1. Oddzielenia przeciwpożarowe (drzwi i bramy)
2. Systemy oddymiania, odprowadzenia ciepła i doświetleń dachowych
3. Systemy wentylacji pożarowej
4. Zabezpieczenia ogniochronne konstrukcji budowlanych
Struktura oferty
W ofercie publicznej zaoferowane zostaną Akcji Serii BB (akcje nowej emisji) oraz Akcje Sprzedawane (łącznie zwane Akcjami Oferowanymi). Spółka i Sprzedający podejmą decyzje o liczbie Akcji Oferowanych wraz z decyzją o cenie emisyjnej/cenie sprzedaży przed rozpoczęciem przyjmowania zapisów w Transzy Inwestorów Instytucjonalnych, tj. najpóźniej 12 lipca. Dotychczasowi akcjonariusze mogą w ramach Oferty maksymalnie sprzedać taką liczbę akcji, aby po zakończeniu oferty posiadać: Marian Popinigis nie mniej niż 16% akcji, Krzysztof Krempeć nie mniej niż 25%, a European Fire Systems Holding S.A.R.L. (spółka należąca do funduszu private equity Innova/3 L.P., którego doradcą inwestycyjnym jest Innova Capital) nie mniej niż 10%. Ostateczna liczba sprzedawanych akcji uzależniona jest od ustalonej ceny sprzedaży i zostanie podana do publicznej wiadomości wraz z informacją o cenie emisyjnej/cenie sprzedaży. „Jestem przekonany, że wejście na giełdę dodatkowo przyspieszy dynamiczny wzrost naszej firmy. Perspektywy rynku zabezpieczeń w całej Środkowej Europie zachęcają do dalszej ekspansji. Uważam, że MERCOR jest do tego gotowy, a wejście na giełdę pomoże nam cel ten zrealizować” – powiedział Marian Popinigis, Prezes Zarządu MERCOR SA.
„Jestem przekonany, że wejście na giełdę dodatkowo przyspieszy dynamiczny wzrost naszej firmy. Perspektywy rynku zabezpieczeń w całej Środkowej Europie zachęcają do dalszej ekspansji. Uważam, że MERCOR jest do tego gotowy, a wejście na giełdę pomoże nam cel ten zrealizować” – powiedział Marian Popinigis, Prezes Zarządu MERCOR SA. „Sprzyjają nam trendy rynkowe: dynamika inwestycji budowlanych jest coraz wyższa nie tylko w Polsce, ale również w innych krajach, w których jesteśmy obecni. Usystematyzowanie wymogów dotyczących zabezpieczeń przeciwpożarowych, a także coraz wyższa świadomość i wymagania inwestorów w tym zakresie dodatkowo wpływają na to, że rynek biernych zabezpieczeń przeciwpożarowych ma znakomite perspektywy wzrostu.” – dodał Krzysztof Krempeć, Wiceprezes Zarządu MERCOR SA.
„Sprzyjają nam trendy rynkowe: dynamika inwestycji budowlanych jest coraz wyższa nie tylko w Polsce, ale również w innych krajach, w których jesteśmy obecni. Usystematyzowanie wymogów dotyczących zabezpieczeń przeciwpożarowych, a także coraz wyższa świadomość i wymagania inwestorów w tym zakresie dodatkowo wpływają na to, że rynek biernych zabezpieczeń przeciwpożarowych ma znakomite perspektywy wzrostu.” – dodał Krzysztof Krempeć, Wiceprezes Zarządu MERCOR SA.
")
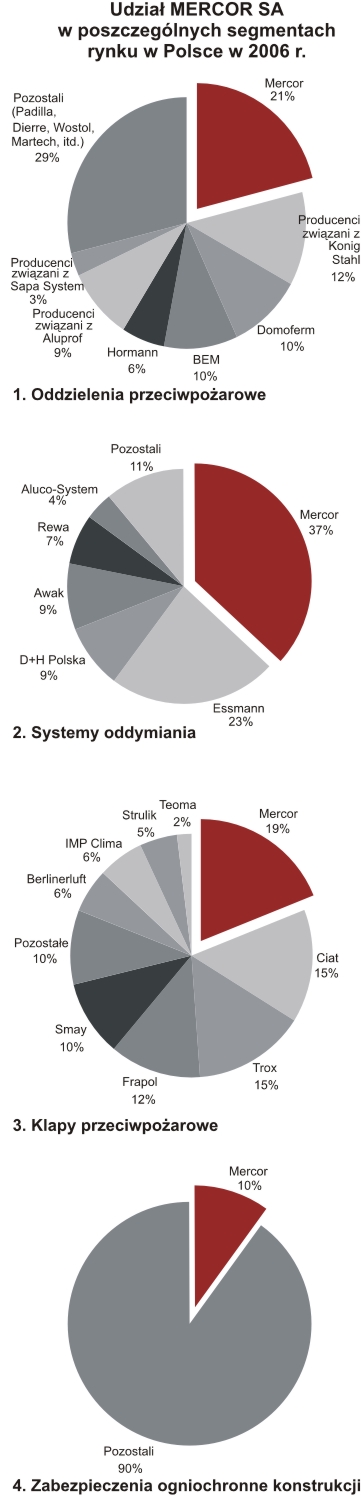
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
„Przemysł Szklarski 2007” |
Konferencja naukowo-techniczna pod tym tytułem organizują: Śląska Rada Naczelnej Organizacji Technicznej FSNT w Katowicach, Stowarzyszenie Inżynierów i Techników Przemysłu Materiałów Budowlanych O/Katowice i Związek Pracodawców POLSKIE SZKŁO. Konferencja odbędzie się w dniach 23-25 października 2007 roku, w Ustroniu. Przewodniczącym Komitetu Programowego jest prof. dr hab. inż. Jan Wasylak z Akademii Górniczo-Hutniczej w Krakowie.
Cele konferencji
Celem Konferencji Naukowo-Technicznej jest przedstawienie społeczno-ekonomicznych aspektów zarządzania i rozwoju przemysłu szklarskiego oraz aktualnych trendów w technologii i technice produkcji szkła oraz prezentacja osiągnięć środowisk naukowych i ośrodków badawczo-rozwojowych związanych z przemysłem szklarskim. W konferencji przemysłu szklarskiego wezmą udział specjaliści polscy, a także zaproszeni specjaliści firmy GLASS SERVICE Inc. z Republiki Czech, zajmujący się m.in. matematycznym modelowaniem procesu topienia szkła. Wspieranie nowoczesnego rozwoju polskiego szklarstwa o wielowiekowej tradycji przez Stowarzyszenia Inżynierów i Techników, zrzeszone w Federacji Stowarzyszeń Naukowo-Technicznych NOT, sprzyja integracji środowiska specjalistów branży szklarskiej.
Sesje problemowe poświęcone będą zagadnieniom szczegółowym, związanym z technologią i techniką w przemyśle szklarskim, m.in.:
● przedstawienie aktualnych trendów w technologii i technice produkcji szkła,
● badania i modelowanie przepływów masy szklanej w piecach szklarskich,
● model matematyczny procesu topienia szkła,
● monitoring procesu topienia szkła,
● rodzaje wad masy szklanej i metody ich identyfikacji,
● nowoczesne technologie w budowie i eksploatacji pieców szklarskich,
● kryteria doboru i zastosowanie materiałów ogniotrwałych w piecach szklarskich,
● rozwój technologii szkła w aspekcie stosowania tlenu do opalania pieców,
● wysokowydajne piece do topienia szkła opakowaniowego,
● recykling stłuczki szklanej,
● automatyka i opomiarowanie procesów technologicznych,
● zastosowania termowizji w przemyśle szklarskim.
Referaty opracowane i prezentowane będą przez znanych specjalistów i technologów zajmujących się zagadnieniami techniki i technologii w przemyśle szklarskim, surowców i materiałów, urządzeń i automatyki, projektantów – konstruktorów i wykonawców pieców szklarskich.
Program konferencji naukowo-technicznej
„PRZEMYSŁ SZKLARSKI 2007”, Ustroń 23-25.10.2007 r.
1. Aktualne trendy w technologii i technice produkcji szkła – prof. dr hab. inż. Jan Wasylak, AGH-WIMiC Katedra Szkła
2. Research and modeling of glass flow in the melting furnaces – Petr Vojtech, Glass Service
3. Mathematical simulation of glass melting – Petr Vojtech, Glass Service
4. The sorts of glass and their identification – Petr Vojtech, Glass Service
5. Rodzaje wad masy szklanej i metody ich identyfikacji – prof. dr hab. inż. Jan Wasylak, AGH-WIMiC Katedra Szkła
6. Techniczne i ekonomiczne aspekty rozwoju przemysłu szklarskiego – mgr inż. Tomasz Chruszczow, Związek Pracodawców „Polskie Szkło”
7. Zarządzanie środowiskiem w przemyśle szklarskim jako element najlepszych dostępnych technik – mgr inż. Tomasz Chruszczow, Związek Pracodawców „Polskie Szkło”
8. Ochrona środowiska w przemyśle szklarskim w aspekcie dyrektyw Unii Europejskiej – mgr inż. Tomasz Chrusczow, Związek Pracodawcow „Polskie Szkło”
9. Kryteria doboru i zastosowanie materiałów ogniotrwałych w piecach szklarskich – mgr inż. Jerzy Ostrouch
10. Rozwój technologii szkła w aspekcie stosowania tlenu do opalania pieców – mgr inż. Marek Galewicz
11. Wysokowydajne piece do topienia szkła opakowaniowego – dr inż. Augustyn Michałowski
12. Recykling stłuczki szklanej w przemyśle szklarskim – dr inż. Manuela Raben, AGH-WIMiC Katedra Szkła
13. Automatyka i pomiary parametrów procesów technologicznych w piecach szklarskich – inż. Kazimierz Jancewicz
14. Zastosowanie termowizji w przemyśle szklarskim – mgr inż. Józef Osiadły, ITB „DIAGNOTERM”
15. Materiały ogniotrwałe SEPR SGG dla hutnictwa szkła – mgr inż. Andrzej Szopa
16. Radioznacznikowe badania wanien szklarskich poprzeczno płomiennych oraz pieców U-płomiennych w warunkach przemysłowych – dr Jacek Palige, dr Marian Harasimowicz, Instytut Chemii i Techniki Jądrowej
17. Technologiczne aspekty projektowania i budowy pieców szklarskich – dr inż. Zbigniew Bulga, PBPAiOŚ „Szkło-Piec”
18. Finansowanie przedsiębiorstw przemysłu szklarskiego i zabezpieczanie transakcji handlowych wekslami– mgr inż. Jan Bednarczyk, Doradca Finansowy
19. Identyfikacja wad w szkle – mgr inż. Wiesława Lachman, ISiC Kraków
20. Badania chromatograficzne gazów w szkle – mgr inż. Anna Kuśnierz, ISiC Kraków
21. Badania termowizyjne wyrobów szklanych – mgr inż. Tomasz Zdunowicz, ISiC Kraków
22. Otrzymywanie szkieł specjalnych metodą zol-żel – dr inż. Rafał Sindut, ISiC Kraków
23. Metody badań stanu redox szkieł przemysłowych – mgr inż. Józef Zawiła, ISiC Kraków
24. Pierwotne metody ograniczania emisji tlenków azotu w hutnictwie szkła – prof. Tomasz Dobski, Katedra Techniki Cieplnej, Politechnika Poznańska
Sesja panelowa
Organizatorzy przewidują sesję panelową „Społeczne, ekonomiczne i środowiskowe aspekty zarządzania i rozwoju przemysłu szklarskiego” z udziałem przedstawicieli największych przedsiębiorstw przemysłu szklarskiego w Polsce, Związku Pracodawców „Polskie Szkło” i środowisk naukowych.
Więcej informacji: www.not.katowice.pl/aktualnosci.php
Informacji udziela też Kazimierz Maciejczyk
tel. (032) 256 48 29 lub 256 22 45 w.124
e-mail:
------------------------------------------------------------------------------------------------------------
Następne spotkanie "Przemysł Szklarski 2008"
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
SPECTUS przejął ROPLASTO |
Firma SPECTUS podała do publicznej wiadomości, że przejęła działalność produkcyjną i handlową firmy ROPLASTO Polska Sp. z o.o., działającą w Polsce od 1994 roku i posiadającą zakład ekstruzji profili ulokowany we Wrocławiu. Zakład, wybudowany w 1997 roku i zmodernizowany w 2006 roku, posiada zdolność produkcyjną 20000 ton profili PVC rocznie. ROPLASTO Polska jest znanym na polskim i zagranicznym rynku producentem trzykomorowego systemu 6002 oraz trzyi pięciokomorowego systemu 7001.
SPECTUS jest częścią prywatnej grupy kapitałowej LATIUM Group z siedzibą w Wielkiej Brytanii. LATIUM Group, z obrotem 600 milionów funtów, jest jedną z największych grup zajmujących się przetwórstwem tworzyw sztucznych oraz produkcją związaną z budownictwem. Firma SPECTUS jest wiodącym producentem profili okiennych i drzwiowych w Wielkiej Brytanii. Poprzez sprzedaż profili okiennych i drzwiowych systemu TK 60, jest również obecna od wielu lat na rynkach wschodnioeuropejskich,. Sprzedaż ta odbywa się poprzez oddziały w Polsce, Słowacji, Rumunii, na Węgrzech oraz poprzez działających dystrybutorów w innych krajach Europy Środkowowschodniej
Sam Kennedy – Dyrektor Zarządzający firmą SPECTUS w Wielkiej Brytanii – podkreśla, że przejęcie ROPLASTO Polska jest kolejnym krokiem w dynamicznym rozwoju firmy SPECTUS. Przeniesienie produkcji systemu TK 60 do Wrocławia stworzy możliwość w zakładzie produkcyjnym w Anglii powiększenia produkcji, tak aby zaopatrzyć nowo pozyskanych klientów Wielkiej Brytanii i Irlandii. Zakład we Wrocławiu rozpoczął działalność w dniu 1.06.2007 pod nazwą SPECTUS Sp. z o.o.
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Nowe logo |
 Firma REYNAERS POLSKA uczciła zmiane wizerunku korporacyjnego organizujac oficjalne spotkanie dla wszystkich pracowników. Uroczystosc odbyła się w siedzibie firmy w Piasecznie w poniedziałek 16 kwietnia.
Firma REYNAERS POLSKA uczciła zmiane wizerunku korporacyjnego organizujac oficjalne spotkanie dla wszystkich pracowników. Uroczystosc odbyła się w siedzibie firmy w Piasecznie w poniedziałek 16 kwietnia.
Maciej Przybylski, Prezes REYNAERS POLSKA, powiedział: „To bardzo ważny moment w historii firmy, ważny dla nas wszystkich, dla całego zespołu. Zmiana logo i wizerunku korporacyjnego nie zdarza się codziennie. Jest to jedno z najistotniejszych wydarzeń w Reynaers na przestrzeni ostatnich kilku lat, tym bardziej, że jest wyrazem zmian zachodzących w firmie i jej dynamicznego rozwoju”
Przemówienie prezesa REYNAERS POLSKA, wciągnięcie flag na maszty przed budynkiem, tort w kształcie nowego logo, toast, wspólne zdjęcia i dobra zabawa – tak można podsumować to, co działo się w firmie REYNAERS POLSKA w Piasecznie.
Uroczystość zgromadziła prawie sto osób, w tym pracowników z Piaseczna i biur regionalnych, a także gości z Belgii, Litwy, Łotwy, Czech i Słowacji.
Firma REYNAERS 16 kwietnia zaprezentowała nowa identyfikację wizualną, która podkreśla wysokie klasy europejską marke architektonicznych rozwiazań aluminiowych.

Poprzez rozwijanie silnej marki, REYNAERS ALUMINIUM wzmacnia swoją rosnącą pozycje – ma oddziały w 27 krajach i eksport do 50 krajów świata na 5 kontynentach. Nowe logo i identyfikacja wizualna odzwierciedlają kluczowe walory firmy zwiazane z ukierunkowaniem na klienta oraz jakość zakorzenioną w europejskiej tradycji.
Cechą charakterystyczną nowego logo jest duża i czytelna litera „R”, która oddaje zaangażowanie firmy w tworzenie innowacyjnych produktów najwyższej jakości.
W odniesieniu do pozytywnych fundamentów z przeszłosci, „R” reprezentuje markę, na której rynek może polegac. Nowy wizerunek podkreśla, że marka Reynaers jest nowoczesna, silna i godna zaufania.
Potwierdzone jest to m.in. przez stworzenie trzech różnych koncepcji komunikacji skierowanej do każdej z grup docelowych: producentów i inwestorów, architektów oraz klientów indywidualnych.
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Połączenie spółek GLASPOL i AURYS LUSTRA |
Dnia 31 maja 2007 roku nastąpiło połączenie spółki AURYS LUSTRA Sp. z o.o. ze spółką GLASPOL Sp. z o.o.
Strategicznym celem połączenia jest integracja należących do grupy SAINT-GOBAIN podmiotów zajmujących się przetwórstwem szkła dla branży budowlanej oraz meblowej. AURYS LUSTRA jest przedsiębiorstwem grupy SAINT-GOBAIN specjalizującym się w uszlachetnianiu szkieł i luster dla przemysłu meblarskiego. Spółka GLASPOL zajmuje się natomiast przetwórstwem szkła dla potrzeb sektora budowlanego.
Połączone spółki będą działały pod firmą GLASPOL Sp. z o.o. Siedzibą połączonych spółek będzie dotychczasowa siedziba spółki GLASPOL, tj. Jaroszowiec (32-312), ul. Kolejowa 1; NIP 752-13-18-228, REGON 531592140 KRS 102117. Kapitał zakładowy połączonych spółek wynosił będzie 140 578 000,00 zł. Sądem rejestrowym połączonych spółek będzie Sąd Rejonowy w Opolu VIII Wydział Gospodarczy Krajowego Rejestru Sądowego.
Połączony GLASPOL poważnie wzmacnia swoją pozycję na rynku przetwórstwa szkła. Dla dotychczasowych klientów obu firm oznacza to dostęp do nowych produktów i lepszą reakcję na ich potrzeby. Doświadczony zespół specjalistów i rozwinięta, nowoczesna technologia obu firm po połączeniu dają nową jakość. O zaawansowaniu technologicznym świadczą najnowocześniejsze linie produkcyjne do hartowania ciągłego i oscylacyjnego, laminowania szkła, sitodruku, obróbki szkła płaskiego i produkcji szyb zespolonych. Połączenie daje szansę na zintensyfikowanie działań w kierunku oferowania innowacyjnych rozwiązań.
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Najdłuższy w Europie! |
FASSADEN GLAS TECHNIK – Polska S.A dysponuje od sierpnia 2007 najdłuższym w Europie piecem hartowniczym firmy NORTHGLASS, który umożliwia hartowanie szkła o podanych niżej parametrach. Istnieje również możliwość hartowania szkła o innych wielkościach i grubościach.



więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
STV to więcej bezpieczeństwa |
 Drzwi aluminiowe mogą być bezpieczniejsze i bardziej szczelne po zastosowaniu zamka z ryglowaniem wielopunktowym. Odbiorcy drzwi aluminiowych coraz częściej kładą nacisk na bezpieczeństwo. Związane jest to ze wzmożonym eksportem, głównie do Niemiec, a także coraz większą popularnością drzwi aluminiowych w budownictwie mieszkaniowym w kraju.
Drzwi aluminiowe mogą być bezpieczniejsze i bardziej szczelne po zastosowaniu zamka z ryglowaniem wielopunktowym. Odbiorcy drzwi aluminiowych coraz częściej kładą nacisk na bezpieczeństwo. Związane jest to ze wzmożonym eksportem, głównie do Niemiec, a także coraz większą popularnością drzwi aluminiowych w budownictwie mieszkaniowym w kraju.
Firma WINKHAUS Polska oferuje zamek STV do drzwi aluminiowych, który posiada rygiel środkowy oraz minimum dwa masywne haki ryglujące u góry i na dole skrzydła. Na ościeżnicy montuje się solidne zaczepy kieszeniowe lub długie okucia ramowe. Od pewnego czasu WINKHAUS zaobserwował znaczny wzrost sprzedaży zamków wielopunktowych do drzwi aluminiowych typu STV-U 2460 z zabezpieczeniem przed włamaniem klasy 5. WINKHAUS ma w ofercie zamki wielopunktowe do większości profili aluminiowych, używanych na rynku polskim i nie tylko. Do zamków stosowane są regulowane elementy ramowe (zakres regulacji ±2 mm). Mogą one występować jako komplety ramowe (elementy długie mocowane na całej wysokości ościeżnicy) lub bardziej popularne krótkie zaczepy, tzw. kieszeniowe. Zamki do drzwi aluminiowych to w większości warianty oferowane do drzwi z PVC i drewna.
WINKHAUS ma w ofercie zamki wielopunktowe do większości profili aluminiowych, używanych na rynku polskim i nie tylko. Do zamków stosowane są regulowane elementy ramowe (zakres regulacji ±2 mm). Mogą one występować jako komplety ramowe (elementy długie mocowane na całej wysokości ościeżnicy) lub bardziej popularne krótkie zaczepy, tzw. kieszeniowe. Zamki do drzwi aluminiowych to w większości warianty oferowane do drzwi z PVC i drewna.
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Lakiery do szkła ICRO COATINGS |
Włoska fabryka lakierów do szkła ICRO COATINGS S.p.A prezentuje na polskim rynku lakiery do szkła na bazie poliakryli w postaci akryli do aplikacji niskociśnieniowej oraz do nakładania wałkiem.
Lakiery syntetyczne występują w czterech podstawowych wariantach, które dają określony efekt:
● szkła satynowego,
● szkła trawionego,
● szkła mlecznego,
● szkła piaskowanego.
Każdy efekt może być barwiony z różną intensywnością, w zależności od przezierności, jaką chcemy uzyskać.
Natomiast wodne akryle zazwyczaj są stosowane dla uzyskania koloru kryjącego, np. wg. RAL lub innego wzornika.
Lakiery ICRO mają doskonałe właściwości fizyczno-chemiczne, nie łuszczą się i nie blakną ponieważ zawierają filtr UV. Polakierowane elementy można docinać na dowolne wymiary i kształty.
A przede wszystkim lakierowana szyba, po jakimkolwiek zabrudzeniu, może być bez obaw umyta środkiem do mycia szyb, a następnie wytarta do sucha. Lakiery ICRO są odporne na temperaturę od -60 do +80oC.

Szyba nie musi być specjalnie przygotowywana do aplikacji przez np. piaskowanie, tylko odtłuszczona (choćby acetonem). Jeśli chcemy zastosować któryś z lakierów syntetycznych dla uzyskania efektu szkła matowego, nakładamy jedną warstwę lakieru o gr. 100 gr/m2. Natomiast dla uzyskania kolorów kryjących musimy nałożyć jedną (lepiej dwie) warstwę na mokro, o gr. 80-100 gr/m2.
Temperatura schnięcia to 20oC. Można zastosować tunel na ciepłe powietrze z temp. 40-60oC lub podczerwień.
Pyłosuchość produktu uzyskujemy po 15 minutach, natomiast produkt suchy całkowicie, odporny na zarysowania i gotowy do montażu po 24 h.
R. Kuciel
IVPOL
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
4S BIOCLEAN |
GLASPOL SAINT-GOBAIN wprowadza na rynek szybę zespoloną CLIMAPLUS 4S BIOCLEAN składającą się z nowatorskiego szkła dwupowłokowego 4S BIOCLEAN oraz szkła float.
Szyba CLIMAPLUS 4S BIOCLEAN zapewnia równocześnie ochronę przed słońcem oraz funkcję samoczyszczenia.
Jest polecana do przeszkleń i miejsc wystawionych na bezpośrednie działanie słońca i deszczu: idealnie nadaje się do ogrodów zimowych, nasłonecznionych okien, werand i fasad.
Szczególnie polecana jest do przeszkleń w miejscach trudnodostępnych.

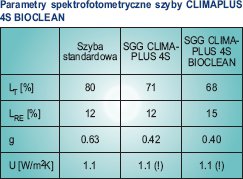
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
|
Ciepła ramka ze stali nierdzewnej
|
METAL UNION sp. z o. o. w Częstochowie – znany polski producent profili cienkościennych, produkujący ramkę dystansową ze stali ocynkowanej do szyb zespolonych, uruchomił produkcję ramki dystansowej ze stali nierdzewnej.
Na rynku szyb zespolonych widoczny jest wzrost zainteresowania tzw. ramkami ciepłymi. Ramki ciepłe minimalizują niekorzystny efekt wyraszania pary wodnej w narożach szyb – zwłaszcza w pomieszczeniach o znacznej wilgotności powietrza i przy dużej różnicy temperatur – niszczący ramy okienne.
Nowa ramka dystansowa produkowana jest z najwyższej jakości nierdzewnych taśm stalowych, o grubości 0,15 mm. Profil został zaprojektowany przez projektantów firmy METAL UNION tak, by proces gięcia ramki przebiegał przy możliwie minimalnej jej deformacji. Zachowywany jest najwyższy reżim czystości produkcji (np. dotknięcie wyrobu gołą dłonią dyskwalifikuje go). Procedury ISO 9001 dają gwarancje wysokich standardów jakości.
Podsumowując walory techniczne ciepłej ramki dystansowej ze stali nierdzewnej, należy wymienić:
- niską przewodnośc cieplną – poniżej 0,007 W/mK
- zbliżone współczynniki rozszerzalności liniowej ramki i szkła,
- doskonała przyczepność do uszczelniaczy,
- wysoka podatność na gięcie technologiczne,
- wysoka wytrzymałość na ściskanie poprzeczne, istotna w warunkach dużego naporu wiatru na szybę okienną,
- duża sztywność wzdłużna eliminująca samoistne falowanie ramki w szybie.
Firma METAL UNION, współpracuje z takimi odbiorcami jak FAKRO, PILKINGTON i PRESS-GLAS. Jej produkty zaspokajają najwyższe wymagania odbiorców i dostarczane są szybko.
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Profil z klasą i certyfikatem |
Wybór okien do domu to decyzja na dziesięciolecia. Przede wszystkim liczy się to, czy zastosowane w oknach profile mają komplet państwowych atestów i są produkowane w klasie „A”.
Okno na świat
W przypadku profili okiennych, jednym z najistotniejszych znaków jakości jest RAL przyznawany przez Stowarzyszenie ds. Jakości Systemów Okiennych z Tworzywa Sztucznego. Znaki RAL honorowane są na całym świecie, tym samym otwierają producentom drogę do eksportu wyrobów na wszystkie rynki. Producentem legitymującym się certyfikatem RAL jest VEKA Polska. Produkowane w Skierniewicach profile odpowiadają najbardziej restrykcyjnym przepisom dotyczącym jakości. Certyfikat RAL gwarantuje, że nie ma różnicy w grubości, wytrzymałości i jakości między profilami produkowanymi w Polsce, a tymi pochodzącymi np. z Niemiec.
Komplet atestów i klasa „A”
Fachową oceną jakości profili okiennych z PVC zajmują się od lat instytucje wyspecjalizowane w technice budowlanej. Na podstawie rygorystycznych kontroli przyznają najlepszym produktom certyfikaty, atesty i znaki jakości. Obecnie jednak coraz uważniej należy sprawdzać, czy certyfikaty rzeczywiście zostały przyznane przez niezależne, państwowe instytucje. Zdarza się bowiem, że są one jedynie „chwytem marketingowym” wymyślonym przez samych producentów. Uznane certyfikaty, takie jak RAL, czy ISO nie mają szumnie brzmiących nazw, jednak to właśnie one oznaczają gwarancję jakości.
Szukając okien z bezpiecznych systemów profili, należy rozglądać się za tymi, które posiadają komplet atestów przyznanych przez państwowe instytuty naukowe i budowlane. Tylko one gwarantują bezpieczeństwo użytkowania. O jakości konstrukcji profila okiennego, oprócz certyfikatu RAL, świadczą aprobaty techniczne przyznawane przez Instytut Techniki Budowlanej (ITB). Aby mieć zaś pewność, że profil okienny jest bezpieczny dla domowników powinniśmy upewnić się, że zdobył również atesty PZH (Państwowego Zakładu Higieny) oraz PPOŻ.
Dobry profil okienny poznamy po komplecie certyfikatów i atestów:
● Znak jakości RAL – przyznawany przez Stowarzyszenie ds. Jakości Systemów Okiennych z Tworzywa Sztucznego
● Klasa „A” – nadana profilom przez normy RAL, oznacza m.in. optymalne właściwości izolacyjne profila
● Aprobaty Techniczne ITB – przyznawane przez Instytut Techniki Budowlanej
● Atesty higieniczne PZH – przyznawane przez Państwowy Zakład Higieny
● Atest PPOŻ – przyznawany przez Centrum Naukowo-Badawcze Ochrony Przeciwpożarowej
● Certyfikat ISO 9001:2001 – przyznawany przez Deutsche Gesellschaft zur Zertifizierung von Managementsystemen DQS GmbH
Ostatnią, lecz bardzo istotną rzeczą, o którą powinniśmy spytać przy zakupie okna, jest klasa, jaką posiada profil. Najlepiej prosić o jej pisemne potwierdzenie. Najwyższa klasa – „A” – oznacza, że okno będzie nas w optymalny sposób chronić przed chłodem i dobiegającym z zewnątrz hałasem. Pamiętajmy, że w wytworzonym już oknie nie możemy sami sprawdzić, jakiej klasy profil został użyty, dlatego też należy zwrócić uwagę na markę producenta profilu. Jedyną firmą na polskim rynku, która produkuje profile okienne wyłącznie w klasie „A”, jest VEKA Polska.
Daje to gwarancję, że niezależnie od typu zamontowanego w oknie profilu VEKA możemy być pewni, że spełnia on najwyższe europejskie normy dotyczące m.in. izolacji cieplnej i akustycznej. Ścianki zewnętrzne profilu mają 3 mm grubości, a szerokość komór wewnętrznych to minimum 5 mm. Są to bardzo istotne wymiary. Profile należące do klasy „B” lub „C” są cieńsze i przez to mniej stabilne.
Jeżeli kupione przez nas okna są wyposażone w spełniające wszelkie wymogi profile renomowanej marki, możemy liczyć na to, że będą nam służyć przez wiele lat.
PEGASUS PR
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Carport Excellence |
Oryginalna kombinacja wysokiej jakości aluminium i szkła akrylowego reprezentuje nowoczesną praktyczność.
Modularna konstrukcja panelowa umożliwia efektywną grę kolorów.
EXCELLENCE zdobywa sobie uznanie jako alternatywa zarówno w budownictwie przemysłowym, jak i prywatnym.
Wiaty Carport są dostarczane w konstrukcjach pojedyńczych, podwójnych oraz szeregowych.
Na zalety rozwiązania składają się:
● ekstremalnie trwałe połączenie aluminium – szkło akrylowe (Acrylglas),
● łatwy do utrzymania w czystości materiał,
● najwyższej próby design,
● indywidualny dobór kolorów,
● współpraca z systemami energii słonecznej (fotowoltanika).
więcej informacji: Świat Szkła 7-8/2007
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Formy do termoformowania szkła |
 Pracownia „Zajdel” jako jedyna w kraju wykonuje dla potrzeb klientów formy ceramiczne do kształtowania szkła metodą fusingu.
Pracownia „Zajdel” jako jedyna w kraju wykonuje dla potrzeb klientów formy ceramiczne do kształtowania szkła metodą fusingu.
Większość form powstaje według własnych pomysłów, ale również propozycji i potrzeb zainteresowanych.
Są to formy wklęsłe i wypukłe o różnorodnych wzorach i rozmiarach, pozwalające uzyskać ciekawe efekty i wykorzystać w nieograniczony sposób inwencję twórczą w zakresie różnych technik kształtowania i zdobienia szkła.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
Fix All sklei wszystko i wszedzie |
 Nowoczesne technologie są wykorzystywane również do udoskonalenia właściwości powszechnie stosowanych klejów i mas uszczelniających. Właśnie dzięki nowej technologii polimerów MS powstała seria klejów-uszczelniaczy FIX ALL firmy Soudal.
Nowoczesne technologie są wykorzystywane również do udoskonalenia właściwości powszechnie stosowanych klejów i mas uszczelniających. Właśnie dzięki nowej technologii polimerów MS powstała seria klejów-uszczelniaczy FIX ALL firmy Soudal.
Naprawę odklejających się kafelków w łazience, uszkodzonych mebli, odstającej listwy szafki czy wykonanie spoiny wokół umywalki najczęściej odkładamy w nieskończoność. Kiedy wreszcie postanowimy zabrać się do pracy stajemy przed dylematem, jaki produkt wybrać, aby był skuteczny i jednocześnie trwały.
- Szczegóły
- Kategoria: Wydanie 7-8/2007
|
Okno oddymiające FSP
|
 Okno oddymiające służy do odprowadzania z wnętrza budynku ciepła i dymu powstałych podczas pożaru. Podczas normalnych warunków eksploatacji okno służy do przewietrzania i doświetlenia pomieszczenia.
Okno oddymiające służy do odprowadzania z wnętrza budynku ciepła i dymu powstałych podczas pożaru. Podczas normalnych warunków eksploatacji okno służy do przewietrzania i doświetlenia pomieszczenia.
Okno oddymiające FSP zostało wyprodukowane przez FAKRO i certyfikowane zgodnie z wymaganiami zharmonizowanej normy EN 12101-2:2005. Jego funkcjonowanie przypomina odwrócone okno klapowe.
Okno posiada dwa siłowniki elektryczne (24 V), które automatycznie otwierają skrzydło poprzez sygnał elektryczny podany z systemu sterowania. System sterowania należy dokupić.






















