







Laminowanie wstępne (pre-laminacja) jest często określane w przemyśle szklarskim jako serce systemu laminowania.
I słusznie, ponieważ proces laminowania w dużej mierze odbywa się podczas laminacji wstępnej, gdzie folia jest podgrzewana, a następnie dociskana (i klejona) do szkła za pomocą rolek.

Powietrze uwięzione między warstwami folii a taflami szkła jest wyciskane ze szklanego pakietu podczas wstępnej laminacji. Następnie następuje proces autoklawizowania, podczas którego folia laminująca topi się pod wpływem ciepła i ściśle wypełnia przestrzenie między taflami szkła w wyniku działania wysokiego ciśnienia, a na koniec tego procesu warstwy folii łączą się między sobą i sklejają z taflami szklanymi.
Jednak laminowanie wstępne nie tylko odpowiada za wstępne przyklejenie folii do szkła, ale ma również znaczący wpływ na straty, które mogą wystąpić z powodu problemów z przyczepnością, rozwarstwianiem lub pozostawieniem pęcherzyków powietrza w gotowym produkcie – pakiecie szkła laminowanego (warstwowego).
Ponieważ stosowane folie i szkło (szkło float, a także szkło hartowane i szkło wzmacniane termicznie, tzw. półhartowane) są często bardzo drogie, firmy bardzo dbają o to, aby ilość odpadów podczas laminowania była jak najmniejsza. Ma to również bezpośredni wpływ na koszty produkcji szkła laminowego, a tym samym, oczywiście, również na zysk operacyjny danej firmy.
Laminowanie wstępne składa się zasadniczo z 2 procesów:
- strefy ogrzewania,
- strefy „prasowania” (docisku) wstępnie przygotowanych pakietów.

Strefa ogrzewania
Podczas procesu laminowania szkło i folia są podgrzewane w tzw. strefie ogrzewania. Można to przeprowadzić w strefie podgrzewania wstępnego (ok. 120°C) i w głównej strefie grzewczej (ok. 220°C) lub w kilku głównych strefach grzewczych, w zależności od wymagań klienta. Każdy pakiet szkła laminowanego składający się z warstw szkła i folii (co najmniej: jedna szklana tafla/folia/szklana tafla) w sposób ciągły przechodzi przez te strefy grzewcze z określoną prędkością, aż folia nagrzeje się do 60°C.
Zasadniczo do tego działania dostępne są dwie metody transportu energii cieplnej:
- konwekcja,
- promieniowanie.
Zdecydowana większość producentów systemów laminowania zapewnia laminację wstępną oboma wyżej wymienionymi metodami, ponieważ połączenie konwekcji i promieniowania jest kluczowe, jeśli chodzi o możliwość wydajnej produkcji laminatów szklanych z wykorzystaniem różnych typów szkła, ze względu na powłoki funkcyjne występujące na niektórych typach szkła.
Promieniowanie jest lepszą metodą w przypadku szkła niepowlekanego, ponieważ energia promieniowania jest kierowana przez szkło z wysoką wydajnością bezpośrednio na folię, która następnie odpowiednio się nagrzewa. Jednak efekt ten jest osłabiany przez powłoki szkła powlekanego.
Na przykład szkło z powłoką niskoemisyjną (low-E) odbija dużą część energii promieniowania, co oznacza, że ciepło może przenikać do folii tylko w ograniczonym zakresie, jeśli w ogóle. W takich przypadkach konwekcja jest najbardziej efektywną metodą transportu energii cieplnej, ponieważ energia nie jest tu odbijana, ale jest przenoszona na szkło z dużą wydajnością, a następnie na folię
Laminowanie wstępne (pre-laminacja) jest często określane w przemyśle szklarskim jako serce systemu laminowania. I słusznie, ponieważ proces laminowania w dużej mierze odbywa się podczas laminacji wstępnej, gdzie folia jest podgrzewana, a następnie dociskana (i klejona) do szkła za pomocą rolek.
Dlaczego wstępne laminowanie jest sercem systemu laminowania?
Promieniowanie jest jedną z najstarszych i najczęściej stosowanych metod transportu energii cieplnej w przemyśle szklarskim.
Stosowane są również systemy laminowania z laminowaniem wstępnym, w których energia cieplna jest transportowana wyłącznie na drodze konwekcji. Do hartowania szkła zaleca się stosowanie tzw. pieca o wysokiej konwekcji (system hartowania z konwekcją ok. 95%), takiego jak piec do hartowania Aeroflat, ze względu na osiągane temperatury powyżej 600°C.
Laminowanie wstępne, w którym energia jest przenoszona tylko przez konwekcję, jest raczej niekorzystne w obszarze laminowania, ponieważ energia cieplna jest przekierowywana przez szkło i stosunkowo wolno dociera do folii. Jest to szczególnie widoczne w przypadku grubych tafli szklanych, ponieważ najpierw należy podgrzać całą masę szklaną.
Oczywiście powoduje to bardzo duże zużycie energii, a także prowadzi do strat w odniesieniu do czasu przepustowości w porównaniu z kombinacją promieniowanie/ konwekcja.
Oto przykład:
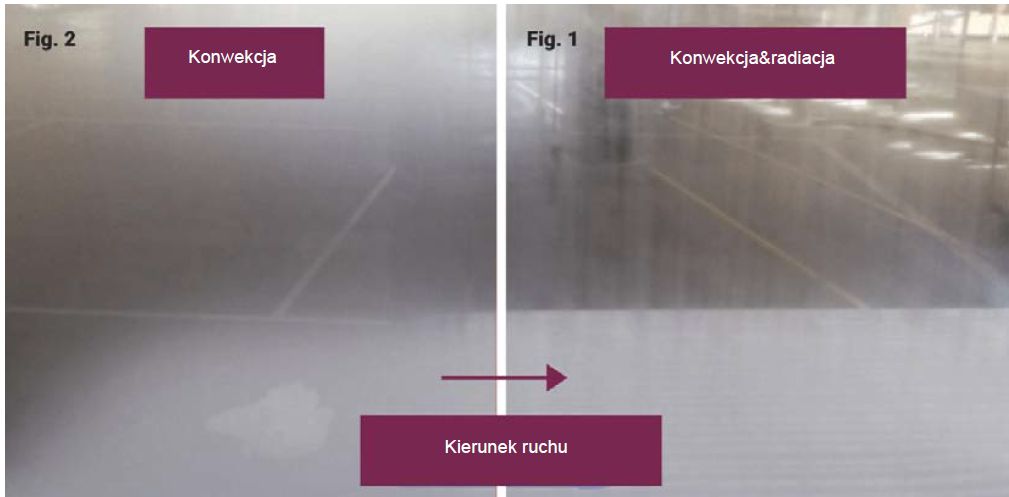
Rys. 1 przedstawia szkło, które zostało najpierw podgrzane za pomocą połączenia konwekcji i promieniowania. W drugiej połowie (rys. 2) promieniowanie zostało wyłączone przy zachowaniu stałej prędkości.
Zdjęcie bardzo wyraźnie pokazuje, że nie było możliwe dostarczenie wystarczającej ilości energii do podgrzania folii do 60°C.
Struktura folii laminującej, która wcześniej była lekko przezroczysta, zamienia się w mleczną, nieprzezroczystą strukturę (biała kreska na środku zdjęcia), co jest wyraźną oznaką prasowania pakietu „zbyt zimnego” – tj. temperatura rdzenia folii była niewystarczająca.
Prasowanie (docisk) w czasie pre-laminacji
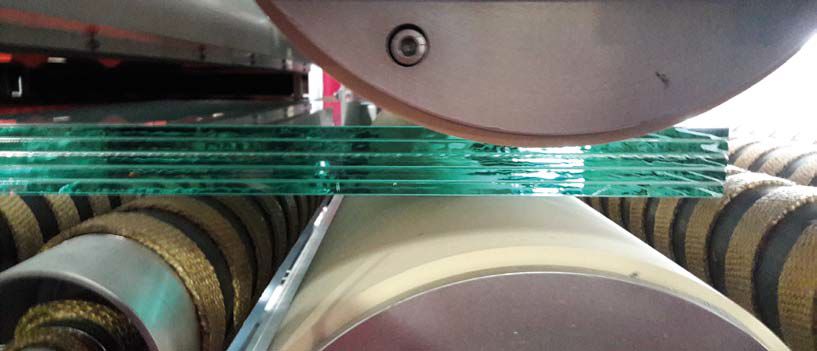
Prasowanie (docisk) w czasie wstępnego laminowania jest jednym z najważniejszych etapów pracy podczas całego procesu, a także odgrywa główną rolę w jego powodzeniu lub niepowodzeniu. Prasa składa się z dwóch rolek, które leżą pionowo jedna nad drugą. Szkło jest przesuwane na rolkach między tymi walcami z określoną prędkością i jednocześnie prasowane (dociskane).
Niezbędny nacisk jest przykładany do ogrzanego pakietu szklanego (z rozgrzaną folią) poprzez rolki, w celu uzyskania początkowej przyczepności między folią a szkłem i wyciśnięcia powietrza z laminowanego szklanego pakietu. Zasadnicze znaczenie ma powstanie zamkniętego pakietu, uszczelnionego na całym obwodzie wzdłuż krawędzi. Bez tego powietrze może przedostać się do laminowanego produktu szklanego, między innymi podczas procesu autoklawizowania.
Szczegółowe informacje na temat tego problemu można znaleźć w artykule Jak rozpoznać wysokiej jakości i bezpieczny produkt z laminatu szklanego. Oprócz rolek niezwykle ważną rolę odgrywa również przebieg lub utrzymanie siły docisku na rolkach.
Dostępne są tutaj dwie różne technologie:
- hydrauliczne lub pneumatyczne wywieranie siły nacisku,
- wywieranie siły nacisku przy użyciu technologii wrzeciona.
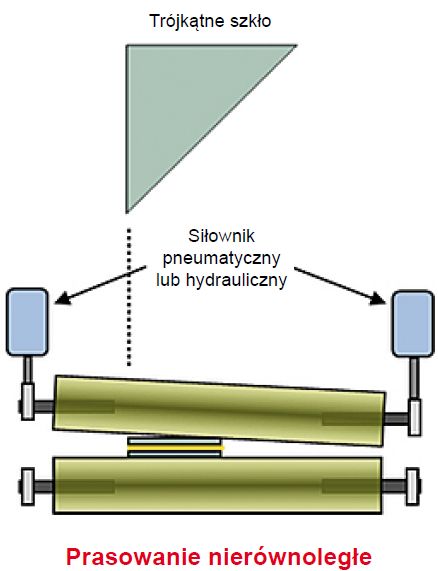
Hydrauliczne lub pneumatyczne wywieranie siły nacisku
W hydraulicznym lub pneumatycznym wywieraniu nacisku siłę przykłada się za pomocą siłowników, które są uruchamiane za pomocą cieczy lub powietrza (najczęściej stosowany wariant).
Wadą tej technologii jest jednak to, że istnieje stosunkowo duży zakres tolerancji, jeśli chodzi o szczelinę prasującą i siłę nacisku i zawsze istnieje ryzyko wycieków stopionej folii na obwodzie prasowanego pakietu, co może prowadzić do zanieczyszczenia urządzenia.
Prasa hydrauliczna lub pneumatyczna jest używana przez większość dostawców, ponieważ jej koszt jest stosunkowo niski, ale niedogodności nie można od razu wykluczyć.
Rozkład sił na rolki dociskowe nie jest równomierny, ponieważ każda strona jest wyposażona w siłownik. Stwarza to wiele problemów, zwłaszcza w przypadku obróbki specjalnych kształtów (np. trójkątnych pakietów). Niezwykle trudne jest również ustawienie prasy w celu uzyskania optymalnego uszczelnienia krawędzi o specjalnych kształtach, co również zwiększa ilość strat szkła.
Różne kształty tafli szkła i nierównomierne uruchamianie lewej i prawej strony prasy oraz trudność umieszczenia pakietu szklanego dokładnie w środku prasy jeszcze bardziej utrudniają uzyskanie jednolitego uszczelnienia krawędzi.
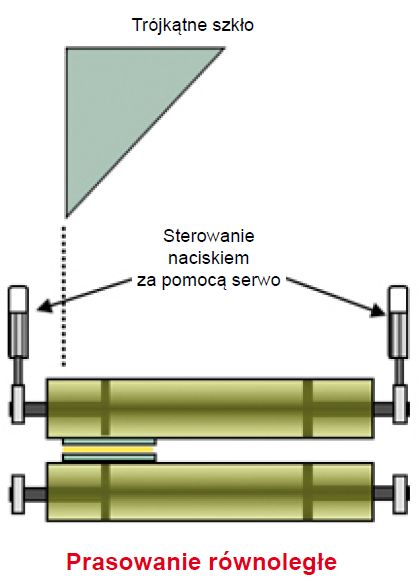
Wywieranie siły nacisku przy użyciu technologii wrzeciona
Przykładanie siły nacisku przy użyciu technologii wrzecionowej jest bardzo precyzyjne. Ponieważ margines tolerancji w tej technologii jest bardzo mały, w przeciwieństwie do hydraulicznego i pneumatycznego przyłożenia siły nacisku i mieści się w zakresie dziesiątych części.
Ponadto połączenie inteligentnego systemu sterowania i technologii wrzeciona umożliwia również realizację różnych scenariuszy wywierania nacisku i obróbki pakietów szklanych o nietypowych kształtach, w zależności od wymagań klienta. Ta technologia prasowania może być również regulowana automatycznie za naciśnięciem przycisku w ciągu kilku sekund, co jest bardzo złożone i kosztowne w przypadku technologii hydraulicznej i pneumatycznej.
Dlatego technologia wrzecion zapewnia również stabilny proces i równomierny rozkład nacisku – dotyczy to również kształtów nietypowych. Inne pakiety, takie jak struktury wielowarstwowe dla szkła kuloodpornego lub ultracienkie struktury szklane ze szkłem 2 x 1 mm, mogą być również bez problemów wytwarzane w technologii z zastosowaniem wrzecion.

Co należy rozważyć przy zakupie systemu do laminowania wstępnego?
System do laminowania wstępnego jest zwykle kupowany razem z nowym systemem do laminowania, jednak ponieważ system do laminowania wstępnego musi działać w obszarze gorącym, jego zużycie jest nieco większe.
W rezultacie system wstępnej laminacji może wymagać okresowej wymiany. Zasadniczo wdrożenie tej procedury powinno odbyć się bez problemów. Jednak ważne jest, aby dokładnie przeanalizować, które produkty planuje się wytwarzać teraz, które w przyszłości – i odpowiednio do tego zorganizować system.
Aby obniżyć koszty, często instaluje się tylko 1 strefę ogrzewania i 1 prasę. Może to sprawdzić się w przypadku produkcji z użyciem standardowych folii PVB. Jeśli jednak stosowane są folie złożone lub wytwarzane są produkty złożone, należy również zastosować zwiększoną konwekcję – wtedy zdecydowanie należy wziąć pod uwagę strefę podgrzewania i drugą prasę. Dzięki temu proces będzie działał stabilnie, a ilość strat może zostać znacznie zmniejszona.

Wnioski
System laminowania wstępnego słusznie nazywany jest sercem systemu laminowania, ponieważ tam odbywa się większość procesu laminowania. Folie są podgrzewane i łączone ze szkłem. Do laminowania wstępnego wykorzystywane są dwie technologie: strefy ogrzewania i prasa do laminowania wstępnego.
W strefie ogrzewania folia jest podgrzewana do około 60°C, aby następnie w optymalny sposób docisnąć ją do szkła w prasie do laminowania wstępnego, za pomocą hydraulicznego lub pneumatycznego przyłożenia siły prasy lub z wykorzystaniem tzw. technologii wrzecionowej. Szczególnie ważne jest posiadanie optymalnego uszczelnienia krawędzi, które zapewnia również płynny przebieg procesu autoklawizowania.
Claudia Guschlbauer
LiSEC
Całość artykułu w wydaniu drukowanym i elektronicznym
Inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
Więcej informacji: Świat Szkła 07-08/2020






















