







Mamy nadzieję, że wkrótce zakończą się problemy związane z COVID-19. Na szczęście jednak przemysł szklarski nie ucierpiał dramatycznie w wyniku pandemii. Niemniej jednak branża nadal będzie musiała myśleć o reorganizacji lub lepiej mówiąc o automatyzacji procesów produkcyjnych, ponieważ sytuacja pandemiczna pokazała, jak wrażliwy może stać się pracochłonny zakład przetwórstwa szkła, gdy ludzie nagle rano nie zjawiają się w pracy.



Wydajny transport szkła jest niezbędny w każdym zakładzie przetwórstwa szkła, ale w przypadku większej produkcji transport szkła powinien być zautomatyzowany
Absencja chorobowa osób na hali produkcyjnej może spowodować znaczne
straty produkcyjne, a tym samym konsekwencje związane z harmonogramami
dostaw. Największym wyzwaniem, przed jakim stoi obecnie przemysł
szklarski, jest utrzymanie ciągłości produkcji oraz zwiększenie wydajności i produktywności.
W Haselsteiner GmbH pracujemy nad koncepcjami i projektami dla automatycznej
organizacji obróbki szkła i systemów transportu. Hubert Haselsteiner
był liderem projektu w zakresie projektowania i wdrażania pierwszego
w pełni automatycznego systemu magazynowania szkła na „harfowych” stojakach
– realizowanego na początku lat 90-tych. Po wdrożeniu pierwszego
w pełni automatycznego systemu transportu i optymalizacji systemu wykorzystania
szkła w zakładzie w Belgii, dokonano wielu zmian technicznych i w sterowaniu elektronicznym.

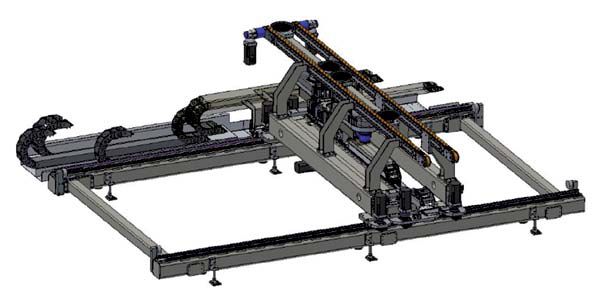
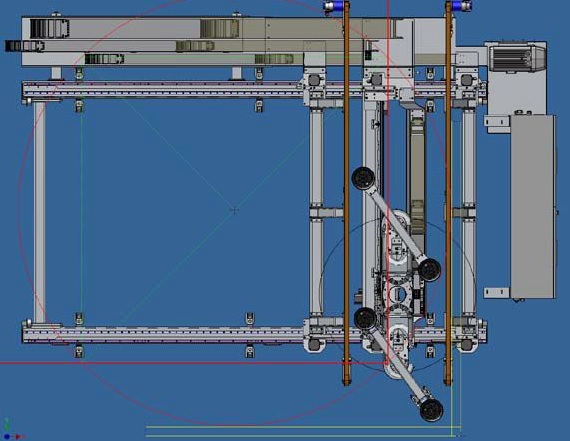
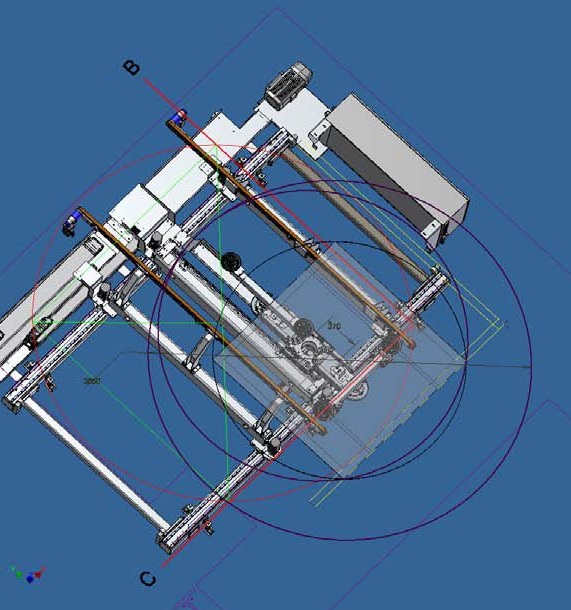
System Haselsteiner transportuje tafle szkła - przesuwa liniowo, obraca pod kątem 90° i w razie potrzeby pod dowolnym kątem - wszystko w tym samym czasie
Wszystkie opracowane systemy sprawiły, że organizacja transportu i sortowania
na stojakach „harfowych” jest nie tylko dużo bardziej stabilna, ale także bardziej
elastyczna. Jest to szczególnie ważne przy zróżnicowanych warunkach produkcyjnych.
Teraz wszystkie oferowane systemy działają optymalnie, gwarantując
doskonały przepływ pracy (perfekcyjnie realizowane procesy produkcyjne)
w całym zakładzie przetwórczym.
Pomimo tego, po tylu latach, jednym z głównych obszarów negatywnie
wpływających na wydajność linii produkcyjnej jest proces załadunku i rozładunku
pieca do hartowania szkła. Przed tym piecem znajduje się zwykle wiele
stojaków na szkło. Zawsze jest potrzebny dodatkowy czas oraz wysiłek na odnalezienie
odpowiedniej szyby i przeniesienie ciężkich dużych tafli przez operatora
(operatorów), aby najbardziej efektywnie wykorzystać pracujący piec
hartowniczy. Aby maksymalnie (optymalnie) załadować łoże pieca zużywane
jest zbyt dożo czasu, który mógłby być wykorzystany do produkcji. Czas stracony
na dobre „obciążenie” łoża (gęste ułożenie formatek szkła na łożu) jest następnie
„uwidoczniony” w mniejszej liczbie przebiegów pieca (cykli roboczych)
na godzinę/na zmianę.
Z pewnością mniejsze wykorzystanie pieca i mniejsza liczba cykli roboczych
na godzinę/na zmianę zmniejsza jego efektywność ekonomiczną i znacznie zwiększa
koszty na m² szkła hartowanego. Energia elektryczna jest obecnie coraz droższa,
a emisja CO2 będzie odgrywać znacznie większą rolę (w kreowaniu kosztów)
w niedalekiej przyszłości nie tylko w branży szklarskiej.
Bez wątpienia energia elektryczna jest potrzebna do procesu hartowania
szkła, ale to, jak ją zużywamy lub lepiej powiedzieć, ile jej efektywnie zużywamy
a ile marnujemy, determinuje straty lub zyski w produkcji. Najważniejsze
jest, aby piec do hartowania szkła był gęsto i stale (bez przerw czasowych) załadowany
i szybko rozładowywany, aby zapewnić jak najlepsze jego wykorzystanie.
Celem jest takie obciążenie łoża pieca, aby wykorzystanie tego łoża wynosiło
od 75 do 85%. Aby osiągnąć taką skuteczność trzeba jednak się „zmierzyć”
z wieloma parametrami.
Przy wykorzystaniu dostępnej dzisiaj technologii, mając do dyspozycji odpowiednie
środki finansowe oraz szeroko rozumianą przestrzeń produkcyjną, a także
moce przerobowe - ten cel jest osiągalny.
Optymalny załadunek pieca oznacza, że celem jest uzyskanie jak najmniejszych
szczelin między taflami szkła oraz najniższej odległości tafli od boku pieca.
Jest to możliwe tylko dzięki automatycznemu systemowi załadunku łoża pieca
i dobrze przygotowanemu magazynowi szkła przed piecem. Odpowiednia
formatka szkła musi być dostępna we właściwym momencie, co jest możliwe tylko
przy użyciu odpowiedniego systemu przechowywania szkła, takiego jak „harfowe”
stojaki/wózki
Jednak ręczne wykonanie optymalnego załadunku łoża pieca jest bardzo trudne
dla operatora. Operator musi wziąć pod uwagę rozmiary i grubość tafli szklanej,
stosunek długości do szerokości formatki, rodzaj szkła – uwzględniając też wielkość
łoża pieca, a to wszystko tylko w ciągu 2 minut przy grubości szkła 4 mm (czas hartowania
wsadu przy tej grubości szkła). Te czynności muszą byś szybko i wielokrotnie
powtarzane w ciągu 8-godzinnej zmiany – co może być trudne do wykonania.
W związku z tym na efektywne wykorzystanie pieca do hartowania negatywnie
wpływają następujące czynniki:
a) „puste miejsca” – brakujące do maksymalnej możliwej ładowności łoża w danym
cyklu roboczym pieca,
b) mniejsza liczba cykli roboczych pieca z powodu czasochłonnego ręcznego załadunku/
rozładunku pieca,
c) koszty naliczanych opłat od emisji CO2 – są one pobierane przy pracującym
piecu, nawet nie w pełni wykorzystanym,
d) zagubienie lub uszkodzenie tafli szklanych (już przetworzonych) podczas ręcznego
załadunku/rozładunku,
e) obróbka dodatkowej zamiennej formatki generuje dodatkowe koszty – potrzebny
jest dodatkowy surowiec (szkło) i dodatkowy proces produkcji/obróbki,
f ) reorganizacja harmonogramu dostaw kosztująca dodatkowy czas i pieniądze, a
ewentualne opóźnienie dostawy może spowodować utratę klientów.
Wyżej wymienione czynniki mają ogromny wpływ na ostateczne koszty ponoszone
przez firmę, a ich łączna wartość może wynieść nawet setki tysięcy złotych
rocznie.
W pełni automatyczny system załadunku i rozładunku łoża pieca
Teraz, dzięki ciągłym badaniom, rozwojowi i innowacyjnym wyrobom firmy
Haselsteiner GmbH, można wprowadzić na rynek rozwiązanie zapewniające w pełni
automatyczne systemy załadunku i rozładunku łoża pieca, biorące pod uwagę
wszystkie wspomniane parametry.
Istnieje kilka „kluczowych cech”, które umożliwiają sprawnie działający, w pełni
automatyczny proces załadunku i rozładunku łoża pieca:
1) dzięki naszemu systemowi nigdy nie dotykamy szklanej powierzchni (szczególnie
powłoki niskoemisyjnej),
2) synchronizujemy proces załadunku szkła z procesem rozładunku szkła,
3) tafle szkła umieszczone są po stronie załadowczej łoża pieca uwzględniając
jego długość i szerokość,
4) zapewniony jest ciągły optymalny proces załadunku i rozładunku przez całą
zmianę,
5) system efektywnie umieszcza kwadratowe i prostokątne formatki szkła, a nawet
niektóre kształty krzywoliniowe,
6) wymiary formatek szkła od 400 x 400 mm do 6000 x 3300 mm lub większe
dla specjalnych rozwiązań,
7) grubość szkła od 2,5 mm do 19,0 mm
8) automatyczny obrót formatki szklanej o 90° lub pod dowolnym innym kątem,
zgodnie z wymaganiami (aby optymalnie “zagęścić” szkło na łożu)
9) do obsługi całego pieca wystarczy 1 osoba,
10) opis i przechowywanie zamówionych formatek szkła odbywa się automatycznie;
następnie są one optymalnie układane w piecu,
11) nie jest wymagane dodatkowe oprogramowania do obsługi systemu,
12) system obsługi szkła jest szybki i bezpieczny,
13) formatki szklane są automatycznie transportowane, obracane i umieszczane
tak, aby maksymalnie wykorzystać powierzchnie roboczą pieca,
14) tafle szkła są pozycjonowane z dokładnością do ułamka milimetra,
15) system jest przeznaczony do pieców do hartowania szkła, ale może także służyć
do wszelkiego rodzaju obsługi płaskich płyt.
Po raz pierwszy zainstalowaliśmy nasz system w 2017 roku w zakładzie znanej
firmy zajmującej się obróbką szkła w Austrii.
Jest to dobrze zaprojektowana i wykonana kombinacja naszego stołu uchylnego,
z systemem transportu szkła (zapewniającym liniowy przesuw i obrót o 90°)
oraz z unikalnymi możliwościami załadunku łoża pieca.
Połączenie trzech dobrze zaprojektowanych i zmontowanych/opracowanych
maszyn pozwala na prawidłową, bezpieczną i szybką „manipulację” każdym
rodzajem płaskich płyt, bez względu na to, czy jest to tafla szklana, drewniana,
metalowa czy jakakolwiek inna płaska blacha. Ale system został specjalnie
zaprojektowany do obsługi płaskich tafli szklanych o dowolnych wymiarach
od 400 x 400 do 6000 x 3300 mm (większych na zamówienie) oraz o grubości
od 2,5 do 19,0 mm.
Dzięki naszemu systemowi możliwe jest w pełni automatyczne załadowanie
łoża pieca do hartowania, z uwzględnieniem uzyskania najlepszej wydajności załadunku,
ponieważ bardzo precyzyjnie pozycjonujemy/zagnieżdżamy tafle szkła
uwzględniając dostępne rozmiary łoża pieca.

Całość artykułu w wydaniu drukowanym i elektronicznym
Inne artykuły o podobnej tematyce patrz Serwisy Tematyczne
Więcej informacji: Świat Szkła 9/2021






















