







Badania eksperymentalne różnych materiałów stosowanych w szkle laminowanym w charakterze przekładek |
W niniejszym opracowaniu przedstawiono wyniki testów porównawczych ścinania uzyskane w toku przeprowadzonych badań obejmujących próbki szkła laminowanego zawierającego przekładki wykonane z różnych rodzajów folii poliwinylobutyralowej (PVB) oraz z kopolimeru etylenu z octanem winylu (EVA). Próby ścinania wykonano w oparciu o wykorzystanie niewielkich próbek o kształcie cylindrycznym wykonanych technologią wiercenia rdzeniowego. Nośność szkła laminowanego badano w różnych temperaturach i dla różnych okresów czasu oddziaływania obciążenia.
Przeprowadzone badania miały na celu porównanie własności różnego rodzaju materiałów stosowanych w szkle laminowanym w charakterze przekładek i określenie ich charakterystyki strukturalnej. Materiały te wykonuje się z tworzyw termoplastycznych i określa ogólnym mianem „termoplastów”, albowiem ich własności mechaniczne wykazują silną zależność zarówno od temperatury i czasu, jak i od rodzaju obciążenia. W celu uwzględnienia tych zależności warunki przeprowadzania prób były zmieniane w toku badań. Przeprowadzone doświadczenia miały charakter wyłącznie prób krótkotrwałych. Z uwagi na potrzebę określenia własności retardacji i relaksacji nie przeprowadzono jeszcze badań długotrwałych, mających na celu określenie wpływu wielkości i rozkładu obciążenia na własności omawianych tu materiałów. Opublikowane w niniejszym opracowaniu wyniki odnoszą się do standardowych przekładek wykonanych z folii PVB oraz z folii EVA o zawartości kopolimeru octanu winylu (VAC) wynoszącej 32%.
Własności mechaniczne tworzyw sztucznych
Poddane obciążeniom (które wywołuje w nich pewien stan naprężenia) tworzywa sztuczne mogą wykazywać własności sprężyste, plastyczne lub lepkosprężyste. Własności mechaniczne tych materiałów są zawsze uzależnione od temperatury; w praktyce oznacza to uzależnienie od temperatury wielkości charakteryzujących sprężyste zachowanie się tych materiałów (np. moduł Younga E, moduł sprężystości postaciowej G).
W wypadku tworzyw sztucznych opisane ściśle prawem Hooke’a sprężyste zachowanie się materiału może mieć miejsce tylko wówczas, gdy tworzywa te są poddane jedynie nieznacznemu obciążeniu trwającemu bardzo krótko. Materiały odznaczające się własnościami ściśle sprężystymi – jak na przykład metal o temperaturze pokojowej – wykazują liniową zależność pomiędzy naprężeniem i odkształceniem.
Odkształcenia plastyczne tworzyw sztucznych pozostają nawet po zmniejszeniu (lub usunięciu) obciążenia (reakcja nieodwracalna w odróżnieniu od odkształceń sprężystych, w których ciało powraca do pierwotnego kształtu po ustaniu obciążenia). Reakcję taką można jednakże zaobserwować wyłącznie po przekroczeniu granicy plastyczności, tzn. w zakresie naprężeń wykraczających poza zakres sprężysty i/lub lepkosprężysty. Tworzywa sztuczne zaczynają wówczas „płynąć” (stan plastyczności) zaś powstałe wtedy odkształcenia mają trwały charakter.
Lepkosprężystość – które to pojęcie oznacza występowanie odkształceń opóźnionych, lecz ciągle jeszcze całkowicie odwracalnych (czyli sprężystych) – ma istotne znaczenie wówczas, gdy zachodzi konieczność scharakteryzowania tworzyw sztucznych. Lepkosprężyste własności tych materiałów są również uzależnione od prędkości i czasu. Lepkosprężystość jest konsekwencją procesów relaksacji naprężeń, które z kolei mają swe źródło w zdolności długich cząsteczek o budowie łańcuchowej, stanowiących „budulec” tworzyw sztucznych, do przystosowywania się do powstałego w nich nowego stanu równowagi. Relaksacja polega na zmniejszaniu się występujących w materiale jego naprężeń wewnętrznych do wielkości odpowiadającej nowemu stanowi równowagi, jaki wytworzył się w materiale poddanym stałemu rozciąganiu. Charakterystyczną cechą materiałów lepkosprężystych jest to, że im wyższa jest temperatura takiego materiału, tym szybciej może dojść do zmniejszenia się naprężeń. Lepkosprężystość tworzyw sztucznych może mieć charakter albo liniowy albo też nieliniowy.
Reakcja materiału posiadającego takie własności zanika asymptotycznie i dlatego nie może być całkowicie wyeliminowana. W zasadzie odkształcenie materiału jest zawsze pewną funkcją pełnej historii stanu naprężenia i na odwrót. Zasada superpozycji Boltzmanna ma zastosowanie do materiałów odznaczających się lepkosprężystością liniową.
Jeżeli – oprócz zależności jego własności od temperatury i czasu – dany materiał jest ponadto lepkosprężysty nieliniowo, to w takim wypadku zanika proporcjonalność pomiędzy odkształceniami oraz obciążeniem; w praktyce oznacza to, że odkształcenia materiału będą wzrastać nieproporcjonalnie do obciążenia. Własności odznaczających się wyższą wytrzymałością udarową materiałów o budowie częściowo krystalicznej – zwłaszcza wówczas, gdy wykorzystywane są one w temperaturach przekraczających temperaturę zeszklenia – są w istotnym stopniu uzależnione od wielkości obciążenia i to nawet wówczas, gdy wywołane nim odkształcenia są całkiem niewielkie. Niemniej jednak tworzywa sztuczne są materiałami odznaczającymi się opóźnioną reakcją (retardacją) oraz własnościami sprężystymi – przynajmniej przed osiągnięciem przez naprężenia granicy plastyczności. Ich odkształcenia są ciągle odwracalne, lecz przestaje obowiązywać zasada superpozycji Boltzmanna. [2], [6], [7], [11]
Folia poliwinylobutyralowa (PVB)
PVB jest polimerem winylowym, który – w tej grupie związków chemicznych – można sklasyfikować jako związek należący do polioctanów winylu (PVAC). Zgodnie natomiast z klasyfikacją fizyczną, poliwinylobutyral stanowi jeden z termoplastów bezpostaciowych (amorficznych). Własności mechanotermiczne termoplastów amorficznych obrazuje rysunek 1.
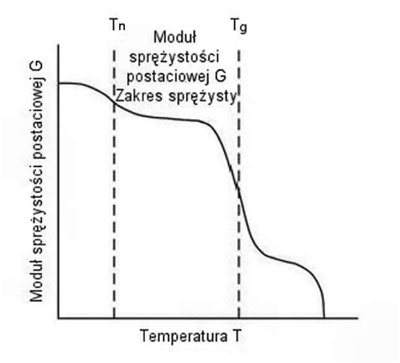
Rys. 1. Mechaniczne i termiczne własności termoplastów amorficznych [6]
PVB jest żywicą, mającą postać ciała stałego, rozpuszczalną w rozpuszczalnikach organicznych lecz nie w węglowodorach i odporną na działanie kwasów oraz alkaliów. Nadaje się ona do wykorzystania w charakterze przekładek stosowanych w szkle laminowanym. Dobra przyczepność tej żywicy uzyskiwana jest dzięki obecności w niej wolnych grup hydroksylowych w ilości wynoszącej 20%. Siła przyczepności rozwijana pomiędzy szkłem i materiałem przekładki jest wynikiem tworzenia się wiązań wodorowych.
Aby poprawić sztywność i własności sprężyste, folię PVB modyfikuje się poprzez dodawanie do niej plastyfikatorów i modyfikatorów. Plastyfikatory wywierają wpływ na takie własności, jak zdolność przylegania, sprężystość i zdolność pochłaniania wody. Typowymi modyfikatorami są środki blokujące promieniowanie ultrafioletowe oraz pigmenty. Do folii PVB stosowanej w charakterze przekładek w szkle laminowanym wykorzystywanym w budownictwie dodaje się relatywnie duże ilości plastyfikatorów, co ma na celu zapewnienie jej wymaganej ciągliwości oraz odpowiedniego maksymalnego wydłużenia względnego nawet w niskich temperaturach.
Wartość temperatury zeszklenia (Tg)3 takich przekładek zawiera się w przedziale pomiędzy 12°C oraz 16°C i zależy od zawartości plastyfikatorów. W wypadku termoplastów amorficznych – jak np. folia PVB – spadek temperatury zeszklenia powoduje znaczny wzrost sztywności oraz spadek sprężystości. Z punktu widzenia własności użytkowych charakterystycznych dla przekładek PVB stosowanych w szkle laminowanym korzystny przedział temperatur leży z zakresie pomiędzy 20°C i 60°C.
Folia PVB jest materiałem preferowanym w produkcji bezpiecznego szkła laminowanego. Bezpieczne szkło laminowane jest zazwyczaj wytwarzane ze szkła oraz przekładek PVB w trakcie dwustopniowego procesu autoklawizacji. Wspomniane powszechne zastosowanie przekładek z folii PVB w bezpiecznym szkle laminowanym wynika z mechanicznych własności tej folii oraz bardzo wysokiej odporności na rozerwanie złącza PVB/szkło w wypadku rozbicia szyby. W temperaturze wynoszącej 23°C folia PVB może osiągnąć zarówno wytrzymałość na rozdarcie przekraczającą 20 MPa, jak i maksymalne wydłużenie względne występujące w momencie rozerwania przekraczające wartość 250%. Najważniejsze własności folii PVB, to: wysoka przezroczystość oraz wytrzymałość na rozdarcie, korzystna z użytkowego punktu widzenia wartość maksymalnego wydłużenia względnego, wysoka wytrzymałość na rozerwanie, możliwość regulacji siły przyczepności do szkła oraz wysoka odporność na wpływ zarówno promieniowania ultrafioletowego, jak i temperatury. Wodochłonność folii PVB stanowi własność która może powodować pogorszenie się jakości złącza wytwarzanego pomiędzy tą folią i szkłem. Przekładki przetestowane w ramach przeprowadzonych badań doświadczalnych stanowiły standardowe przekładki PVB stosowane w produkcji szkła płaskiego. Przebadane przekładki foliowe stanowią materiał lepkosprężysty nieliniowo i wykazują własności silnie uzależnione od temperatury i czasu – które to cechy są charakterystyczne dla tworzyw termoplastycznych. Jeśli chodzi o ten rodzaj przekładek PVB, istnieje cały szereg doświadczeń służących badaniu sztywności na ścinanie. Uzyskane wyniki badań przekładek wykonanych z folii PVB będą służyć jako dane odniesienia oraz jako dane wykorzystywane do porównań z wynikami uzyskanymi w toku badań innego rodzaju materiałów. [1], [3], [4], [5], [6], [9], [10]
Kopolimer etylenu z octanem winylu (EVA)
W grupie polimerów EVA należy do związków określanych mianem poliolefin. Natomiast zgodnie z klasyfikacją fizyczną EVA jest jednym z termoplastów wytwarzanych w procesie kopolimeryzacji etylenu i octanu winylu. Można go wytwarzać z tych dwóch monomerów w dowolnych ich proporcjach.
W zależności od swojego składu chemicznego, kopolimer ten może wykazywać własności zmienne w szerokim zakresie: od własności charakterystycznych dla ciał o budowie częściowo krystalicznej i termoplastów do własności charakterystycznych dla ciał amorficznych i kauczukopodobnych. Z tego też względu niemożliwe jest określenie ogólnej charakterystyki tego materiału. Zwiększenie udziału octanu winylu powoduje wzrost wytrzymałości na rozdarcie i zwiększenie maksymalnego wydłużenia względnego, lecz zarazem powoduje spadek temperatury topnienia.
Wykorzystane do szeregu doświadczeń przekładki EVA zawierały 32% octanu winylu, która to zawartość zapewnia już uzyskanie korzystnych własności mechanicznych. Zgodnie z kartą danych charakterystycznych tego wyrobu jego temperatura zeszklenia (Tg) wynosi -43°C. Niemniej jednak dostępne na rynku przekładki mogą wykazywać zawartość octanu winylu przekraczającą 40%. W takim wypadku stopień rozgałęzienia struktury wytwarzanych kopolimerów etylenu z octanem winylu ulegnie zwiększeniu, zaś wytwarzane w tych warunkach tworzywa będą mieć charakter kauczukowych sprężystych tworzyw termoplastycznych, zwanych również termoplastycznymi elastomerami (posiadającymi budowę sieciową podobną do sita o szerokich oczkach). Na rysunku 2 przedstawiono zmiany własności tworzywa w zależności od zawartości octanu winylu.
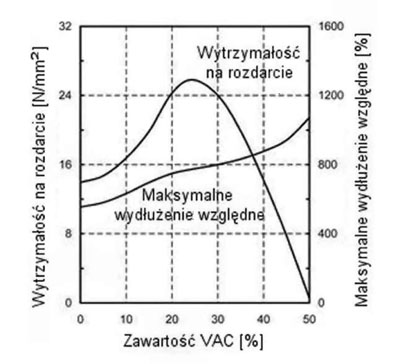
Rys. 2. Zależność charakterystycznych własności EVA od zawartości VAC (kopolimeru octanu winylu) [2]
Folie EVA są częstokroć wykorzystywane w charakterze przekładek w branży produktów wykorzystujących energię słoneczną. W tym wypadku – jak również w wypadku zastosowania kopolimerów etylenu z octanem winylu w charakterze przekładek wykorzystywanych w produkcji szkła laminowanego – stosowane są zmodyfikowane folie EVA. Tego rodzaju przekładki określane są mianem „topliwej folii adhezyjnej” i odznaczają się wytrzymałością na rozdarcie rzędu 10 MPa do 25 MPa, maksymalnym wydłużeniem względnym występującym w momencie zerwania przekraczającym wartość 500% oraz znakomitą kohezją i dobrymi własnościami adhezyjnymi.
Folie takie są w szczególności wykorzystywane w celu wykonania hermetycznej obudowy modułów baterii słonecznych, bowiem przechodzenie w stan ciekły folii w trakcie procesu łączenia pozwala na usunięcie „od ręki” istniejących nierówności. Ta własność jest szczególnie ważna w wypadku krystalicznych ogniw słonecznych, które są osadzane pomiędzy dwoma warstwami materiału kompozytowego.
Do zjawiska sieciowania struktury wewnętrznej folii EVA dochodzi podczas procesu laminowania. Dzięki swojej strukturze chemicznej kopolimery etylenu z octanem winylu można z łatwością łączyć chemicznie albo też fizycznie. W trakcie procesu sieciowania głównie wchodzące w skład łańcuchów molekularnych cząsteczki octanu winylu łączą się chemicznie wzajemnie ze sobą. Jednocześnie tworzy się sieć przestrzenna. Molekuły łańcuchowe są związane w sieci silniej lub słabiej w zależności od stopnia usieciowienia.
W praktyce – w zależności od stanu usieciowienia – jedynie części molekuł są wiązane wewnątrz sieci. Dlatego też oczka sieci przestrzennej mogą być albo małe albo duże – w zależności od gęstości usieciowienia. Dzięki sieciowaniu można w znacznym stopniu poprawić istotne własności materiału – takie, jak wytrzymałość na rozdarcie, pełzanie lub też odporność chemiczna; można również osiągnąć znacznie wyższy poziom tych własności w porównaniu do tego, jaki mogą zapewnić nieusieciowione folie EVA.
Szkło laminowane wytwarzane jest w wyniku łączenia się ze sobą folii EVA oraz szkła w procesie laminowania próżniowego. Zazwyczaj urządzenia do laminowania są wyposażone w układy nagrzewania i chłodzenia, tak więc zarówno procesy nagrzewania i sieciowanie folii EVA a także proces chłodzenia przebiegają w tym samym urządzeniu. Proces taki ma charakter laminowania jednostopniowego. Umieszczona w pokrywie laminatora elastyczna membrana tworzy osobną komorę, która w trakcie wentylacji umożliwia utrzymanie wymaganego ciśnienia oddziaływującego na laminat.
W zależności od rodzaju stosowanej folii temperatura w trakcie procesu laminowania próżniowego waha się pomiędzy 140°C i 155°C. Czas trwania procesu laminowania również uzależniony jest od rodzaju folii. Tzw. „normalne sieciowanie” folii EVA trwa od 40 do 45 minut podczas gdy zorientowane na określony cel „sieciowanie szybkie” folii wymaga jedynie około 8 do 10 minut. Wymiary laminatora próżniowego również stanowią ograniczenie formatów laminowanego szkła zawierającego przekładki EVA; są one zazwyczaj dostosowane do standardowych wymiarów modułów baterii słonecznych.
Kopolimery etylenu mogą być wrażliwe na czynniki atmosferyczne, szczególnie na wchodzące w widma promieniowania słonecznego promieniowanie ultrafioletowe, pozostające z kolei pod wpływem tlenu atmosferycznego. Wrażliwość ta może w konsekwencji doprowadzić do pogorszenia się własności użytkowych, np. może nastąpić spadek adhezyjności oraz wartości maksymalnego wydłużenia względnego, a nawet może dojść do zmiany zabarwienia. Dlatego też do współcześnie produkowanych przekładek EVA wprowadza się stabilizatory, pozwalające na osiągnięcie długotrwałej wytrzymałości na takie czynniki zewnętrzne. [2], [5], [6].
Urządzenia i procedury stosowane w toku wykonywania badań
Próbki przeznaczone do badań zostały wykonane w postaci cylindrycznych rdzeni wywierconych ze szkła laminowanego przy pomocy wiertła tulejowego. Średnica wywierconych próbek rdzeniowych wynosiła 23 mm. Użyte do wykonania próbek płyty szkła laminowanego miały nominalną grubość 8 mm każda. Przekładki PVB wykonano z folii o grubości wynoszącej 1,52 mm; natomiast przekładki EVA wykonano z folii o grubości 1,60 mm.
Do wykonania badań zastosowano urządzenie badawcze przeznaczone do wykonywania prób ścinania technologicznego; urządzenie to zostało zaprojektowane przez Instytut Konstrukcji Lekkich i Projektowania Koncepcyjnego Uniwersytetu w Stuttgarcie i zostało zaadoptowane do zróżnicowanych wymiarów próbek. Schemat urządzenia badawczego przedstawiono niżej na rysunku 3. Badane próbki szkła zostały zamocowane w uchwytach urządzenia badawczego w taki sposób, aby możliwe było wywołanie naprężeń tylko tnących, którym nie towarzyszy obecność momentu skręcającego lub gnącego. Mierzono zarówno przemieszczenie dwóch zewnętrznych „okładzin” szklanych umieszczonych jedna pod drugą, jak i siłę wymaganą do wywołania tych przemieszczeń.
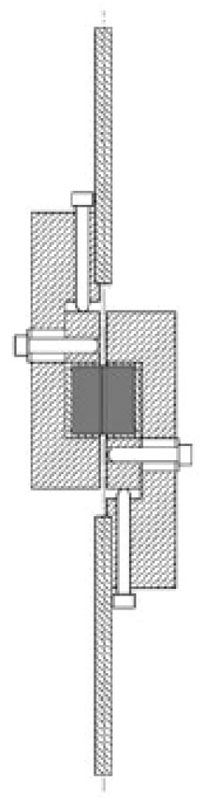
Rys. 3. Urządzenie badawcze razem z próbką
Przemieszczenia zmierzono w formie pomiaru bezpośredniego przeprowadzonego przy wykorzystaniu urządzenia badawczego oraz tzw. „detektora pęknięć” stosowanego w normalnych warunkach do pomiarów zmian szerokości powierzchni, na których pojawiły się pęknięcia. Zastosowano również przetwornik przemieszczeń służący do kontroli przemieszczeń samego urządzenia badawczego.
Badania prowadzono przy stałej prędkości odkształcania do momentu osiągnięcia przez odkształcenie kątowe wartości 1,0. Następnie próbki poddano odciążaniu przy zachowaniu takiej samej prędkości spadku odkształcenia. Przeprowadzane testy uznawano za zakończone wtedy, jeżeli podczas odciążania wartość siły oddziaływującej na próbkę spadła do wartości 0 N, albo też, jeżeli badane próbki uległy uszkodzeniu. W celu zwrócenia szczególnej uwagi na zależność mechanicznych własności folii od czasu, badania były przeprowadzane przy różnych prędkościach odkształcania próbek. Prędkości przyrostu/spadku odkształceń zostały dostosowane do grubości folii; odniesiono je również do odkształcenia kątowego. Badania przeprowadzono przy różnych prędkościach odkształcania (0,01 1/min; 0,1 1/min; 1,0 1/min). Z uwagi na potrzebę uwzględnienia wpływu temperatury na własności folii, badania przeprowadzano w komorze klimatycznej przy pięciu różnych wartościach temperatur panujących w tej komorze (-25°C, 0°C, 25°C, 50°C, 75°C). [10], [11].
Wyniki badań
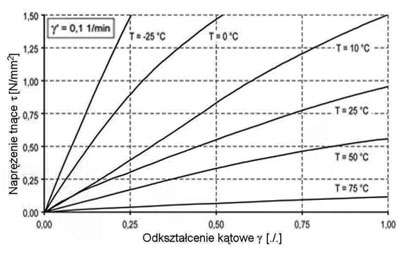
Przeprowadzone badania wykazały zależność własności badanych materiałów od temperatury i czasu, a w konsekwencji – że zachowanie się tych materiałów jest typowe dla termoplastów. Wyniki badań odnoszących się do folii PVB przedstawiono na rysunkach 4 oraz 5, natomiast wyniki badań odnoszących się do folii EVA przedstawiono na rysunkach 6 i 7. Z jednej strony uzyskane wyniki badań przedstawiono w zależności od zmieniających się temperatur i przy stałej prędkości 0,1 1/min; z drugiej natomiast – przedstawiono je dla zmieniających się prędkości i przy stałej temperaturze wynoszącej 25°C.
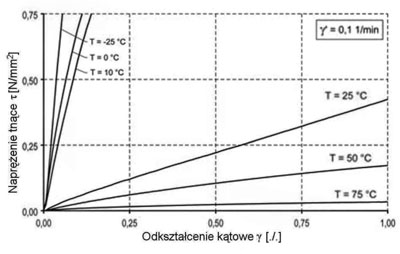
Rys. 4. Charakterystyki naprężenie/odkształcenie; wyniki szeregu badań folii PVB, w zależności od temperatury
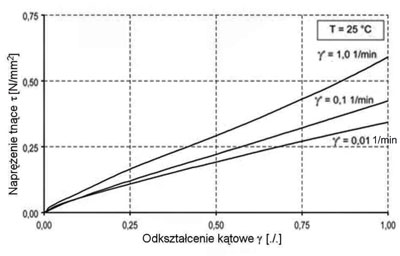
Rys. 5. Charakterystyki naprężenie/odkształcenie; wyniki szeregu badań folii PVB, w zależności szybkości odkształcania
Jeśli chodzi o wyniki badań odnoszących się do folii PVB zostały one przedstawione na rysunkach 4 oraz 5 i można je porównać z wynikami już przeprowadzonych badań (np. [10]) zarówno pod względem jakościowym, jak i ilościowym. Własności materiału w zakresie temperatur powyżej punktu zeszklenia wyraźnie wskazują na zależność temperaturową. Wraz ze wzrostem temperatury spadały czasy relaksacji, a naprężenia tnące ulegały zmniejszeniu. Niższe temperatury (-25°C, 0°C, 10°C) leżały – w wypadku folii PVB – w zakresie poniżej punktu zeszklenia. Przy temperaturach 10°C i 25°C wyraźnie widać – czego zresztą oczekiwano – gwałtowny wzrost sztywności folii PVB przy jednoczesnym zmniejszaniu się jej sprężystości. Oczywiste różnice występujące w przedziale pomiędzy 10°C oraz 25°C wymagają dodatkowego zróżnicowania badań uzależnionych od temperatury, przynajmniej jeśli chodzi o przekładki z folii PVB. Zależność własności mechanicznych od prędkości wykazano w toku przeprowadzonych badań. Na skutek wielokrotnego powtarzania procesu relaksacji naprężeń, naprężenia tnące występujące w trakcie testów prowadzonych przy wyższych prędkościach przekraczają wartości naprężeń tnących zmierzonych podczas prób wykonywanych przy niższych prędkościach.
Rys. 6. Charakterystyki naprężenie/odkształcenie; wyniki szeregu badań folii EVA, w zależności od temperatury
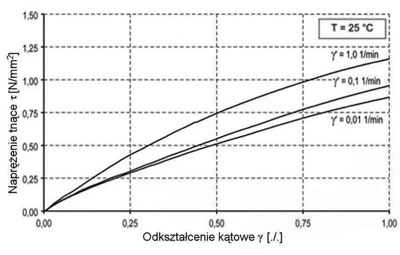
Rys. 7. Charakterystyki naprężenie/odkształcenie; wyniki szeregu badań folii EVA, w zależności prędkości odkształcania
Wyniki badań obejmujących przekładki wykonane z folii EVA przedstawiono na rysunkach 6 oraz 7. Uzyskane w toku badań krzywe charakteryzujące folię EVA odznaczają się wyraźnie nieliniowym kształtem. Można zaobserwować zależności temperaturowe charakteryzujące folie EVA. Stopniowy wzrost naprężeń i odkształceń następował przy zachowaniu stałych przyrostów. Nie zauważono nagłego usztywnienia się folii, albowiem temperatura zeszklenia folii EVA wynosi -43°C i jest niższa od temperatur zastosowanych w toku wykonywania badań. Można natomiast również zauważyć zależność zachowania się folii EVA od prędkości wzrostu lub spadku wielkości obciążeń. Konieczne jednakże jest przedstawienie pewnych uwag dotyczących testów obejmujących folię EVA, albowiem z badań tych można wyciągnąć jedynie kilka wniosków dotyczących własności mechanicznych przekładek wykonanych z tejże folii. Wyniki te zostały uzyskane w konsekwencji badań folii EVA wytworzonej na bazie kopolimeru octanu winylu (VAC) o zawartości wynoszącej 32% i nie można ich przenieść na przekładki z folii wytworzonej na bazie kopolimeru etylenu z octanem winylu o innej zawartości tego ostatniego. W celu zapewnienia miarodajnego procesu laminowania próżniowego konieczne jest przeprowadzenie innych badań, albowiem sieciowanie folii EVA następuje wyłącznie w trakcie tego właśnie procesu. Zaprezentowane w niniejszym opracowaniu wyniki badań nie mogą dać żadnych informacji dotyczących tego problemu, bowiem wszystkie próbki objęte badaniami pochodziły z jednej i tej samej tafli szkła laminowanego. Jeśli chodzi o wzajemne współzależności istniejące pomiędzy sieciowaniem folii EVA oraz jej mechanicznymi własnościami nie można sformułować żadnych wniosków ani twierdzeń.
Porównanie wyników badań, jakimi objęto omówione tu dwa rodzaje folii: PVB oraz EVA, przynosi dość zaskakujące spostrzeżenie. Otóż w zakresie temperatur powyżej 25°C wytrzymałość na ścinanie próbki folii EVA jest zdecydowanie wyższa, aniżeli wytrzymałość na ścinanie próbki folii PVB. Dopiero wówczas, gdy temperatura folii PVB spadła poniżej progu zeszklenia, można było zauważyć jej wyraźne usztywnienie się. Wyniki badań wykazały, że w temperaturze wynoszącej 10°C i mniej folia PVB wykazuje lepszą sztywność na ścinanie.
Podsumowanie
Folia PVB jest materiałem najczęściej stosowanym na przekładki w szkle laminowanym stosowanym w branży budowlanej oraz w szybach samochodowych. Fakt ten usprawiedliwiają znakomite własności mechaniczne, jakie materiał ten wykazuje w normalnych warunkach eksploatacyjnych, a także bardzo dobre własności związane z bezpieczeństwem wyrobu – jak na przykład zachowanie się szyby wykonanej z bezpiecznego szkła laminowanego z przekładką z folii PVB po rozbiciu takiej szyby. W niektórych szczególnych zastosowaniach w charakterze przekładek stanowiących element szkła laminowanego wykorzystuje się również materiały inne niż standardowa folia PVB. Przedmiotem opisanych w niniejszych opracowaniu badań było porównanie różnych materiałów.
Wyniki badań, które objęły próbki szkła laminowanego zawierającego przekładkę wykonaną z folii PVB można wykorzystać w charakterze danych odniesienia służących do oceny innego rodzaju materiałów. Własności, jakie wykazuje folia PVB są uzależnione od temperatury i czasu. W zakresie temperatur zbliżonych do temperatury zeszklenia można zaobserwować usztywnienie się folii.
Wyniki badań uzyskanych w toku badań obejmujących przekładki z folii EVA wykazują, że mechaniczne własności tej folii można porównać z analogicznymi własnościami, jakie wykazuje folia PVB. Zachowanie się przekładek wykonanych z folii EVA wykazuje również silne uzależnienie od temperatury i czasu. Dane eksperymentalne charakteryzujące wytrzymałość na ścinanie są ciągle niekompletne, toteż badania będą nadal kontynuowane i ukierunkowane na określenie charakterystycznych własności materiałowych folii EVA poddanej działaniu naprężeń tnących. W tych wypadkach, w których folia EVA wykorzystywana jest w charakterze przekładki, konieczne będzie wykonanie badań uzupełniających polegających na określeniu zachowania się szyby wykonanej ze szkła laminowanego w razie jej rozbicia a także oznaczeniu nośności takiej szyby po jej rozbiciu. W wypadku przekładek wykonanych z folii EVA wymagane jest przeprowadzenie odrębnych badań, bowiem własności tej folii są głównie uzależnione od jej usieciowienia oraz jej składu chemicznego (zawartości kopolimeru octanu winylu (VAC)). Oceniając rzecz z punktu widzenia dzisiejszego stanu techniki zastosowanie folii EVA będzie ograniczone do zespołów baterii słonecznych co wynika z konieczności prowadzenia procesu laminowania w laminatorach próżniowych, które z kolei narzucają ograniczenia związane z wymiarami laminowanego w ten sposób szkła.
Niestety w momencie oddawania niniejszego opracowania do druku nie znano mogących stanowić uzupełnienie tegoż opracowania wyników badań innych materiałów wykorzystywanych w charakterze przekładek (np. folia akustyczna PVB, poliuretan termoplastyczny (TPU) oraz żywica lana).
Autorzy pragną złożyć szczególne podziękowania firmom Saint-Gobain oraz Flachglas Radeburg GmbH w Radeburgu, a także Solarwatt, Solar-Systeme GmbH w Dreźnie za udzieloną pomoc związaną z uzyskaniem materiałów wymaganych do wykonania szeregu badań, jak również gorące podziękowania firmie Saint-Gobain Recherche w Aubervilliers za dostarczenie wywierconych próbek rdzeniowych.
Prof. dr inż. Bernhard Weller
mgr inż. Jan Wünsch
mgr inż. Kristinia Härth
Politechnika Drezdeńska, Instytut Konstrukcji Budynków
Artykuł pochodzi z materiałów konferencji Glass Processing Days 2005
Bibliografia
[1] Bohmann: Numeryczna metoda obliczania szyb wykonanych ze szkła laminowanego; praca doktorska; cykl broszur poświęconych konstrukcjom stalowym – RWTH Aachen, zeszyt 43; Aachen: 1999.
[2] Domininghaus: Tworzywa sztuczne i ich własności, wyd. V; Berlin Heidelberg: Wydawnictwo Springer-Verlag, 1998.
[3] Gräf: Badanie zachowania się bezpiecznego szkła laminowanego podpartego liniowo i punktowo; praca doktorska; Politechnika Monachijska, Monachium: 2003.
[4] Kutterere: Płyty ze szkła laminowanego – rozwiązania przybliżone uwzględniające ścinanie złącza oraz oddziaływanie membrany; praca doktorska; Uniwersytet w Stuttgarcie; Stuttgart 2003.
[5] Maniatis, Albrecht: Zastosowanie szkła laminowanego z elementami fotoelektrycznymi; Glass Processing Days, 18 czerwca 2003, str. 433 – 436; Tampere 2003.
[6] Oberbach: Poświęcona tworzywom sztucznym broszura Kunststoff Taschenbuch, Saechtling, wyd. XXVII; Monachium-Wiedeń: Wydawnictwo Carl Hanser Verlag, 1998.
[7] Retting: Mechanika tworzyw sztucznych; Monachium-Wiedeń; Wydawnictwo Carl Hanser Verlag, 1991.
[9] Schuler: Wpływ zachowania się folii poliwinylobutyralowej na nośność bezpiecznego szkła laminowanego w zależności od temperatury i obciążenia; praca doktorska; Politechnika Monachijska; Monachium: 2003.
[10] Sobek, Kutterer, Messmer: Reologiczne własności folii PVB w złączu poddanym ścinaniu; sprawozdanie z badań; Uniwesytet w Stuttgarcie; Instytut Lekkich Dźwigarów Powierzchniowych, Stuttgart: 1998.
[11] Weng: Mechaniczne własności termoplastów, definicje i opis materiałów; praca doktorska; RWTH, Aachen; Aachen:1988.
patrz też:
- Oszklenia bezpieczne w budownictwie , Tadeusz Tarczoń, Świat Szkła 10/2010
- Materiały używane do budowy szkieł warstwowych , Tadeusz Tarczoń, Świat Szkła 6/2010
- Folia do laminowania szkła poza autoklawem , Świat Szkła 6/2010
- Nowa seria pieców do laminowania bez użycia autoklawów , Świat Szkła 6/2010
- Folia do szkła warstwowego EVALAM 80-120 , Świat Szkła - portal
- Najnowsze trendy w przemyśle laminowanego szkła motoryzacyjnego , Michel Van Russel, Świat Szkła 3/2010
- Szyby w nowoczesnych samochodach , Wiesław Wielgołaski, Świat Szkła - Szyby samochodowe II
- Przyciemnianie szyb samochodowych a homologacja , Tadeusz Tarczoń, Świat Szkła - Szyby samochodowe II
- Najnowsze tendencje na rynku klejów poliuretanowych do montażu szyb , Maciej Nawrot, Świat Szkła - Szyby samochodowe II
- Wymagania jakościowe dla szyb samochodowych według normy amerykańskiej ANSI Z26.1 oraz norm w koncernach europejskich , Tadeusz Tarczoń, Świat Szkła - Szyby samochodowe II
- Bezpieczeństwo w aucie , Świat Szkła - Szyby samochodowe II
- Badania eksperymentalne różnych materiałów stosowanych w szkle laminowanym w charakterze przekładek , Bernhard Weller, Jan Wünsch, Kristina Härth, Świat Szkła - Szyby samochodowe II
więcej informacji: Świat Szła - Numer specjalny: Szyby samochodowe II






















